1
Известен агрегат для малоокислительного нагрева заготовок неред штамповкой, содержащий полуметодическую печь и рекуператор.
Предложенный агрегат с целью повышения его производительности снабжен последовательно установленными перед загрузочным окном печи и кинематически связанными между собой накопителем заготовок в виде бункера с размешенными внутри него ворошителем и вращаюш,имся барабаном с ячейками для заготовок, транспортером с направляющим желобом и со смонтированными на нем электродатчиками контроля наличия заготовок, подавателем заготовок с транспортера и столом с водоохлаждаемой плитой и толкателем, перемещающим заготовки через загрузочное окно в зону печи, а также устройством поштучной выдачи заготовок из печи, связанным посредством транспортера с обрабатывающей машиной.
Полуметодическая печь содержит смонтированные на пульте управления и сблокированные между собой систему автоматического регулирования температуры в ее рабочих зонах, систему регулирования соотношения первичного газа и вторичного воздуха, систему регулирования температуры дымовых газов на входе в рекуператор и систему регулирования давления в рабочем пространстве печи.
Устройство поштучной выдачи заготовок из печи снабжено механизмом регулирования производительности, выполненным в виде соединенного с печью футерованного приемника со смонтированным внутри него водоохлаждаемым приводным барабаном с закрепленными на нем лопатками.
Для нагрева изделий различных типоразмеров в агрегате стенки направляющего желоба транспортера установлены с возможностью перемещения в радиальном направлении относительно продольной оси транспортера, а толкатель снабжен механизмом регулирования его хода.
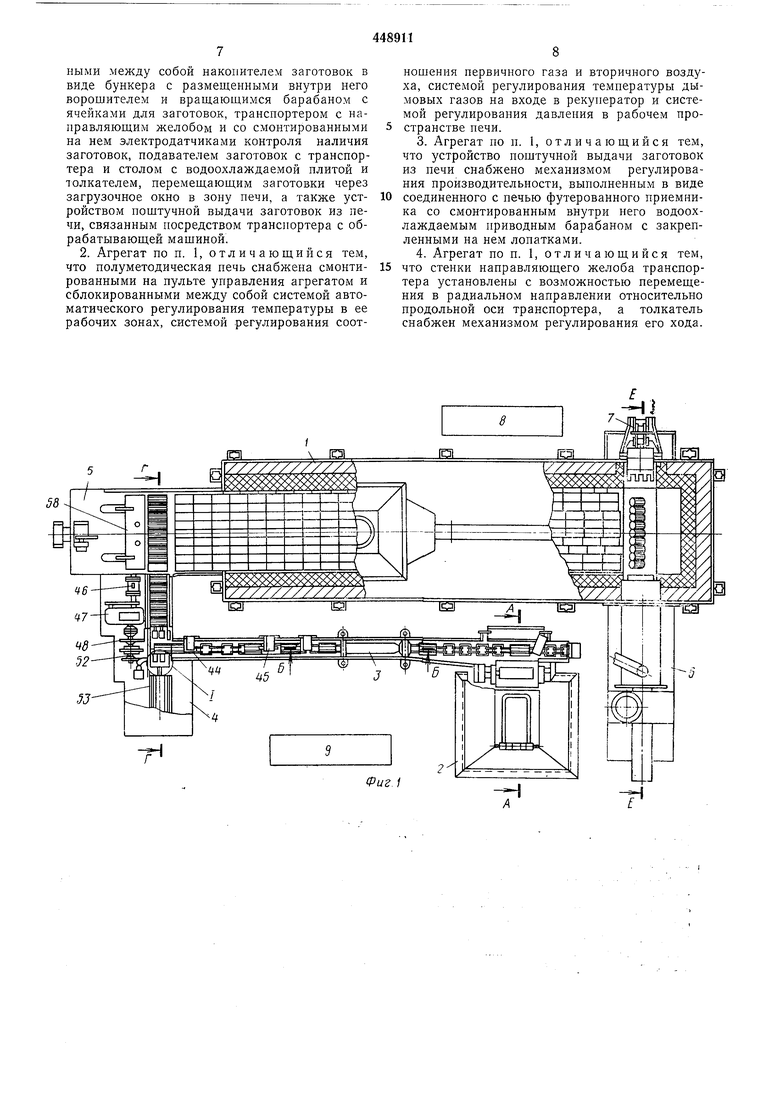
