Печи для производства машинного оконного стекла имеют основное разделение бассейна, называемое "варочная" и "рафинажная" части, разделение которых осуществляется устройством так называемого экрана. Фактически же процесс варки стекла проходит таким образом, что в пределах двух первых горелок происходит варка, в следующих трех - рафинаж (дегазификация) и в пространстве за экраном и в перешейке - студка стекла и придание ему температуры, необходимой для работы.
Так как все три процесса проходят в одном бассейне, разделенном лодками и экраном, то студка стекла проходит в ненормальных условиях, так как стекло одновременно и студится и подогревается из открытого варочного бассейна и фактически студка осуществляется применением методов искусственного охлаждения стекла.
В предлагаемой ванной печи бассейну придается вид, точно соответствующий технологическому процессу варки стекла, т.е. варка, рафинаж, студка, причем так называемый рафинажный бассейн исключается, а процесс студки проводится в специально сконструированном перешейке (при глубине 100-400 мм), изолированном от влияния высоких температур печи, причем стекло подается со дна печи. Бассейн без рафинажной части дает возможность: 1) работать на коротких печах, 2) быстро студить стекло в специальном протоке, 3) держать поток стекла одинаковой температуры, 4) подавать стекло с температурой, нужной для выработки.
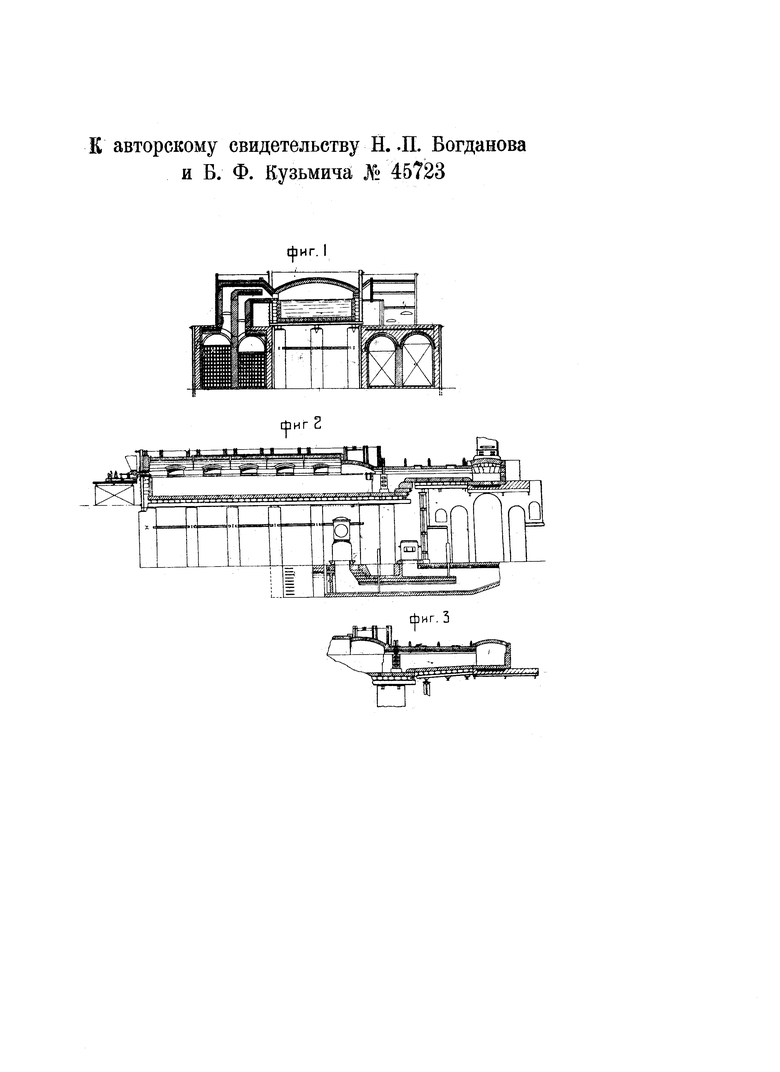
На чертеже фиг. 1 изображает поперечный вертикальный разрез предлагаемой печи; фиг. 2 - продольный вертикальный разрез печи; фиг. 3 - то же, вариант.
