1
Изобретение относитоя к области нанзсения покрытий в вакууме и мояет быть использовано для металлизации лентопротяжных материалов.
Известен испаритель для металлизации лентопротяжных материалов в вакууме, выполненный в вяде основы лэ огнеупорного материала с каналом постоянного свченйя для испаряемого материала. Однако он не позволяет получать равномерные покрытия по ширина ленты, если лента и испаритель имеют близкие по ширина размеры. Толщина покрытия по краям ленты меньше, чем в центральной части.
Цель изобретения - получение равномерного покрытия по всей ширине ленты. Это достигается тем, что ширина и глубина канала выполнены переменными по его длине, причем ширина канала в центре испарителя составляет 0,4 4 0,9 его ширины по краям.
2
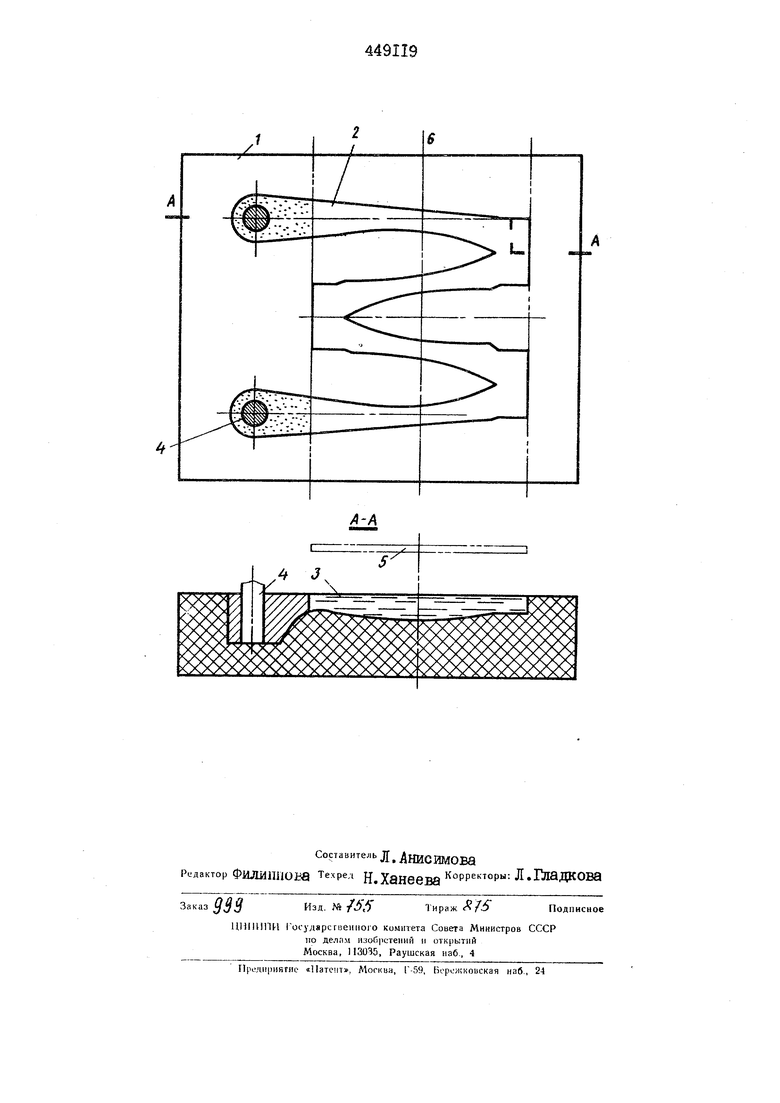
На чертеже представлен прадложаннай испаритель.
Испаритель выполнен в виде основы I из огнаупооного материала 5 с каналом 2 постоянного поперечного сечения для испаряемого материала 3, Ширина и глубина канала 2 выподнаны паременными. Ширина канала 2 в центров испарителя составляет 0,4 f 0,9 его mispHHbi по краям. Испариталь снабжен токоподводамя 4.
Испаритель работает следующим образом.
Металлизируемая лента 5 дви5 жвтся вдоль центральной оси 6 испарителя. Ширина ланты 5 равна (или близка) по жрине зоне испарения. Испаряемый штериал нагревается за счет пропускания через него 0 постоянного или переменного тока. Ток к испаряемому материалу подводится с помощью охлаждаемых токоподводов 4, вваренных в твердую часть материала 3 и вынесенных за 5 пределы зоны испарения. В канале 2 поддаркивается постоянный уровень испаряемого матариала« Скорость испарения регулируется за счет изменения температуры процесса путем изменения подводимой к испарителю мощ1-юсти, Вследствие постоянства поперечного сечения расплавленного материала электросопротивление его, а следовательно, температура и скорость испарааия с единицы поверхности будут величинами постоянными. Зная закон распределонжя частиц при испарении для различной ширины металлизируемой ленты и удаления ее от испарителя, можно наи ти такие соотношения ширины канала в центре и у краев испарителя и такой переход по ширине от центра к краям, которые позволят получить одинаковую плотность испарившихся частиц у поверхности ленты по всей ее Ширине, Это обеспечивает равномерную металлизацию ленты. ПРЕЩМБТ ИЗОБРйТШШ 1,Испаритель для металлизации лентопротяжных материалов в вакууме, выполненный в виде основы из огнеупорного материала с каналом постоянного поперечного сечения для испаряемого материала, отличающийся тем, что с целью получения равномерного покрытия по ширине ленты, ширина и глубина канала выполнены переменными по его дляне. 2,Испаритель по п. I, о тличающийся тем, что ширина канала в центре испарителя составляет 0,4 } 0,9 его ширины по краям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ ИСПАРЯЕМОГО МАТЕРИАЛА К ИСПАРИТЕЛЮ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2034095C1 |
| ИСПАРИТЕЛЬНОЕ УСТРОЙСТВО И КАРТРИДЖ ДЛЯ НЕГО | 2020 |
|
RU2812957C2 |
| КАРТРИДЖ ДЛЯ ИСПАРИТЕЛЬНОГО УСТРОЙСТВА | 2019 |
|
RU2816648C2 |
| Шихта для изготовления огнеупорногоКЕРАМичЕСКОгО МАТЕРиАлА | 1979 |
|
SU823357A1 |
| УСТРОЙСТВО ДЛЯ МИКРОСТРУЙНОГО ВЫРАВНИВАНИЯ ДАВЛЕНИЯ ДЛЯ КАРТРИДЖА ИСПАРИТЕЛЯ | 2020 |
|
RU2834289C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1987 |
|
SU1478660A3 |
| ИСПАРИТЕЛЬ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 2017 |
|
RU2677354C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 2019 |
|
RU2794234C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 2009 |
|
RU2404285C1 |