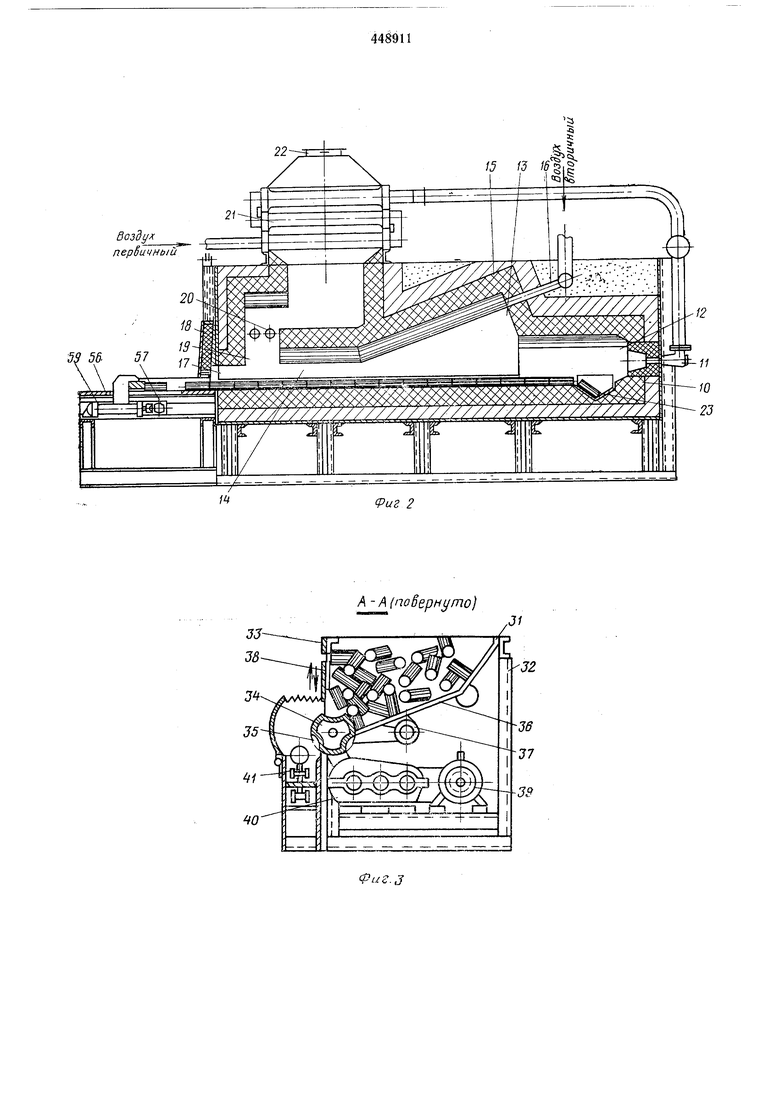
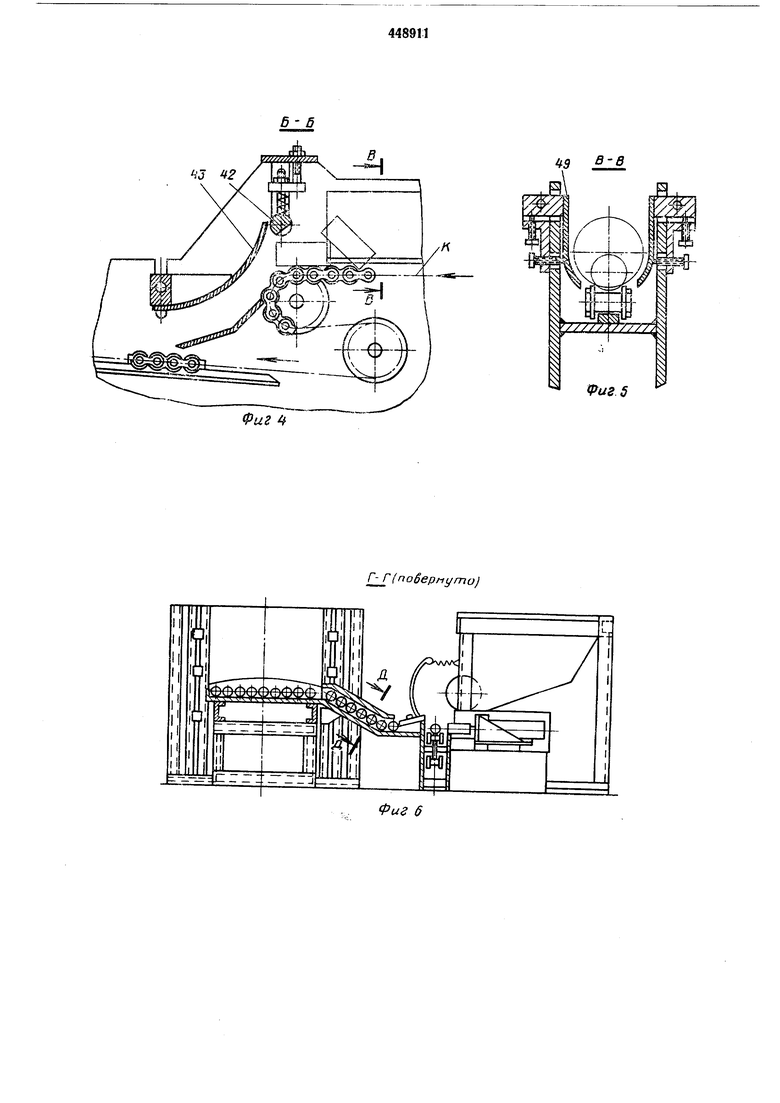
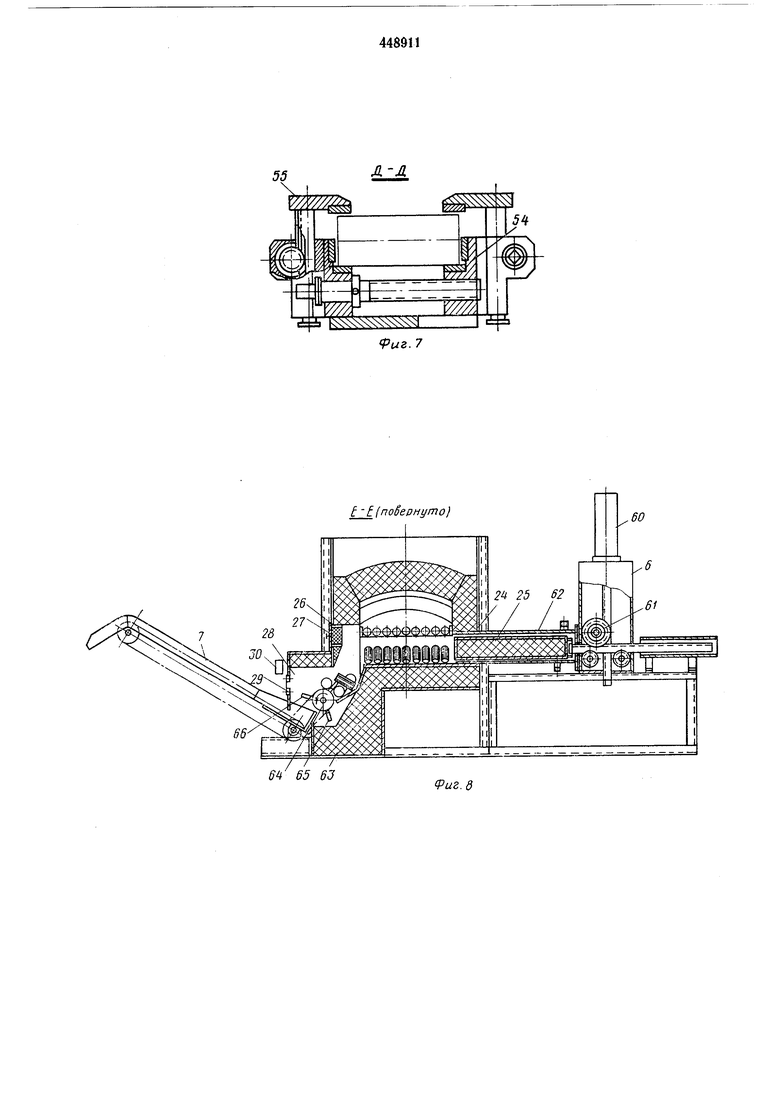
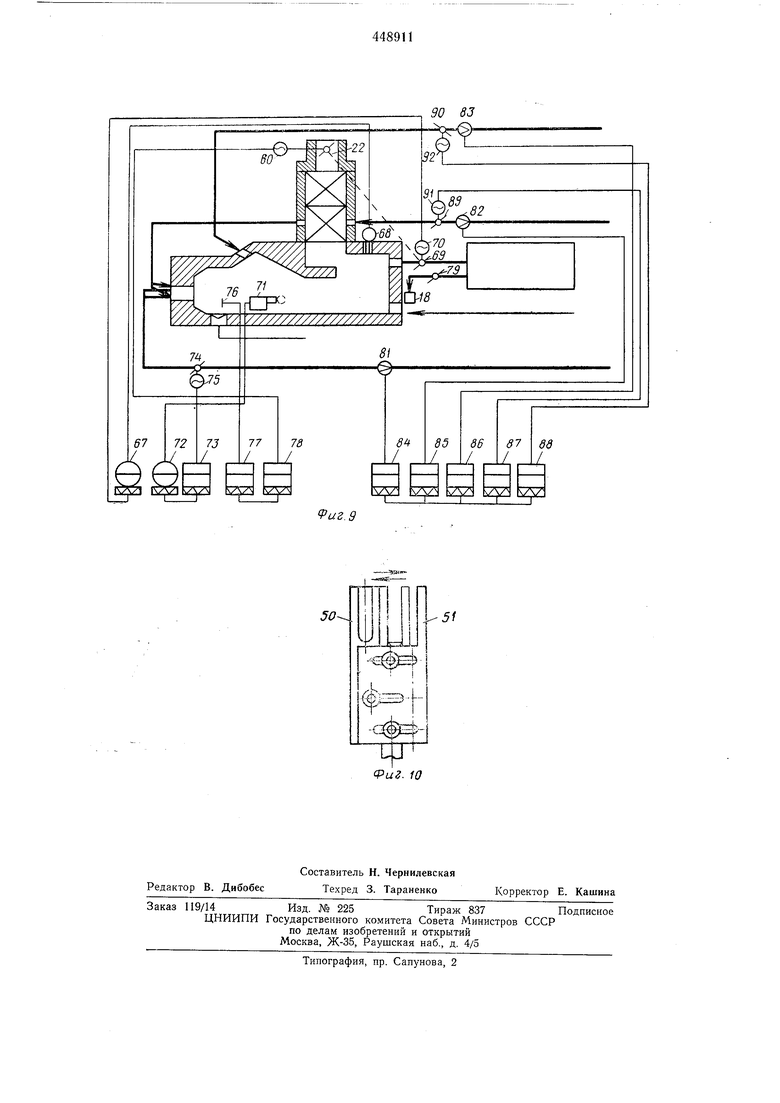
На фиг. 1 показан описываемый агрегат, план; на фиг. 2 -печь нагрева; на фиг. 3 - бункер для заготовок (разрез по А-А на фиг. 1); на фиг. 4 - разрез по Б-Б на фиг. 1; на фиг. 5 - разрез поВ-В на фиг. 4; на фиг. 6 - разрез по Г-Г на фиг. 1; на фиг. 7- разрез по Д-Д на фиг. 6; на фиг. 8 - разрез по Е-Е на фиг. 1; на фиг. 9 - схема автоматического регулирования теплового режима печи; на фиг. 10 - узел I на фиг. 1.
