1
Изобретение относится к области станкостроения и может быть использовано, например, при работе на агрегатных станках.
Известно устройство для нарезания резьбы, содержащее инструментальную державку.
С целью обеспечения возможности нарезания резьбы разного шага и длины многоинструментальными насадками на агрегатных станках в предлагаемом устройстве шпиндель снабжен поводковым хвостовиком, взаимодействуюш;им с поводковой оправкой, соединенной с инструментальной державкой, которая выполнена с шейкой и опорным пояском, причем длина шейки державки больше длины копирной втулки.
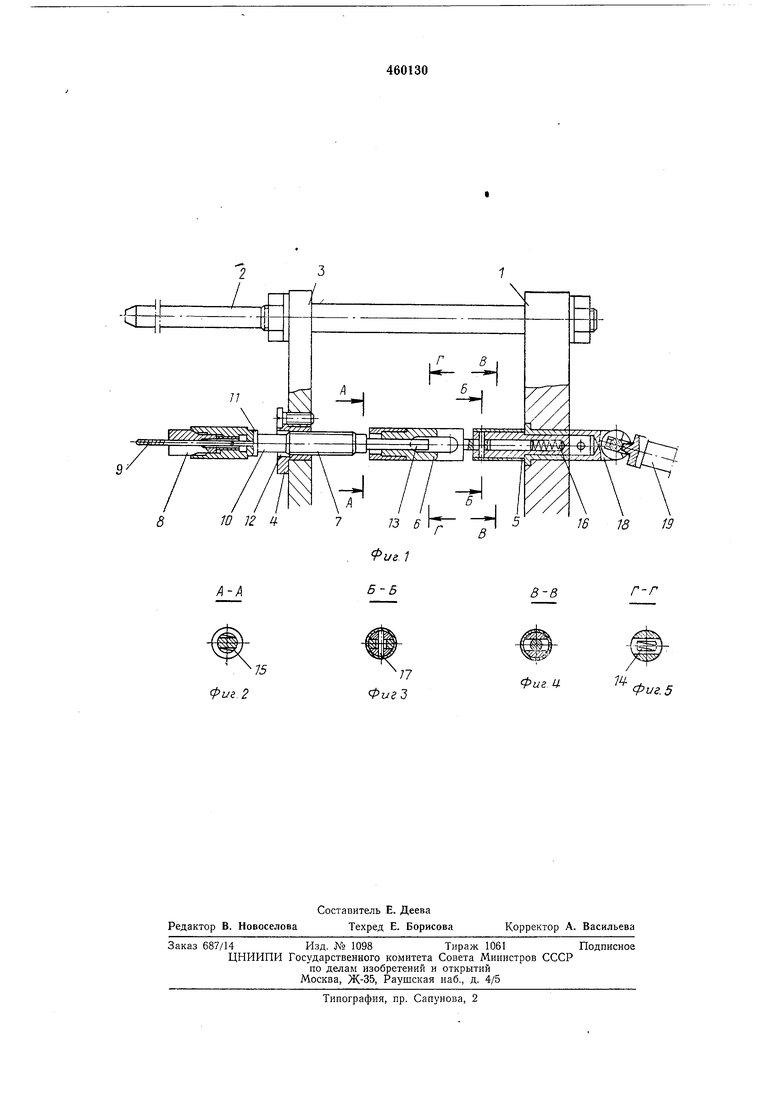
На фиг. 1 представлено предлагаемое устройство для нарезания резьбы, продольный разрез; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - сечение по В-В на фиг. 1; на фиг. 5 - сечение по Г-Г на фиг. 1.
Устройство к многоинструментальным насадкам, служащим для одновременного нарезания резьбы разного шага на разную глубину, устанавливают в подшипниках шпиндельной плиты 1, жестко связанной направляющими колонками 2 с кондукторной плитой 3, в которой закреплена съемная резьбовая копирпая втулка 4 по координатам резьбового отверстия обрабатываемой детали.