Быстрый способ охлаждения стекла является основной характерной особенностью печи и конструктивно осуществляется следующим образом. Варочно-рафинажный бассейн за пятой горелкой имеет на конце закругление, перекрытое сниженным сводом, пяты которого устанавливаются над уровнем верхнего обреза стенового бруса. Против свода перешейка, в сниженном своде бассейна, сделана разгрузочная арка. Снеженный свод является таким образом первым средством для понижения температуры стекла. Против перешейка устанавливается глубокая лодка с расчетом, что она должна опуститься в стекло на два бруса и даже ниже. Это технически возможно, так как длина лодки 2 м. Назначение лодки предохранить следующую за ней стену над перешейком от усиленного разъедания. Образование в промежутке между лодкой и верхней частью стены перешейка зарухших слоев стекла исключается из-за высоких температур стекла в этой части печи.
За лодкой устанавливается стена перешейка, по длине равная протоку, т.е. 2 м.
Конструкции этой стены и перешейка могут быть выполнены по-разному. Чтобы не удлинять из-за этой стенки печь, принимается конструкция стены, по толщине равная одному брусу, через который пропускаются трубы с циркулирующей по ним водой. Стена по высоте составляется из четырех рядов брусьев, каждый ряд состоит из пяти брусьев в форме мостовых камней. Брусья имеют выпуск наружу за стены протока и крепятся спаренными колоннами с двойными связями независимо от крепления стен. В брусьях сделаны отверстия для пропуска в них труб с циркулирующей по ним водой.
Самый перешеек внизу разбит на две части путем установки под центральной частью стены одного бруса, омываемого с двух сторон стеклом. Перешеек может быть сделан и ординарным.
Двойной перешеек делается в расчете на меньшее его разъедание, так как при двойной площади перешейка уменьшается скорость прохождения стекла через перешеек. Опасения, что через два перешейка могут пойти две струи стекла разной температуры, для данного случая не могут иметь места, так как в дальнейшем при подъеме стекла вверх и прохождении его по узкому мелкому и длинному протоку температура в массе стекла выравнивается.
Предлагаемая конструкция стены над перешейком взята по аналогии с ванной печи Грум-Гржимайло, оправдавшей себя в длительной работе.
Свод протока, перекрывающий стену, соединяется с печью. Над стеной устанавливается двойная система шамотных шиберов, при помощи которых пространство над протоком может быть отделено от печи.
За стеной устроен проток для стекла, причем на чертеже показаны два варианта. На фиг. 2 направление стекла от перешейка дано отвесным, а дальше проток делается очень мелким, всего 600 мм (возможно и желательно мельче - до 300 мм). При входе в канал стекло опускается до глубины канала, которая для данного случая показана 900 мм. При этом варианте теплоотдающая поверхность протока получается наибольшей.
Слой стекла тонкий и, следовательно, охлаждение стекла в протоке наилучшее.
Второй вариант, изображенный на фиг. 3, более простой в конструктивном отношении, чем первый, предусматривает подъем дна непосредственно от низа перешейка. При этом варианте теплоотдающая поверхность меньше, а толщина стекла больше, следовательно охлаждение стекла в протоке будет хуже.
Наилучшим было бы выполнение первого варианта при глубине протока в 300 мм в комбинации с заглубленным перешейком.
Проток сверху перекрывается сниженным сводом, имеющим два отверстия. Дно протока выкладывается из донного бруса толщиной 300 мм, а стены - из стенового бруса толщиной 200 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОПЛАВИЛЬНАЯ ВАННАЯ ПЕЧЬ | 1932 |
|
SU38269A1 |
| ПОДВЕСНАЯ КОНСТРУКЦИЯ ПЕРЕШЕЙКА ДЛЯ ВАННЫХ ПЕЧЕЙ | 1930 |
|
SU21358A1 |
| Способ приготовления стекла в шахтной печи и стеклоплавильная шахтная печь | 1938 |
|
SU54149A1 |
| Стекловаренная ванная печь | 1981 |
|
SU962218A1 |
| Стекловаренная ванная печь | 1981 |
|
SU962217A1 |
| Стекловаренная печь | 1987 |
|
SU1497164A1 |
| Ванная стекловаренная печь | 1980 |
|
SU910534A1 |
| Ванная стекловаренная печь | 1981 |
|
SU1016260A1 |
| Ванная стекловаренная печь | 1982 |
|
SU1106789A1 |
| СПОСОБ ЗАГРУЗКИ ШИХТЫ В СТЕКЛОВАРЕННЫЕ ПЕЧИ | 1935 |
|
SU46337A1 |
Ванная стеклоплавильная печь для машин Фурко, отличающаяся тем, что часть бассейна, где проводится студка стекла, заменена неглубоким (100-400 мм) переливом, сообщающим варочный бассейн с каналом Фурко, с целью проведения быстрого остуживания стекломассы.