Агрегат для малоокислительного нагрева включает печь 1 малоокислительного нагрева открытым пламенем, бункер 2 для заготовок, транспортер 3 для ориентации и подачи заготовок, боковой толкатель 4 с наклонным лотком, стол 5 загрузки с толкателем, механизм 6 для поштучной выгрузки нагретых заготовок, транспортер 7 для подачи нагретых заготовок к штамповочному оборудованию, система теплоавтоматики с тепловыми щитами 8 и гидростанция 9. Печь 1 (фиг. 2), полуметодическая трехзонная с двухстадийным сжиганием газа, имеет футерованную камеру 10, обогреваемую двухпроводными горелками И (на газовом топливе) и условно разбитую на три зоны по направлению движения дымовых газов: томильную 12, сварочную 13 и методическую 14. Свод io сварочной зоны выполнен наклонным, и ьерхиеп части свода установлены сопла 16 для пздачп в рабочее пространство печи вторичного воздуха. В передней части имеется окно 17 для загрузки заготовок, перекрываемое заслонкой 18. В конце методической зоны имеется дымоотводящий канал 19 с соплами 20 для подачи третичного воздуха, над печью установлен конвективный рекуператор 21. Дымоход над рекуператором 21 перекрыт поворотной заслонкой 22. Под печи 23 в начале томильной зоны 12 выполнен фигурным У-образной формы, в месте фигурного участка со стороны механизма выгрузки в ооковои стенке печи имеется окно 24 (фиг. 8) для прохода выталкивателя 25, в противоположной стенке - смотровое окно 26, перекрытое заслонкой 27 и окно 28 выгрузки, перекрытое заслонкой-хлопушкой 29. Окно 26 перекрыто воздушной завесой, подаваемой из короба 30. Воздушная завеса, перекрывающая окно 17 загрузки, подается через заслонку 18. Бункер 2 (фиг. 3) для создания задела заготовок содержит корпус 31 и основание 32. В передней стенке 33 корпуса вмонтирован вращающийся барабан 34 с ячейками 35 для захвата заготовок, а в днище корпуса - ворошитель 36 с кулачковым механизмом 37 привода. Передняя стенка корпуса имеет подвижную секцию 38 для измерения ширины проема между барабаном и нижней кромкой стенки в зависимости,от размеров заготовок. Вращение барабана и колебательные движения ворошителя осуществляются от электродвигателя 39 через редуктор 40 и цепную передачу 41. Транспортер 3 (фиг. 4) предназначен для ориентации, накопления и подачи заготовок от бункера к боковому толкателю 4. Транспортер имеет вертикально-замкнутую несущую цепь, образующую два участка /С и Л. Участок К расположен выше участка Л. В пазах остова транспортера установлены регулируемые по высоте подпружиненные ограничитель 42 и шина 43. На транспортере установлены (фиг. 1) электродатчики 44 и 45 для контроля заготовок. Привод транспортера осуществляется от электродвигателя 46 через редуктор 47 и звездочку 48. Для изменения ширины желоба (фиг. 5) транспортер содержит регулируемые стенки 49. Боковой толкатель (фиг. 10) имеет ползун 50 с раздвижной головкой 51, отсекатель 52 и гидроцилиндр привода 53 (фиг. 1). Лоток-питатель (фиг. 7) с помощью подвижных стенок 54 и верхних планок 55 может настраиваться на различные размеры заготовок. Загрузочный стол 5 (фиг. 2) имеет водоохлаждаемую плиту 56, под которой в направляющих установлена тележка 57, несущая на себе траверсу 58 (фиг. 1) для толкания заготовок и приводимая в движение водоохлаждаемым гидроцилиндром Ь9. Механизм 6 для поштучной выгрузки нагретых заготовок фиг. и) имеет привод, состоящий из гидроцилиндра bU и реечной передачи 51, и водоохлаждаемый выталкиватель 25. С целью герметизации печи выталкиватель заключен в водоохлаждаемую камеру - кожух 62. Разделительный механизм роторного типа (фиг. и) для выравнивания темпа подачи нагретых заготовок к штамповочному оборудованию состоит из футерованного приемника 63, внутри которого смонтирован вращающийся водоохлаждаемый барабан 64 с лопатками 65. Привод барабана осуществляется от приводного редуктора транспортера с помощью цепной передачи 66. Система автоматического регулирования теплового режима печи включает в себя блок регулирования температуры дымовых газов перед рекуператором во избежание выхода последнего из строя, вследствие пережога, состоящий из автоматического регулятора 67, термопары 68 для измерения температуры дымовых газов и регулирующей заслонки 69 с исполнительным механизмом 70; блок регулирования температуры сварочной зоны печи, состоящей из радиационного пирометра 71, автоматического потенциометра 