Устройство для нарезания резьбы состоит из поводкового хвостовика 5, установленного в подшипниках (на чертеже не указано) шпиндельной плиты 1. Поводковый хвостовик 5 взаимодействует с подпружиненной поводковой оправкой 6, которая соединяется с инструментальной державкой 7, несущей цангу 8 с метчиком 9. Копирная резьбовая пара - инструментальная державка 7 и копирная втулка 4 выполнены с шагом, равным шагу нарезаемой резьбы. Передний конец инструментальной державки 7 выполнен с шейкой 10, диаметр которой меньше внутреннего диаметра резьбы во
втулке 4, а длина шейки больше длины резьбовой части втулки 4, и с опорным пояском 11, диаметр которого равен диаметру гладкой расточки 12 в копирной втулке 4. Хвостовик 13 инструментальной державки 7 выполнен в
виде неполного квадрата с двумя скосами 14 по торцу хвостовика не по всей ширине лыски. Такие же скосы 15 выполнены в начале фигурного отверстия поводковой оправки 6, в которое вставлен хвостовик державки 7. Правый конец оправки 6 выполнен с двумя лысками и цилиндрическим направляющим хвостовиком.
Поводковый хвостовик 5 выполнен с центральным отверстием под хвостовик оправки 6
и пружину 16 и прорезью под лыски оправки.
Штифт 17, запрессованный в поводке, проходит через овальное отверстие в оправке 6 и дает возможность оправке отклоняться вправо, одновременно сжимая пруж1|ну 16. На правом конце поводкового хвостовика 5 жестко закреплена вилка 18, служащая для передачи крутящего момента на устройство от привода многоинструментальной насадки, например, через карданный валик 19.
Устройство работает следующим образом.
При включении резьбонарезного щпинделя крутящий момент передается от привода через карданный валик 19 и вилку 18 на поводковый хвостовик 5, а с него - на поводковую оправку 6, с которой крутящий момент передается на инструментальную державку 7 с метчиком 9. При вращении инструментальная державка 7 перемещается по резьбовой копирной втулке 4. Создается винтовое движение инструмента, необходимое для нарезания резьбы с шагом, равным шагу копирной пары, с принудительной подачей инструмента на обрабатываемую деталь.
В конце нарезания резьбы при крайнем переднем положении инструментальной державки 7 ее хвостовик 13 выходит из прямолинейного отверстия оправки 6. При этом оправка 6 скосами 15 прощелкивает по скосам 14 хвостовика державки, отходя вправо и сжимая пружину 16.
Благодаря этому крутящий момент от оправки 6 на инструментальную державку 7 не передается, и происходит останов инструмента 9 при вращающемся приводе.
При реверсировании привода под действием пружины 16 оправка 6 зацепляется своей прямоугольной кромкой отверстия за хвостовик державки 7 и, вращая державку, выводит инструмент из сцепления с деталью.
В крайнем заднем положении инструментальной державки.7 е резьбовая часть выходит из резьбовой копирной втулки 4, а опорный поясок 11 входит в расточку 12 втулки, при этом щейка 10 державки свободно проходит через резьбовое отверстие втулки, а хвостовик державки отжимает оправку 6 вправо, сжимая пружину 16.
Крутящий момент на инструментальную державку продолжает подаваться, но ее поступательное перемещение назад прекращается. При реверсировании привода вновь осуществляется сцепление копирной пары, и шпиндель готов к новому циклу работы.
Предмет изобретения
Устройство для нарезания резьбы по копиру, содержащее инструментальную державку,
отличающееся тем, что, с целью обеспечения возможности нарезания резьбы разного шага и длины многоинструментальными насадками на агрегатных станках, шпиндель снабжен поводковым хвостовиком, взаимодействующим с поводковой оправкой, соединенной с инструментальной державкой, которая выполнена с шейкой и опорным пояском, причем длина щейки державки больще длины копирной втулки: W 12 4
А-А Т
Фиг 1
Б-Б
г-г
в-в Ю 18 19
риг 2
П
Фиг М
фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| Резьбонарезной патрон | 1976 |
|
SU582925A1 |
| Устройство для нарезания внутренних резьб | 1976 |
|
SU651910A1 |
| ПАТРОН ДЛЯ МЕТЧИКОВ | 2005 |
|
RU2299789C2 |
| Устройство для нарезания резьбы метчиком | 1977 |
|
SU637210A1 |
| Оправка для нарезания резьбы метчиком | 1984 |
|
SU1238911A1 |
| Оправка для нарезания резьбы метчиком | 1986 |
|
SU1437167A2 |
| Патрон для нарезания мелких резьб | 1978 |
|
SU804264A2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |