(54) УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ
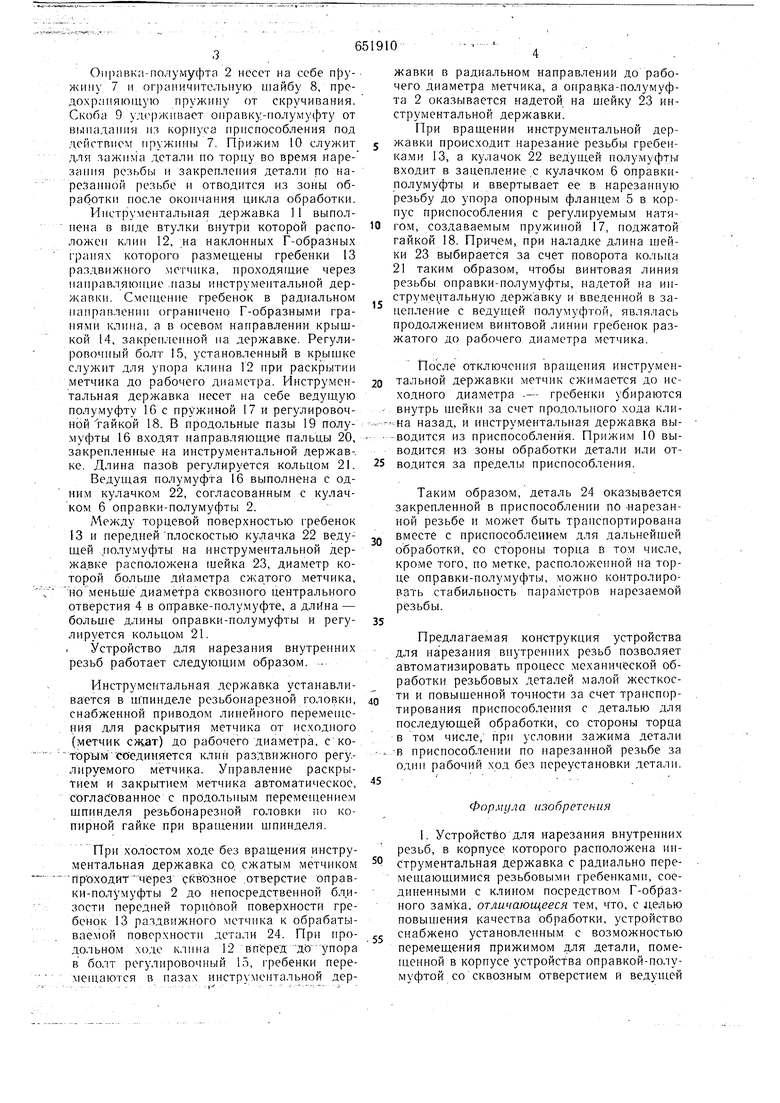
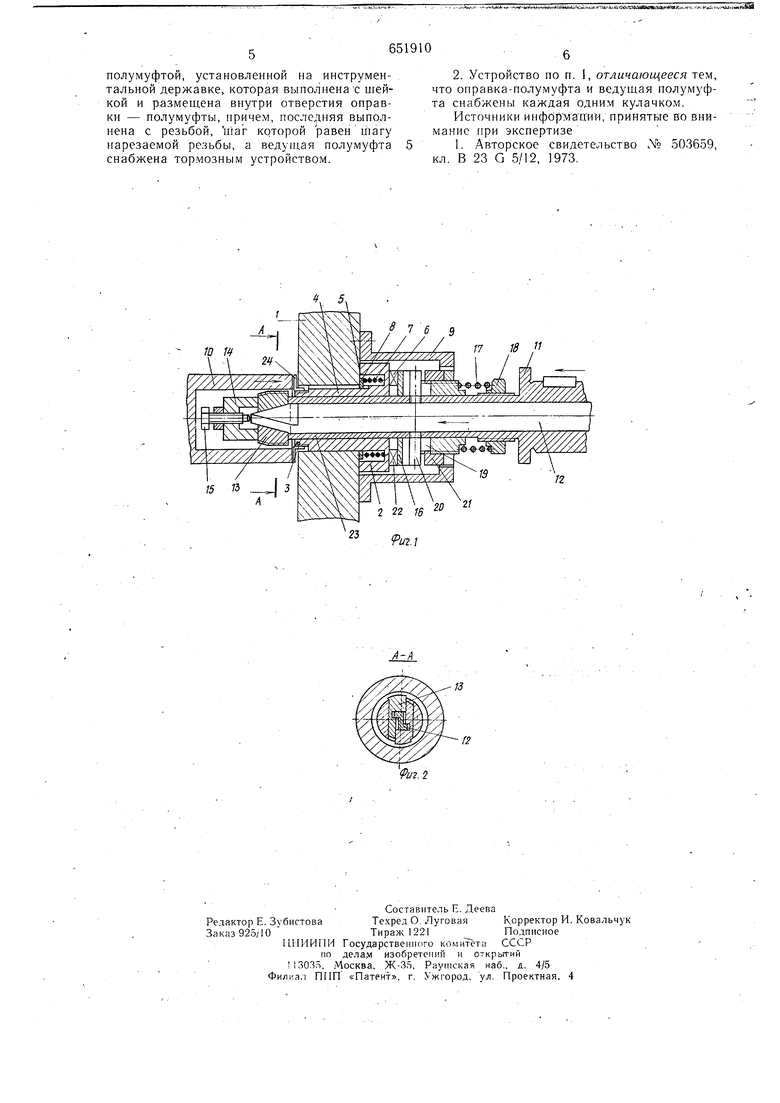
РЕЗЬБ Онравка-полумуфта 2 несет на себе пружину 7 и ог)аничительную. 8, предохраняющую пружину от скручивания. Скоба 9 удерживает онравку-нолумуфту от выпадания из кориуса приспособления под действием иружииы 7, Прижим 10 служит для зажнма детали по торцу во время парезання резьбы и закрепления детали по нарезанной резьбе и отводится из зоны обработки после окончания цикла обработки. Инструментальная державка 1 1 выполнена в виде втулки внутри которой расположен клин 12, на наклонных Г-образных 1ранях которого размещены гребенки 13 раздвижного метчика, проходящие через нанравляющие .пазы инструментальной державки. Смещенне гребенок в радиальном наираплении ограничено Г-образными гранями клина, а в осевом направлении крышкой 14, закрепленной на державке. Регулировочиый болт 15, установленный в крышке служит для уиора 12 ири раскрытии метчика до рабочего диаметра. Инструментальная державка несет на себе ведущую полумуфту 1G с пружиной 17 и регулировочнойгайкой 18. В продольные пазы 19 полумуфты 16 входят направляющие пальцы 20, закрепленные на инструментальной держав-, ке. Длина пазой регулируется кольцом 21. Ведуилая пoлyмyфta 16 выполнена с одним кулачком 22, согласованным с кулачком 6 оиравки-полумуфты 2. Между торцевой поверхностью гребенок 13 и переднейплоскостью кулачка 22 ведущей люлумуфты на инструментальной держа.вке расположена шейка 23, диаметр которой больше диаметра сжатого метчика, но меньше диаметра сквозного центрального отверстия 4 в оправке-полумуфте, а длина - больше длины оправки-полумуфты и регулируется кольцом 21. Устройство для нарезания внутренних резьб работает следующим образом. . Инструментальная державка устанавливается в шпинделе резьбонарезной головки, снабженной приводом линейного перемен1еиия для раскрытия метчика от исходного (метчик сж,ат) до рабочего диаметра, с ко тОрЫм1соединяется клин раздвижного регулируемого метчика. Управление раскрытием и закрытием метчика автоматическое, согласованное с продольным перемещением шпинделя резьбонарезной головки по копирной гайке при вращении шпинделя. При холостом ходе без вращения инструментальная державка со. сжатым метчиком проходйт через р(в03ное .отверстие оправки-полумуфты 2 до непосредственной близости передней торцовой поверхности гребенок 13 раздвижного метчика к обрабатываемой поверхности детали 24. При продольном ходе клина 12 вперед ДОупора в болт регулировочный 15, гребенки перемещаются в пазах инструментальной державки в радиальном направлении до рабочего диаметра метчика, а опрацка-полумуфта 2 оказывается надетой на шейку 23 инструментальной державки. При вращении инструментальной державки происходит нарезание резьбы гребенками 13, а кулачок 22 ведущей полумуфты входит в зацепление с кулачком 6 оправкиполумуфты и ввертывает ее в нарезанную резьбу до упора опорным фланцем 5 в корпус приспособления с регулируемым натягом, создаваемым пружиной 17, поджатой гайкой 18. Причем, при наладке длина шейки 23 выбирается за счет поворота кольца 21 таким образом, чтобы винтовая линия резьбы оправки-полумуфты, надетой на инструментальную державку и введенной в зацепление с ведущей полумуфтой, являлась продолжением винтовой линии гребеиок разжатого до рабочего диаметра метчика. После отключения вращения инструментальной державки метчик сжимается до исходного диаметра .- гребенки убираются внутрь шейки за счет продольного хода клина назад, и инструментальная державка выводится из приспособления. Прижим 10 выводится из зоны обработки детали или отводится за пределы приспособления. Таким образом, деталь 24 оказывается закрепленной в приспособлении по -нарезанной резьбе и может быть транспортирована вместе с приспособлением для дальнейшей обработки, со стороны торца в том числе, кроме того, по метке, расположенной на торце оправки-иолумуфты, можио контролировать стабильность параметров нарезаемой резьбы. Предлагаемая конструкция устройства для иарезания внутренних резьб позволяет автоматизировать процесс механической обработки резьбовых деталей малой жесткости и повышенной точности за счет транспортирования приспособления с деталью для последующей обработки, со стороны торца в том числе, при условии зажима детали в приспособлении по нарезанной резьбе за один рабочий ход без переустановки детали. Формула изобретения 1. Устройство для нарезания внутренних резьб, в корпусе которого расположена ииструментальная державка с радиально перемешающимися резьбовыми гребенкамн, соединенными с клином посредством Г-образного замка, отличающееся тем, что, с дел.ью повышения качества обработки, устройство снабжено установленным с возможностью перемещения прижимом для детали, помещенной в корпусе устройства оправкой-полумуфтой со сквозным отверстием и ведущей
полумуфтой, установленной на инструментальной державке, которая выполненас шейкой и размещена внутрн отверстия оправки - полумуфты, нричем, последняя выполнена с резьбой, шаг которой равен шагу нарезаемой резьбы, а ведушая полумуфта снабжена тормозным устройством.
651910
2. Устройство по п. 1, отличающееся тем, что оправка-полумуфта и ведушая полумуфта снабжены каждая одним кулачком.
Источники инфбрмааии, принятые во внимание при экспертизе
1. Авторское свидетельство N° 503659 кл. В 23 G 5/12, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат | 1990 |
|
SU1722721A1 |
| Устройство для нарезания резьбы | 1972 |
|
SU460130A1 |
| Метчик | 1980 |
|
SU942915A1 |
| Способ нарезания резьбы и винторезная головка для его осуществления | 1982 |
|
SU1057212A1 |
| Патрон для нарезания конической резьбы | 1959 |
|
SU129465A1 |
| Самоустанавливающийся патрон | 1978 |
|
SU848165A1 |
| Резьбонарезная головка | 1988 |
|
SU1690979A1 |
| Резьбонарезной патрон | 1989 |
|
SU1708537A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1991 |
|
RU2030260C1 |
5
/2
2 22 V W.7
/1-А
