Изобретение относится к области вакуумной металлизации, в частности к нанесению алюминиевых покрытий путем термического испарения в вакууме.
Наиболее распространенным способом длительного испарения алюминия в вакууме является непрерывная подача испаряемого материала в виде проволоки на раскаленную поверхность испарительного элемента.
Однако при подаче проволоки на достаточно длинный вольфрамовый жгут (что необходимо при металлизации больших поверхностей) наплавление алюминия происходит на небольшой участок испарительного элемента, что затрудняет равномерное растекание алюминия по всей длине жгута. При неравномерном растекании алюминия на испарительном элементе образуются участки повышенной температуры, что резко снижает срок службы вольфрамового жгута. Перемещение проволоки по поверхности испарительного элемента в случае вольфрамового жгута непригодно из-за неконтролируемой деформации при нагреве. Поэтому целесообразно подавать на вольфрамовый жгут не проволоку, а ленту, ширина которой определяется длиной испарительного элемента (одновременная подача большого числа проволок вместо ленты нецелесообразна из-за сложности осуществления).
Рабочая температура испарительного элемента обычно порядка 1400-1700оС, поэтому при стационарном положении устройства подачи испаряемого материала относительно испарительного элемента происходит перегрев той его части, которая расположена над испарительным элементом. Для устранения перегрева требуется принудительное охлаждение, что усложняет внутрикамерную оснастку.
Известен способ подачи испаряемого материала на испарительный элемент в виде вольфрамовой спирали, в котором по оси раскаленной спирали продвигается испаряемая проволока алюминия. Ее свободный конец, попадая в зону нагрева, плавится. Металл падает на испарительный элемент в виде расплавленной капли и испаряется. Температура спирали в момент испарения понижается, поэтому подача алюминиевой проволоки осуществляется с паузами, длительность которых достаточна для разогрева испарителя до рабочей температуры.
Однако вследствие высокой температуры внутри спирали происходит деформация конца подаваемой алюминиевой проволоки, что приводит к быстрому выходу из строя системы непрерывной подачи алюминиевой проволоки. Кроме того, для попадания паров алюминия на защищаемую поверхность необходимо, чтобы витки вольфрамовой спирали были расположены на достаточно большом расстоянии друг от друга, что приводит к большим потерям испаряемого материала. Наконец, поскольку испарение алюминия происходит лишь на нижней внутренней поверхности вольфрамовой спирали, температура этой части спирали периодически меняется, что резко снижает срок службы испарителя.
Цель изобретения улучшение способа подачи испаряемого материала и увеличение срока службы испарительного элемента в виде вольфрамового жгута.
Для этого испаряемый материал выполнен в виде алюминиевой ленты, а перемещение осуществляют путем приближения конца алюминиевой ленты к испарителю не более чем на 5 с и удаления на 30-45 с.
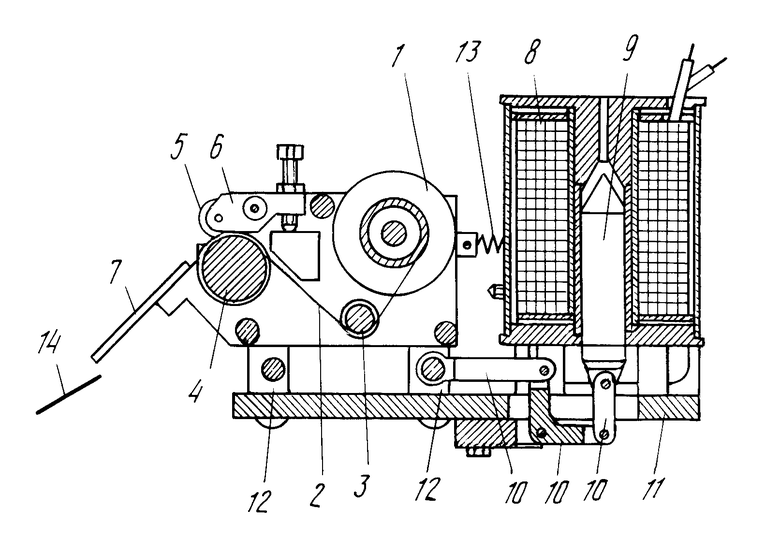
На чертеже представлен механизм подачи алюминиевой ленты, с помощью которого реализуется предлагаемый способ.
Предлагаемый способ подачи испаряемого материала на испаритель для нанесения покрытий реализован следующим образом.
