Известны агрегаты для производства трикотажных язычковых игл из заготовок и сборки их .с язычками язычковой ленты, снабженные бункером для заготовок игл с шибером для поштучной их подачи, механизмами транспортировки заготовок игл, а также их обработки и сборки с язычками и приводом с кулачковым распределительным валом с применением двух параллельно размеш;енных винтовых транспортеров с прямоугольной резьбой для перемещения игл.
Описываемый агрегат имеет то отличие, что, с целью снижения трудоемкости и повышения качества путем совокупного выполнения всех технологических операций, значительно разняш,ихся одна от другой по трудоемкости, например операции фрезерования канавки, он снабжен четырьмя размещенными параллельно винтовым транспортерам фрезерными головками, подвижными в вертикальном направлении и осуществляющими одновременное фрезерование четырех игл. Для возврата обработанных игл на переместившиеся за время этой обработки ранее освобожденные от игл витки транспортеров параллельно им установлен штанговый транспортер с подпружиненными гнездами для игл, перемещаемый приводом возвратно-поступательно вдоль винто-вых транспортеров и в вертикальном направлении.
С целью перемещения игл с витков транспортеров к обрабатывающим механизмам и обратно во время выстоя этих винтов, агрегат снабжен несколькими каретками, перемещаемыми перпендикулярно к винтовым транспортерам. Каждая каретка несет несколько зажимов с подпружиненными губками для захвата пяточки иглы, запираемыми при перемещении каретки ,к обрабатывающим механизмам посредством скрепленных с этими губками стержней с ограничивающими упорами.
№ 125793- 2 -
Для осуществления термической обработки игл агрегат снабжен двумя муфельными нечами с электрообогревом, одна из которых предназначена для отжига концов игл, а другая-удля их закалки. Печь для закалки установл ена поворотно и кинематически связана с шестеренчато-кулачковым приводом для ее опрокидывания при разгрузке от игл и снабжена подвижным столом со сбрасывателем для загрузки ее иглами.
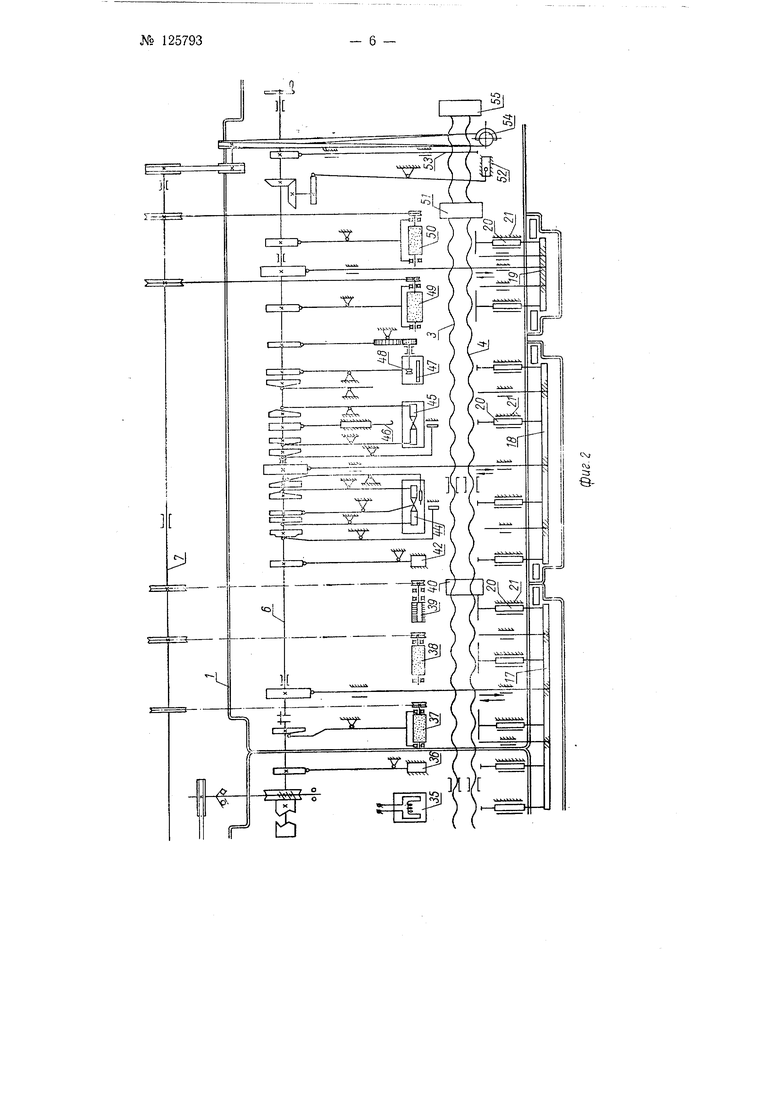
На фиг. 1, 2 и 3 изображены в плане части кинематической схемы описываемого агрегата; на фиг. 4-поперечный разрез каретки для перемеш;ения игл; на фиг. 5 и 6-разрезы иглы и язычка, поясняющие процесс предварительного и окончательного закрепления язычка в пазу иглы путем образования осп для язычка керпенпем.