72, регулятора 73, заслонки 74, установленной на газопроводе, и исполнительного механизма 75, блок регулирования давления в печи, состоящий из отборника 76 импульса давления, первичного прибора 77, регулятора 78, заслонки 79, установленной на трубопроводе подачи воздуха к заслонке 18 и сблокированной с заслонкой 22 и исполнительного механизма 80; блок регулирования соотношения первичного и вторичного воздуха, состоящий из диафрагм 81, 82 и 83, измеряющих соответственно расходы газа, первичного и вторичного воздуха вместе с расходомерами 84, 85 и 86, регуляторов соотношения 87 и 88 первичного и вторичного воздуха и регулирующих заслонок 89 и 90 с исполнительными механизмами 91 и 92, установленными соответственно на трубопроводах первичного и вторичного воздуха. Вращающийся барабан 34 бункера карманами 35 захватывает заготовки и выдает их а транспортер 3. На участке К транспортеа заготовки предварительно разделяются и ориентируются. При переходе заготовок с участка К На участок Л с помощью подпружиенных ограничителя 42 и щины 43 и благодаря разности высоты несущей цепи они окончательно разделяются и ориентируются. На участке Л заготовки накапливаются. Максимальное количество заготовок контролируется электродатчиками 45, которые отключают привод барабана бункера. Минимальное количество заготовок на транспортере контролируется электродатчиком 44, включающим привод барабана бункера.
Одновременно с накоплением заготовок на транспортере боковой толкатель 4 подает их по лотку-питателю на стол загрузки 5. Количество подаваемых на стол заготовок контролируется (учитывается) счетчиком импульсов При достижении заданного количества заготовок на столе загпузки отключается толкатель 4 и вступает в работу толкатель стола 5 загрузки; траверсой 58 заготовки продвигаются в направлении пода печи на шаг. По возвращении толкателя стола загрузки в исходное положенир. боковой толкатель 4 включается и подает на стол очередной комплект заготовок.
По возвращении толкателя загрузочного стола в исходное положение включается механизм 6 выгрузки нагретых заготовок из печи, его выталкиватель 25 с У-образным сечением, перемещаясь поперек попа печи по У-образному желобу с заданной скоростью выдает заготовки в приемник 63. Из приемника заготовки поштучно захватываются лопатками 65 разделительного механизма и подаются на транспортер 7 подачи их к щтамповочному прессу.
По достижении выталкивателем 25 крайнего переднего положения он на ускоренном ходу возвращается в исходное положение. Затем толкатель загрузочного стола подает очередной ряд заготовок в печь. Механизмы загрузки и выгрузки работают автоматически
Тепловой режим печи основан на, принципе двухстадийного сжигания газа. В горелки подается газ и первичный воздух, подогретый в рекуператоре 21, в количестве, соответствующем заданному коэффициенту расхода воздуха.
Продукты неполного сгорания газа, передвигаясь навстречу движущимся заготовкам, выполняют две функции: нагревают металл и защищают его от окисления в зоне высоких температур.
Вторичный воздух, предназначенный для дожигания продуктов неполного сгорания, подается под наклонный свод 15 сварочной зоны 13, это дает возможность использовать дополнительное тепло излучения в конце сварочной 13 и томильной 12 зон.
В сварочной зоне создается двухслойная атмосфера, состоящая из продуктов неполного сгорания на поду печи и продуктов полного сгорания - под сводом. Оба потока смещиваются на границе сварочной 13 и методической 14 зон, где окончательно дожигаются продукты неполного сгорания.
Температура поверхности заготовок на входе -в сварочную зону такая, что окисление поверхности заготовок очень незначительное. Печь имеет два режима работы: рабочий и холостой. На режиме холостого хода в печь не подается вторичный воздух, продукты неполного сгорания заполняют весь объем печи и предохраняют от окисления находящиеся там заготовки. Продукты неполного сгорания
дожигаются перед рекуператором третичным воздухом.
Температура в сварочной зоне печи регулируется автоматически регулятором 73 путем изменения количества газа, полявае -шго в гопелки 11 с п мпщью пегулипуютп.ей заслон-и 74 на газопроводе печи в зависимости от температуры измеренной ралирци нным пирометром 71, установленным в боковпп стрнке печи, в комплексе с потенциометром 72. Привод заслонки осуществляется исполнительным механизмом 75.
