Изобретение относится к устройству для регулирования продолжительности точечной сварки и, в особенности, мгновенной сварки. Кроме того, предлагаемое устройство применимо для такой моментальной сварки, при которой действие и противодействие электродов не могут быть полностью компенсированы в самом сварочном аппарате из-за конструкции свариваемого предмета, а также и такой сварки, при которой по тем же причинам электроды не могут быть расположены один против другого. Целью изобретения является усовершенствование регулировки при помощи постоянно вращающихся коммутаторов, благодаря чему совершенно устраняется влияние механической и электрической инерции, влияющих обычно на качество сварки из-за крайне небольшого промежутка времени, в течение которого сварка имеет место.
С другой стороны можно сказать, что главной целью изобретения является устранение влияния механической и электрической инерции на точность изменения продолжительности мгновенной сварки. Цель достигается применением механизма для регулирования времени, в каковом механизме постоянно вращаю 395)
щиися коммутатор, регулирующий сварочную цепь (лучше всего быстро вращающийся коммутатор с регулировкой времени замыкания цепи), сопряжен стаким приспособлением, которое при помощи одного движения может включить одну из цепей, находящуюся под контролем постоянного вращающегося коммутатора. Цель эта достигается в частности применением двух коммутаторов, вращающихся сравнительно один быстро, а другой медленно и снабженных контрольными контактами соответствующих размеров для регулирования сварочных цепей. Контакты находятся в последовательном соединении друг с другом, а коммутаторы находятся в соединении друг с другом и с контрольным приспособлением. Соединение осуществляется в форме электромагнитного включателя (ручного или автоматиче.сжого), управляемого от коммутатора с малой скоростью включающего одну только операцию на один оборот коммутатора.
Сварка достигается применением электродов, имеющих форму наковальни и молотка, и регулятора времени посылки тока в цепь преимущественно на очень короткое время, равно как и синхронизатора моментов посылки тока с момента ми сближения электродов. Координация эта достигается при помощи механизма, регулирующего удары молотка, связанного с тем же регулятором времени, который изменяет продолжительность сварки, уже не находящуюся под влиянием механической и электрической инерции.
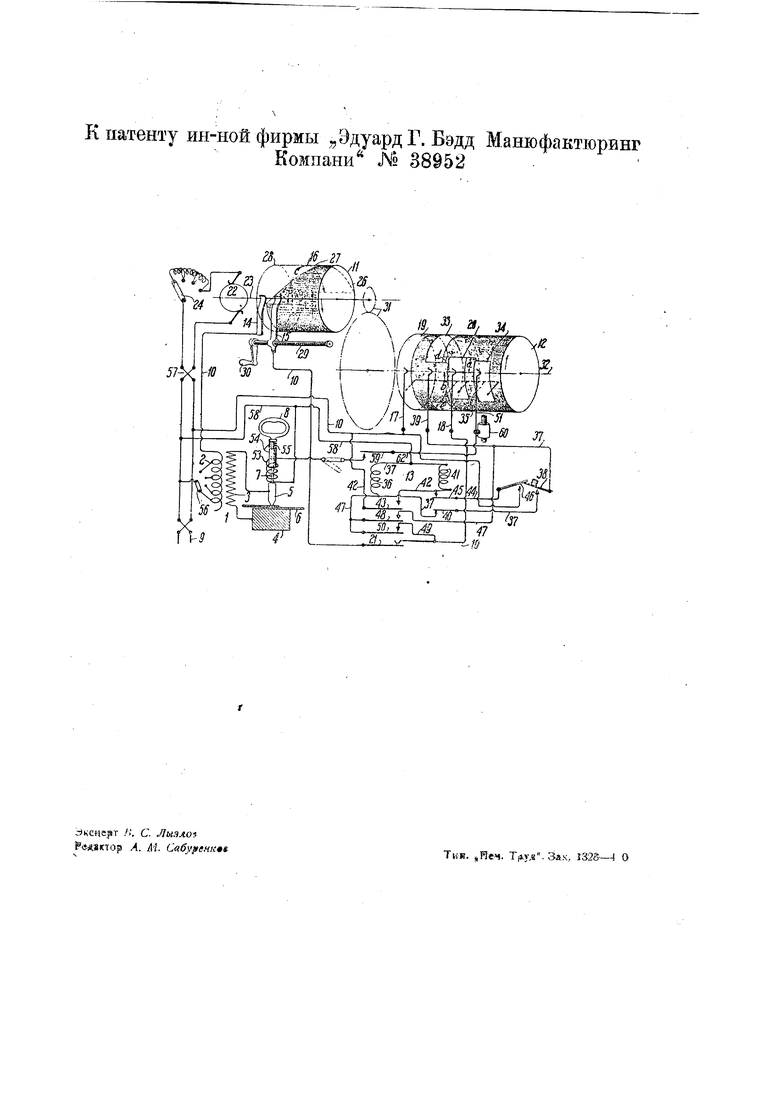
Для объяснения сущности изобретения на прилагаемом чертеже изображена схема устройства.
Сварочный ток поступает в устройство от трансформатора /, состоящего из первичной обмотки 2 и вторичной 3. С обоими концами вторичной обмотки трансформатора связаны электроды сварочной машины, например,наковальня-# и молоток 5. Наковальня устроена так, что может быть помещена внутри обрабатываемого изделия 6, например, внутри корпуса летающего аппарата или внутри корпуса иного устройства. Характерной чертой таких конструкций является то, что их наружные части так велики, что нет практической возможности осуществить непосредственную механическую связь между внутренним электродом 4 и наружным 5. Такое положение бывает всегда, когда электрод 4 должен быть связан с электродом 5 в некоторой точке, весьма удаленной от оси электрода 5. Электрод-молоток 5 обычной стержневой формы снабжен щтоком 7 и ручкой 8 для удобства манипулирования электродом и прикладывания к тем точкам наружной поверхности корпуса, в которых желательно осуществить сварку.
Конструкция, форма и самое функционирование этих частей может изменяться в значительных пределах в соответствии с характером работы и первоначально применяемым давлением при сварке.
Первичная обмотка 2 питается от цепи 9 источника энергии, связанного с трансформатором рубильником, и включена в цепь 0. Цепь 20 включается и выключается моментальным включателем, основными частями которого являются: коммутатор // с большой скоростью вращения, коммутатор /2 с малой скоростью вращения и регулирующее сварочную цепь приспособление, обозначенное на схеме цифрой f3. Сварочная цепь W заключает в себе неподвижную J4 и перемещающуюся /5 контактные щетки, взаимодействующие с кон тактами-сегментами J6 на поверхности коммутатора // быстрого вращения и могущие быть соединенными последовательно со щетками /7 и /8, взаимодействующими с сегментами /Р и 20 на поверхности коммутатора /2 медленного вращения, при помощи прерывателя 2/ в цепи W.
Коммутатор быстрого вращения получает движение от электрического двигателя 22 переменной скорости, могущего сообщить очень больщую скорость валу 23, причем для регулирования скорости двигателя служит реостат 24. Контакт /5 на коммутаторе //, корпус которого изготовлен из изолирующего материала, имеет меняющуюся по окружности цилиндра щирину, очень больщую с одной стороны и очень малую-с другой, образуя правильную трапецию сегмент. Одна кромка сегмента, именно кромка 26, параллельна оси коммутатора, а другая кромка 27 образует с осью коммутатора угол. Сегмент находится в постоянном соединении с проводящим кольцом 28, которое при посредстве неподвижной щетки J4 постоянно находится под потенциалом первичного напряжения. Щетка /5 может перемещаться по винту 29, установленному параллельно оси коммутатора и вращ,аемому рукояткой 30, с целью изменения длительности соединения щетки с сегментом 16 при вращении коммутатора. Таким способом можно регулировать продолжительность включения цепи 0 в весьма больщих пределах.