Алюминиевая лента 2 с бобины 1 с помощью лентопротяжного механизма, состоящего из направляющего 3 и ведущего 4 валиков и двух прижимных роликов 5, прижим которых регулируется прижимным рычагом 6, подается между двумя направляющими пластинами 7 на испарительный элемент 14 (вольфрамовый жгут), нагреваемый пропусканием электрического тока. Описанный механизм подачи укреплен к платформе 11 с помощью четырех качающихся рычагов 12 и подается к испарительному элементу при помощи электромагнитной системы, состоящей из катушки 8 электромагнита, сердечника 9 и системы 10 рычагов. Сердечник 9 втягивается (вверх) при включении тока электромагнита, а система 10 рычагов продвигает ме- ханизм подачи к испарительному элементу 14. Одновременно включается привод валика 4 и производится подача алюминиевой ленты. Алюминий плавится над испарительным элементом не более 5 с, после чего выключается ток электромагнита и с помо- щью пружин 13 механизм подачи отодвигается на период от 30 до 45 с от испарительного элемента, с поверхности которого идет испарение наплавленного алюминия. Далее цикл повторяется. За то время, пока механизм подачи удален от испарительного элемента, происходит его естественное охлаж- дение, что предотвращает расплавление алю- миния в направляющих пластинах и вблизи них и ликвидирует угрозу выхода из строя лентопротяжного механизма. Указанный вы- ше режим обусловлен тем, что при наплавлении алюминия более 5 с происходит перегрев ленты и нежелательный разогрев ме- ханизма подачи. Время между двумя последовательными наплавлениями алюминия дол- жно составлять от 30 до 45 с (в зависимости от температуры вольфрамового жгута). Если указанное время составит менее 30 с, возникнет опасность перегрева механизма подачи, так как он не успеет самоохладиться. При времени более 45 с нарушится непрерывность присутствия алюминия на поверхности испарительного элемента.
Система подачи и удаления лентопротяжного механизма от испарительного элемента легко автоматизируется.
Использование предлагаемого способа подачи испаряемого материала на испаритель для нанесения покрытий позволяет без дополнительного охлаждения обеспечить длительное испарение алюминия в установках вакуумной металлизации с испарителями резистивного нагрева, испарительными элементами которых служат вольфрамовые жгуты. Это особенно важно для процесса вакуумного алюминирования рулонного материала в вакуумных установках полунепрерывного действия, так как повышение надежности работы испарителя увеличивает количество алюминия, испаряемого в одном цикле работы вакуумной установки, а значит, повышает ее производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий на порошки | 1973 |
|
SU462656A1 |
| Установка для металлизации порошков в вакууме | 1977 |
|
SU680812A1 |
| УСТРОЙСТВО ДЛЯ РЕЗИСТИВНОГО ИСПАРЕНИЯ МЕТАЛЛОВ И СПЛАВОВ В ВАКУУМЕ | 2011 |
|
RU2468121C1 |
| УСТАНОВКА ДЛЯ ОБЕЗЖИРИВАНИЯ МАСЛОСОДЕРЖАЩЕГО СЫРЬЯ | 1984 |
|
SU1271869A1 |
| ДВУХКАМЕРНЫЙ АБСОРБЦИОННЫЙ ХОЛОДИЛЬНИК | 1990 |
|
SU1825073A1 |
| Испаритель из вольфрама | 1982 |
|
SU1167239A1 |
| Испаритель для нанесения покрытий в вакууме | 1976 |
|
SU765399A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 2009 |
|
RU2404285C1 |
| Фаринограф | 1973 |
|
SU495607A1 |
| Абсорбционно-диффузионный холодильный агрегат | 1989 |
|
SU1728599A1 |
Изобретение относится к области вакуумной технологии нанесения покрытий и может быть использовано в технике нанесения алюминиевых покрытий путем термического испарения в вакууме. Способ подачи испаряемого материала, выполненного в виде алюминиевой ленты, включает перемещение ленты к испарителю, выполненному в виде вольфрамового жгута, путем приближения края ленты к жгуту не более чем на 5 с и удаления на 30-45 с. Предлагаемый способ увеличивает надежность и срок службы испарителя. 1 ил.
СПОСОБ ПОДАЧИ ИСПАРЯЕМОГО МАТЕРИАЛА К ИСПАРИТЕЛЮ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ, включающий перемещение испаряемого материала к испарителю, выполненному в виде вольфрамового жгута, отличающийся тем, что испаряемый материал выполняют в виде алюминиевой ленты, а перемещение осуществляют путем приближения конца алюминиевой ленты к испарителю на время не более 5 с и удаления на 30 45 с.
| Ройх И.А | |||
| и др | |||
| Нанесение защитных покрытий в вакууме | |||
| М.: Машиностроение, 1976, с.46-49. |