Агрегат состоит из установленных на общей станиие 1 (фиг. 1, 2 и 3) механизма транспортирования заготовок 2 игл (фиг. 1 и 4), снабженного прерывисто вращаемыми с помощью привода двумя параллельно размещенными винтовыми транспортерами 5 и 4 (фиг. 1; 2, 3 и 4) с прямоугольной резьбой, между витками которой помещаются заготовки игл, и размещенных вдоль этих винтовых транг:портерОБ в последовательности выполнения технологических операций: бункера для подачи заготовок и механизмов обработки заготовок иглы и сборки их с язычком, связанных общим приводом. Привод агрегата снабжен электродвигателем 5 (фиг. 1), прерывисто вращающим оба винтовых траиспортера, и распределительным валом 6 (фиг. 1 и 2) с закреплепными на нем кулачками, а также трансмиссионным валом 7, приводящими в действие механизмы агрегата.
Электродвигатель 8 (фиг. 3) сообщает закалочной печи для закалки собранных с язычками игл.
Бункер снабжен столом 9 (фиг. 1) для укладывания иа него вплотную заготовок игл, обращенных пятками кверху и прижимаемых в направлении стрелки А к упору 10 под действием прижима 11, перемещаемого тросом 12, оттягиваемым грузом 13.
Рядом с упором 10 находится перемещаемый в вертикальной плоскости шибер 14, проталкивающий поштучно через окно стола (на чертеже не изображено) крайние заготовки между витками транспортера.
Последовательно вдоль винтовых транспортеров расположены пять кареток 15, 16, 17, 18 и 19 (фиг. 1 и 2), перемещаемых возвратно-поступательно перпендикулярно винтовым транспортерам и осуществляющих во время выстоя транспортеров поступление с его витков обрабатываемых игл к обрабатывающим механизмам и обратно на винтовые транспортеры.
Каждая каретка несет несколько подпружиненных зажимов 20, свободно перемещаемых в пазах неподвижной направляющей 21 под действием толкающих винтов 22 (фиг. 4), а каждый зажим-неподвижно закрепленную на нем губку 23 и вторую подвижную губку 24. Они захватывают пяточки 25 заготовки иглы при ее перемещении к обрабатывающему механизму, удерживающие ее при обработке и освобождающие ее после установки обратно между витками транспортеров, и ограничивающий упор 26. С подвижной губкой скреплен подпружиненный стержень 27, снабженный ограничивающим упором в виде гаек 28.
Механизм обработки заготовки иглы, сборки ее с заготовкой язычка, отделения его от соединенных в ленту язычковых заготовок и последующей обработки собранной иглы включают в себя последовательно размещенные вдоль винтовых транспортеров роликовый механизм 29
(фиг. i), редуциру1 з1ций конец иглы, рычажный лресс 30 для осадки конца иглы, тресс 31 для плющения иглы, рычажные ножницы 32 для обрубки конца иглы, вращающуюся резцовую голоЕку S3 для затачивания конца иглы, блок 34 фрезерования канавки для язычка, муфельную печь 35 (фиг. 2) для отжига конца иглы, рычажный пресс 36 со штампом для пробивки окна у желобка иглы, вращающийся шлифовальный круг 57 для зачистки края пробитого окна, вращающийся шлифовальный круг 5S для зачистки грудки у края канавки иглы и вращающийся шпиндель с круглым ерщом 39 для снятия заусенцев у канавки.
Далее последовательно размещены: ванна 40 для промывки игл в моющем растворе, подаваемом насосом 41, и последующей сущки обдувкой горячим :воздухом, рычажный пресс 42 для подпрессовки стенок канавки в игле, расщиривщихся )фи ее фрезеровании, механизм сборки заготовки язычка 43 (фиг. 5 и 6) с иглой путем кернения нглы двумя конусными кернами 44 (фиг. 2 и 5), механизм формования полуоси для язычка путем кернения иглы двумя цилиндрическими кернами 45 (фиг. 2 и 6), снабженный приводными ножницами 46 (фиг. 2) для отрезания язычка от язычковой ленты. Затем следуют: механизм загибания крючка иглы посредством оправки 47 и загибающего ролика 48 шлифовальный круг 49 для шлифования язычка сверху и И1лифовальный круг 50 для шлифования язычка снизу, вторая промывочная ванна 51, механизм фрезерования утонения у пружинной ножки иглы, снабженный подвижными столом 52, толкателем 53 иглы и фрезой 54, и третья прсмывочная ванна 55 для готовых игл.
В конце винтовых транспортеров установлены приемный стол 56 (фиг. 3) для игл, опрокидывающаяся закалочная печь 57 и ее привод.
Операция фрезерования канавки у заготовки иглы является наиболее трудоемкой по сравнению с другими операциями обработки и сборки иглы.
