Предлагаемое изобретение относится к устройствам для электрической точечной сварки по методу сопротивления.
Известно уже, что для сварки по методу сопротивления можно применять сильные токи и высокие напряжения, если только продолжительность применения сварочного тока может быть сделана практически мгновенной и точно и надежно регулируемой.
Предлагаемое, согласно изобретению, устройство имеет целью дать возможность сваривать весьма короткими и
: сильными импульсами тока - QQQ-секунды
при очень высоком напряжении. Применение таких токов возможно, конечно, только в том случае, если продолжительность мгновенной сварки ни слишком мала, ни слишком велика. При недостаточной продолжительности сварка будет неполной, а при продолжительности, превышающей надлежаш,ую на ничтожную долю секунды, будет поврежден материал и пережжен или ослаблен сварочный шов.
Даже при такой продолжительности
сварки, как - -секунды, отношение времени на относительное перемеш,ение
изделиям электродоз из одного сварочного положения в другое к продолжительности мгновенной сварки оказывается чрезвычайно высокими. На перемещение изделия и электродов требуется от
- до 1 секунды и больше, т. е. в 100- 1000 раз больше периода сварки в секунды и в 1000-10000 раз
больше периода в тщ секунды. По
этой причине обычный аппарат оказывается здесь совершенно неприменимым. Продолжительность сварки составляет здесь такую незначительную долю продолжительности сварочной операции, включая манипулирование, что частям аппарата пришлось бы придать практически неосуществимые относительные размеры.
Предлагаемое изобретение имеет, поэтому, целью также и устранение магнитной, электрической и механической инерции и переменных потерь времени в системах управления для сварочного аппарата. , Для осуществления мгновенной свзрки предлагается в первичной цепи сварочного тока применять прерывисто
работающий выключатель мгновенного действия с регулируемой выдержкой времени в виде диска с мгновенным ускорением и замедлением того же порядка, что и маятник. Дпя этого вращающаяся щетка коммутатора приводится в действие пружиной, в которой потенциальная энергия накопляется при с,ч(имании ее ручным или педальным рычагом.
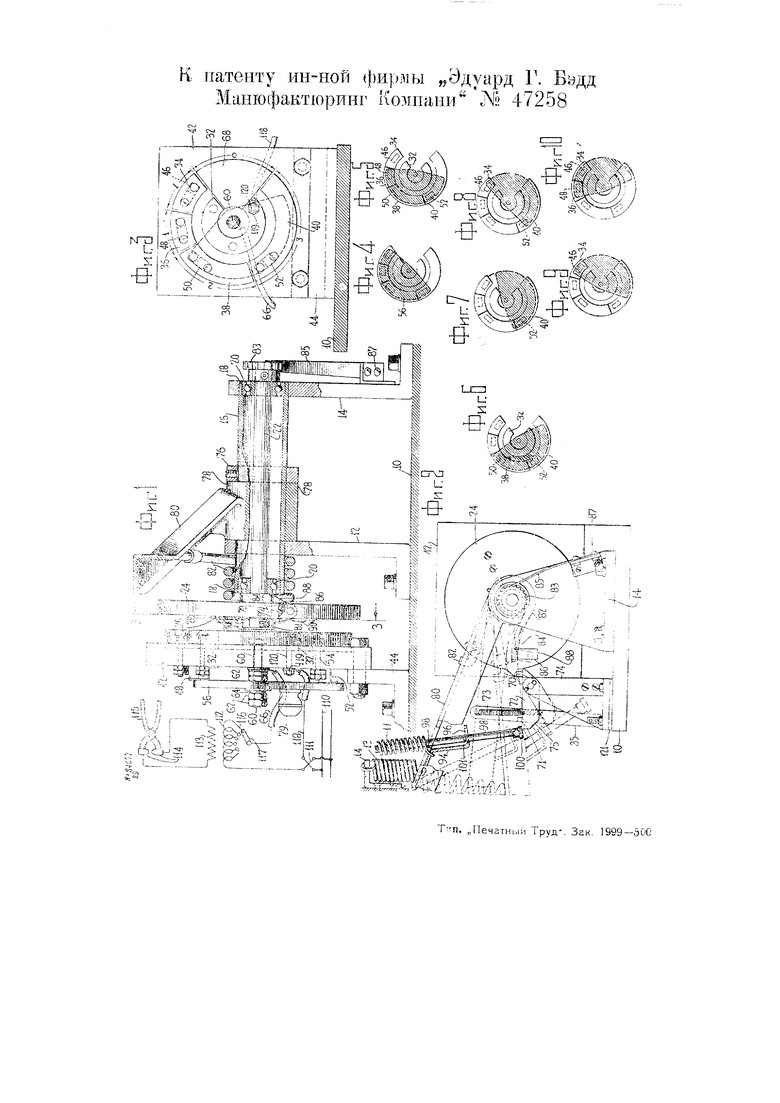
На чертеже фиг. 1 изображает предлагаемое устройство сбоку с частичным разрезом; фиг. 2-вид спереди также с частичным разрезом; фиг. 3-устройство в разрезэ по линии 3-3 фиг. 1; на фиг. 4 - 10 схематически показана установка составляющего часть устрсйcTsa распределителя на различные продолжительности сварки; одни и те же детали обозначены на всех фигурах одинаковыми цифрами.
Устройсгзо состоит .43 основно.й плиты К), на которой монтированы две стойки /2, 14, несущие трубчатый неподвик-;нь Й вгл /(5. Концы вала /б снабжены гнездами /8, в .которых монтирована пара шарикоподшипников 20 для вращгюшегосй вала 22. На одном конце вала 22 заклинен или закреплен какимлибо другим способом вращающийся вместе с ним сравнительно тяжелый диск 24. На диске 24 монтирована шайба 26, изолированная от диска, как показано цифрой 2с, и несущая пару контактных щеток 30, электрически соединенных друг с другом через щайбу к находящихся под действием спиральной пружинь 8/, которая стремится отдалить их от шайбы. Эти контактные ш.етки служат для избирательного соединения кольцевого контакта 32 с кольцеобразно расположенны.ми пластинками 34, 36, 38 и 40, расположеннь;ми на неподвижной доске 42 (фиг. 3).
На конце вала 22 против поворотной шайбы 24 и вне стойки М- насажено храповое колесо 83, сцепляющееся с пружинной собачкой 55, приболченной болтами 87 или закрепленной какимлибо другим способом на сгойке /4, Собачка 85 позволяет валу 22 вращаться только в одном направлении. Доска 42 приболчена или прикреплена .каким-.г.ибо другим способом к стойке , закрепленной на основной плите 10.
Неподвижная доска 42 выполнена из изолирующего материала, например, из бакелита, прессшпана, дерева или т. п. и отделена надлежащим про.межутком от поворотной шайбы 24, так что контактные щетки 30 могут непрерьвно соприкасаться с кольцевым контактом 32 и с контактными пластинками 34, 36, 3S и 40 (фиг, 3) и, соединяя их, замыкать цепь сварочного тока, как будет описано ниже.
Каждая из контактных пластинок 34, 36, 38 и 4G снабжена контактом 46, 48, 50 и 52 на наружной стороне доски 42 и электрически соединена с этим контактом схвозньм болтом 54.
На центральной части диска 42 закреплен распред-Лктель 55. представляющий собою медную секторную пластинку, через которую ,щен закрепленньзй в диске 42 болт 60. При помоши неско/1ьиих гаек 62 и шайб 64 распределитель 56 устанавливается на болте 60 в заранее О1редег,енном угловом положении для избирательного распределения тока на один или более из контактов 46, 48, 50 и 52 и для подведения этого тока к любой из контактных пластинок 34, 36, 38 и 40, по желанию. Распределитель 56 снабжен ручкой 79 для облегчег ия перестановки его от руки после ослаблении гаек 62.
Первичный возбуждающий ток подводится к распределителю 56 по проводу 66 от не показанного на чертеже исючника. Другой зажим первичной цепи электрически соединен с контактным кольцом 32, соединенным с проводом 118, так что сварочный ток можно в надлежащий момент подвести от одного зажима источника первичного тока по проводу 68 к распределитепю, а оттуда через одну или более контактных пластинок 46, 48, 50 и 52 и через контоктнь:е щетки 30 к контактному кольцу 32 и по проводу 118 назад к другому зажиму (фиг. 3).
На доске 42 имеется изолированный сектор 66 (фиг. 3 и диск 24 нормально обраш,ен своими контактными мостиками к этому сектору, так что управляемая цепь 66, 66 разомкнута. Очевидно, что при описанном расположении частей ток не может пройти от какой-либо из контактных пластинок 34, 36, 38 или 40
к кольцевому контакту 32. Очевидно ; также, что при наличии приспособления, сообщающего диску 24 определенную скорость вращения, сварочный ток будет : проходить из первичного источника через распределитель 56 к контактным ; пластинкам 34, 36,38 и 40 и через контактные щетки 30 к кольцевому контакту 32 в точности в течение того времени, когда щетки Jf соединяют кок- j тактное кольцо 32 с какой-липо из контактных пластинок 34, 36, 38 или 40, которая окажется в контакте с распределителем 5.
Приспособление для сооб1цения вращательного движения диску 24 состоит i из рабочего органа, сообщающего диску вращающий момент, который застазляег диск созерщить полный оборот в теме- I ние заданного промежутка времени и притом с ускорением, наподобие кзчания маятника. Рабочий орган оказывает на диск действие, соответствующее действию силы тяготения на маятник.
В форме выполнения, пок.ззакмой на фиг. 2, диск снабжен на своей окружности упорным выступом 70, задевающим арретирозочную защелку 72, поворотно укрепленную на стойке 74 и нормально удерживаемую в горизонтальном положе- : НИИ при помощи пружины 73, против } действия головки 100. При нормально положении упор 70 прижат к защелхе 7.2, как показано на фиг. 2 сплошными, . линиями. Полый вал /б снабм-;ен коль- 1 цом 76 (фиг. 1) и на валу насажена i между этим кольцом и стойкой /2 муф- i та, составляющая одно целое с рабочим рь чагом 80. К рычагу 50 при креп лен конец спиральной пружины 82. Эта прухчина охватывает вал /б и другой конец ее отходит в сторону, как показано цифрой S4. Диск 24 имеет сквозное отверстие 86, в КОТОРОМ поворотно монтирована защелка 88, находящаяся под действием | пластинчатой пружины 90, прикрепле;;- j ной к диску 24 и стремящейся отделить собачку от последнего. На защелке 88 имеется упор 92, прижимающийся к диену и ограничивающий его выступание. НормальгЮ, к защелке S8 прижимается отходящее в сторону плечо 84 пружины о2, и защелка является опорой, вое- принимающей вращающ.ий момент, развивающийся в пружине 82 под действием рычага 80.
Таким образом, при отжимании рычага 80 плечо 84 будет сильно нажимать на защелку 88 и аккумулировать в пружине энерг1-уо, пока диск 24 удерживается от вращания упорным выступом 70 прижимающимся к защелке 72. Выключение защелки 72 позволит поужике 82 повернуть через защ.елку 88 диск 24. Орган для выключения защелки 72 связан с рычатом 80.
Из фиг. 2 видно, что к рычагу 80 прикреплена консоль 94. имеющая прорез 96, через который проходит аыключательная тяга 98 с головкой ТОО, явля ощейся спуском для защелки 72.
К верхнему концу выключательной тяги 98 прикреплена спиральная пр жи;ча //, нижний конец которой скреплен с рь чагом 50. Рычаг S;,приводится S нормальное положение действием пружины 13, пр/;лр-.-;п,енной к неподзим-:ной стойке 14, л в своем нормальном полохчении он по.чнчт. ПРИ отжимании рг,чага он чергз /(L оказызает упругое давление на защелчу 72 и прижимает ее книзу против действия пэужи;1 73 и S2- Консоль 94 выполнена из упругого матер:- ала и нормально застазлйет вычлючзтельный стержень с голоякой 100 припегать к наружному концу Зйщелки 72. Однако, защелка 72 так устроена, что позволяет головке ТОО соскальзывать с ее концз после выключения защелки. После выключения за щелка тотчас же возвращается в свое нормальное положение и прижимается к упору 7/, а после освобождения рычага 80 направля;ощая поверхность 75 защелки 72 заставляет спуск (головку ТОО) и тягу 98 отклониться в сторону, когда плечо цоззращается в свое нормальное погожение действием 13. В тяге 95 закреп.т-.ен палец 101, которььвь;ступает на велкчкну, достаточную ДП,: того, чюбы входить в прорез 96 и те-; огр..1-;ичивать нч/ннкй ход тяги 98. когда головка 100 сходит с защглки 72.
Таким образом, при каждом отжимании ры-;ага диск 24 делает один полный оборот с возрастающей скоростью, зависящей от мощности. спирально:; пружины 82, от продолжительности хода пружины и от инерции диска. Продолжительность прохождения тока через изделие регулируется установкой распределителя 56. На фиг. 4 -10 распределитель J показан з различных положениях, соответствующих различным ус.г:ОЕиям сварки. Контактные J и J6 ко.чтзитная n/iac- HHка 56 1-1 контактная пластинка -/О и/. различную длину, Контактные пластинки 34 и 36 имеют одинаковую длину и соответствуют каждая единице продолжительности сварки, Длина контактной ггластин.ки Збравна сумме длин гзластинок 34 и 36 и соответствует двум единицам времени сварки, а контактная пластинка 40 длиннее пластинки 38 и ее длина соответствует трем единицам вре.мени сварк.и. На фиг. 4 распределитель покрывает контакты 46. 48, 50 и 52 контактных пластинок 34, 36, 38 и 40 и соединяет все эти пластинки друг с другом, а контактная щетка 30, проходя по этим контактным пластинкам, замыкает цепь на семь произвольнь х единиц времени сварки, На фиг. 5 распределитель, соединяя контакты 4S: 50 и 52 контактных пластинок 36, 38 и 40, электрически соединяет последние, так что щетка позБОЛИТ сварочному току проходить через изделие в течение произзольных единиц времени. На фиг. 6 распределитель покрывает контакты 50 .и 52 контактных пластинок 38 Л 40 тем дает комбинацию двух произвольных единиц времени сварки с тремя,так что операция сварки продолжается пять единиц времени. В положениях, показанных на фиг. 7 8, 9 и 10, на сварку расходуется три единицы времени, четыре единицы, одна единица и две единицы, что видно из установки распределителя над различными контактами. На фиг. 9 распределитель соприкасается только с контактом 46, что соответствует минимальной продолжительности сварки, т. е. одной единице времени. На приложенном чертеже показаны четыре контактных пластинки, но по желанию можно, разумеется, это число увеличить, что соответственно расширит пределы времени сварки. Более короткие контакты работают, когда диск 24достиг своей максимальной скорости, а более дяиниые--во время замедления диска вследствие трени.; щеток. димении показана схематм- ески - от линии nepcMei-ioorc тока //6в ток чеоез .линейный выключатель /// и перзичкую обмотку /./2 трансформатора проходит по проводам 66 и J19 в распределитель 56. Вторичная обмотка 7/5 трансформатора соединена со свароч.чыми электродами . Клещи 7/5. обычно применяемые; могут быть заменены любым ручньгм или механически.ч приспособлением. Электродь} 1М, как обычно, постоянно или полупостоянно включены непосредстаенно в цепь вторичной обмотки //, сварочного трансфор.матора. Трансфор.иатор 112-- JJ3 обладает чрезвычайно высокой мощностью и дает энергию в значительном избытке против .необходимой для точечной сварки, что позволяет подводить любое желаемое напряжение и ток любой силы. 3 частности, токи любой силы от средней и до токов весьма значительной силы, которые можно применять при j чрезвычайно малой продолжительности j мгновенной сварки, на которую рассчитана описанная система. Регул.чрование напряжения и силы тока достигается секционированием ; первичной обмотки /72 трансформатора, j причем для переключения секций 7/6 служит переключатель /77. Один зажим I первичной обмотки 772 трансформатора : соединея с центральным распределиI телем 56, а другой-с внутренним конi тактным кольцом 32 через соедине1 ния 1J9, 120. Регулировка аппарата на время и ток, наиболее подходящие для сварки данного материала, получается путем надлежащей установки распределителя 56 (определяющего продолжительность прохождения рабочего тока) I относительно установки переключатеI ля 777 трансформатора определяющего энергию трансформатора, а тем самым и ток, проходящий через вторичную I обмотку и сварочный щов. Эту регуi лировку можно поддерживать до тех пор, пока поддерживается относитель1 ная установка. Таким образом, описанлая система позволяет вполне успешно сваривать материалы различных родов, сортов и толщины. Кроме того, сварочные швы можно варьировать в широних пределах, независимо от толш,ины 1 или от относительных толщин свариваемых материалов и от рода и качества последних.
Установкой распределитепя 56, как это показано на фиг. 4-10, можно изменять продолжительность сварки : в широких пределах, соответственно различным условиям от 1/500 до 1/5000 секунды и ниже, пожалуй до 1/10000 секунды. Эта высокая точность весьма увеличивается тем. что распределитель помещен непосредственно в цепи пгрвичного тока, делая излишним при- j менение всяких других выключателей и цепей.;
Продолжи1ельность мгновенной сварки настолько незначительна, что в ее пределах невозможно перевести рычаг 80 от руки дважды. Другими словами, i потенциальная энергия пружины 82 сообщает диску 24 скорость, превышающую ту, с которой можно перевести вперед и назад рычаг 80 и связанные с ним части. Вследствие этого на каждый ход рабочего рычага 80 приходится | только один пуск тока.j
Диск 24 делает один оборот и принудительно останавливается защелкой 72, причем остаточная энергия диска поглощается резиновыми буферами /2/, : находящимися под основной плитой 74. Диск 24 образует вместе с выступом 70
и с защелкой 72 однооборотное и арретировочное приспособление. Оно действует как запор для выключателя только в промежутках между последовательными сварками, а потому диск 24 и щетку 30 невозможно остановить во время промежутка сварки и этот промежуток, точно измеряемый прибором, не может быть сокращен неправильным манипулированием запора, независимо от положения рычага 80.
Защелка 72 в соединении с выключательной тягой 98 и ее головкой JOO образуют приспособление для приведения запора в готовность к работе, которое также действует только в промежутке между последовательными мгновенными сварками, так как для этого головка WO должна быть возвращена из положения, показанного пунктиром, в положение, показанное сплошной линией. Два непосредственно следующих друг за другом пуска тока невозможны невозможна также неправильная регулировка движения диска 24 или его скорости.
Предмет изобретения.
Устройство для электрической точечной сварки весьма короткими импульсами тока, отличающееся применением прерывисто работающего выключателя с регулируемой выдержкой времени, состоящего из коммутатора с вращающейся щеткой 30, приводимой в действие для каждого импульса тока пружиной 82, заводимой рычагом 80.
| название | год | авторы | номер документа |
|---|---|---|---|
| Селекторный ключ | 1932 |
|
SU34618A1 |
| Телефонный автомат | 1928 |
|
SU12360A1 |
| Автоматическая телефонная станция | 1935 |
|
SU47334A1 |
| Автоматический аппарат для производства бухгалтерских, статистических и т.п. подсчетов | 1924 |
|
SU1774A1 |
| Автоматический телефонный коммутатор | 1923 |
|
SU1850A1 |
| Счетчик числа проданных в разных кассах билетов как одной категории, так и разных категорий | 1913 |
|
SU1419A1 |
| Устройство для одновременного набора несколькими наборочно-строкоотливными машинами | 1930 |
|
SU37107A1 |
| Устройство для регулирования продолжительности сварки | 1931 |
|
SU38952A1 |
| БУКВОПЕЧАТАЮЩИЙ ТЕЛЕГРАФНЫЙ АППАРАТ | 1921 |
|
SU7177A1 |
| Автоматический манипулятор для радиотелеграфных станций | 1916 |
|
SU15565A1 |