Температура дымовых газов, постлпаютпих в рекуператор, с целью ггррлпхраиг ния последнего от пережогов регулируется автомя ически путем подачи в дымоотволяптий кянял 19 через сопла 20 третичного ВОЯЛУХЯ. ТРМПРПЯтура дымовых газов прррл ттзмеряется термопарой 68 количество полаваемого тпетр чно о впзлууя пег ли уетгя пегулятором 67, заслонкой 69. установленной на воздухоподволящей линии с исполнительным механизмом 70.
Положительное давление в рабочед пространстве печи с целью исключения подсосов
наружного воздуха, который может нарушить состав печной атмосферы, поддррживартся воздушными завесами, перекрывающими окно загрузки 17 и смотровое окно 26. и поворотной заслонкой 22. пррекрываюшрй дымовой кяиал
21. Отбор .лъса ЛРВ.ДРНИЯ производится
отборником 7В чррр т птп ;птную завесу регулируется ЗРПТОН ОЙ Р i nrtr nHHTe.nbHbT f мpxaниз oм 80 Уго.д заслонки 22, регу,лирующрй ВРЛИЧИТ-TV открытия
дымового канала 21, устанав.дивяртся от исполнительного механизма 80, кинематически связанного с заслонкой.
Количество газа, поступаютпего на горрние. измеряется диасЬрагмой 81, установленной на
газопроводе, и расходомером 84. регуляторы соотношения 87 и 88 с помощью заслонок 89 и 90 с исполнительными механизмами 91 и 92 устанавливают заданные расходы первичного и вторичного воздуха, измеряемые диафрагмами 82 и 83 в комплекте с расходомерами 85 и 86.
Предмет изобретения
1. Агрегат для малоокислительного нагрева заготовок перед штамповкой, содержащий полуметодическую печь и рекуператор, отличающийся тем, что, с целью повышения производительности агрегата, он снабжен последовательно установленными перед загрузочным окном цечи и кинематически связанными между собой накопителем заготовок в виде бункера с размещенными внутри него ворошителем и вращающимся барабаном с ячейками для заготовок, транспортером с направляющим желобом и со смонтированными на нем электродатчиками контроля наличия заготовок, подавателем заготовок с транспортера и столом с водоохлаждаемой плитой и юлкателем, перемещающим заготовки через загрузочное окно в зону печи, а также устройством поштучной выдачи заготовок из печи, связанным посредством транспортера с обрабатывающей машиной.
2. Агрегат по п. 1, отличающийся тем, что полуметодическая печь снабжена смонтированными на пульте управления агрегатом и сблокированными между собой системой автоматического регулирования температуры в ее рабочих зонах, системой регулирования соотношения первичного газа и вторичного воздуха, системой регулирования температуры дымовых газов на входе в рекуператор и системой регулирования давления в рабочем пространстве печи.
3.Агрегат по п. 1, отличающийся тем, что устройство поштучной выдачи заготовок из печи снабжено механизмом регулирования производительности, выполненным в виде
соединенного с печью футерованного приемника со смонтированным внутри него водоохлаждаемым приводным барабаном с закрепленными на нем лопатками.
4.Агрегат по п. 1, отличающийся тем, что стенки направляющего желоба транспортера установлены с возможностью перемещения в радиальном направлении относительно продольной оси транспортера, а толкатель снабжен механизмом регулирования его хода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь с шагающим подом | 1989 |
|
SU1735689A1 |
| Способ регулирования температуры в печи | 1983 |
|
SU1200109A1 |
| ПЕЧЬ С ТАРЕЛЬЧАТЫМ ПОДОМ | 1970 |
|
SU268468A1 |
| Устройство для загрузки-выгрузки нагревательных печей | 1981 |
|
SU1008602A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Газовая печь малоокислительного нагрева | 1980 |
|
SU872918A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Печь для нагрева цилиндрических заготовок | 1983 |
|
SU1091004A1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| Нагревательная печь | 1987 |
|
SU1520120A1 |
/4 -/1 {поВернуто
AJ
Фиг ц
в-в
Риг 5 / / / 64 65 63
л-л
Риг. 7 t Е (поёернуто)
5090
5,
i-UJJ -«gt
Ж
fPuZ. 10 вЗ