Для согласования по времени операции фрезерования с други.ми блок 34 фрезерования снабжен, например, четырьмя размещенными параллельпо винтовым транспортерам фрезерными головками для одновременного фрезерования четырех заготовок. Каждая фрезерная головка снабжена подвижной в вертикальном направлении фрезой 58 и подвижным прижимом 59.
Для обеспечения возврата обработанных игл на витки транспортеров параллельно последним установлен штанговый транспортер 60 с подпружиненными гнездами 61 для игл, перемещаемый приводным пазоЕЫМ кулачком 62 возвратно-поступательно на четыре шага вдоль виптов транспортера и в вертикальном направлении-кулачками 63.
Муфельная закалочная печь 57 спабжена приводом с электродвигателем 8, осуществляющим посредством червячного редуктора 64, бесступенчатого конического фрикционного вариатора 65 скоростей, второго червячного редуктора 66, щестеренчатой передачи с пазовым кулачком 67 и рейки 68 поворот шестерни 69 совместно с муфельной печью при выгрузке из нее нагретых игл в закалочную ванну (на чертеже не изображена).
Для загрузки этой печи иглами агрегат снабжен подвижным загрузочным столом 70- С приемного стола 56 иглы поступают на стол 70, снабженный подвижным сбрасывателем 71 для сбрасывания с загрузочного стола игл в закалочную печь.
Загрузочный стол и сбрасыватель приводятся посредством винтовой шестеренчатой передачи в возвратно-поступательное движение третьим реверсивным электродвигателем 72, переключаемым конечными выключателями 73 и 74.
- 3 -№ 125793
№ 125793 4 -
Включение и выключение привода для онрокидывания закалочной печи осуществляется конечным выключателем 75, взаимодействующим с горкой naisoBoro кулачка 67.
Действие агрегата осуществляется следующим образом.
Из бункера заготовки игл ноштучно укладываются между витками транснортера, откуда они захватами кареток передаются к обрабатывающим и сборочным механизмам. Собранные с язычками иглы с гранпортных винтов поступают на приемный стол, а с него-на загрузочный стол, откуда они толкателем сбрасываются в закалочную печь, автоматически сбрасывающую нагретые иглы в закалочную ванну, чем и заканчивается процесс обработки.
Предмет изобретения
1.Агрегат для производства трикотажных язычковых игл из заготовок и сборки ИХ с язычками язычковой ленты, снабженный бункером для заготовок игл с щибером для нощтучной их подачи, механизмами транспортировки заготовок игл, их обработки и сборки с язычками и приводом с кулачковым распределительным валом -с применением двух приводных параллельно размещенных винтовых транспортеров с прямоугольной резьбой для перемещения игл, о т л и ч а ю щи и с я тем, что, с целью снижения трудоемкости и повыщения качества путем совокупного выполнения всех технологических операций, значительно отличающихся одна от другой по трудоемкости, например операции фрезеро вания канавки он снабжен четырьмя размещенными параллельно винтовым транспортерам фрезерными головками, подвижными в вертикальном направлении и осуществляющими одновременное фрезерование четырех игл, а для возврата обработанных игл на нереместивщиеся ранее освобожденные от игл витки транспортеров параллельно им установлен щтанговый транспортер с подпружиненными гнездами для игл, перемещаемый приводом возвратно-поступательно вдоль винторых транспортеров и в вертикальном направлении.
2.Форма выполнения агрегата по п. 1, отличающаяся тем, что, с целью перемещения игл с витков транспортеров к обрабатывающим механизмам и обратно во время выстоя этих винтов, он снабжен несколькими каретками, перемещаемыми перпендикулярно к винтовым транспортерам, несущими каждая несколько зажимов с подпружиненными губками для захвата пяточки иглы, запираемыми при перемещении каретки к обрабатывающим механизмам посредством стержней с ограничивающими упорами, скрепленных с этими губками.
3.Форма выполнения агрегата но пп. 1 и 2,- отличающаяся тем, что, с целью осуществления термической обработки игл, он снабжен двумя муфельными печами с электрообогревом, одна из которых предназначена для отжига концов игл, а другая-для их закалки, причем печь для закалки установлена поворотно и кинематически связана с щестеренчато-кулачковым приводом для ее опрокидывания при разгрузке от игл и снабжена подвижным столом со сбрасывателем для загрузки ее иглами.
I
to
CSJ OJ
:з
Q



| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ПОДАЧИ ТРИКОТАЖНЫХ ЯЗЫЧКОВЫХ ИГЛ | 1967 |
|
SU204308A1 |
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1968 |
|
SU207950A1 |
| Закалочно-отпускной агрегат | 1990 |
|
SU1793180A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |
| Автомат для сборки игл с язычками | 1937 |
|
SU53290A1 |
| Машина для образования бахромы на текстильных изделиях | 1961 |
|
SU144570A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |



л 6 гог г , г , fv V///l///////////////// 20 г
фиг. 6