Коммутатор /2 медленного вращения связан с валом 23 при посредстве зубчатых колес 5/, передающих вращение валу 52, на котором сидит коммутатор /2. На этом коммутаторе имеются четыре контакта-один /Я уже упоминавщийся раньще, входящий в сварочную цепь 70 и имеющий непрерывную форму, другой контакт 20, тоже входящий в цепь W, длина которого по поверхности коммутатора несколько больще дополнения к самой больщой дуге сегмента б, а именно на величину а, третий контакт 33, идущий почти вокруг всего коммутатора и прерывающийся на расстояние, соответствующее большей части угла, покрываемого сегментом 20,
и четвертый контакт 34, аналогичный по размерам и угловому расположению сегменту 20.
Все эти сегменты связаны общим проводником 35. Соотношение между дугой b сегмента 20 и дугой с сегмента 16 коммутатора 11 равно соотношению между зубчатыми колесами передачи 31.
Далее коммутаторы 11 л 12 сцеплены друг с другом так, что когда щетки 15 и 18 соприкасаются соответственно с дугами бис сегментов 20 и 16, то моменты начала касания и прекращения касания наступают одновременно.
В контакте 20, однако, дуга и, находящаяся в синхронной связи с дугой с, несколько удлинена с обоих концов, благодаря чему щетка 18 несколько опережает как включение тока, так и выключение его по сравнению со щеткой /5 и сегментом 16.
Контакт 2J регулирующего приспособления 13 находится нормально в открытом положении. Для управления им имеется реле 36, которое дает возможность замкнуть цепь 10. Цепь реле 36, обозначенная цифрой 57, заключает в себе кнопку 38. соединенную электрически со щеткой 39, взаимодействующей с сегментом 33 коммутатора 12. Цепь 37 проходит через нормально замкнутый контакт 40 реле 41, работа которого заключается в том, чтобы держать цепь 57 прерванной в контакте 40 все время, пока кнопка 38 надавливается вниз. Реле 41 получает питание из цепи 42 через контакт 43 реле 36. Находясь под током, реле включается в цепь 44, составленную из контакта 45 и обычно разомкнутого контакта 46, соединенного с кнопкой 55.
Одновременно с подачей тока во включающее реле 41 реле 36 замыкает еще две цепи, одну 47-через контакт 48 и цепь 57 с контактом 55, а вторую 49- через контакт 50 с цепью 10, начинающеюся от сегмента 20 и составляющею часть первичной сварочной цепи 10.
Сегмент 34 при помощи щетки 57, могущей перемещаться под углом, регулирует цепь52 электромагнита 55, взаимодействующего с молотковым электродом 5. Электромагнит 55 действует на сердечник 54, скользящий по стержню 7
электрода 5, отжимаемый нормально вверх винтовой пружиной 55. Под влиянием втягивающего усилия электромагнита сердечник 54 быстро опускается на электрод 5, по прекращении же тока в электромагните сердечник 54 оттягивается вверх пружиной.
Работа производится следующим образом. Для того, чтобы осуществить точечную сварку изделия 6, устройство приключается к источнику тока 9, рукоятку 30 вращают, чтобы отрегулировать положение щетки 75 и заранее установить продолжительность сварки. Затем регулируется напряжение трансформатора при помощи переключателя 56 и устанавливается требуемое напряжение для вторичной цепи 5 трансформатора.
Двигатель 29, приводящий во вращение коммутаторы 77 и 72, пускается в ход включением рубильника. Число оборотов двигателя соответствует времени сварки, определяемому положением щетки 75.
После этого оба электрода вручную устанавливаются по обе стороны свариваемого изделия, а именно, один электрод внутри, другой снаружи, причем нужное давление производится вручную или каким-нибудь другим путем при помощи рукоятки 8. Надавливается затем кнопка 55, отчего цепь 57 замыкается в контакте 40, через связываюший провод 55, сегмент 55, контакт 55, контакт 40, электромагнит 36 и провод 55.
Реле 36 замыкает цепь 42 контрольного реле 41 в контакте 43 через прсвод 10, связанный с источником энергии через катущку реле 41, и через провод 55, соединенный с другим зажимом источника энергии. Срабатывание реле 41 вызывает размыкание цепи 57 реле 36. Однако, реле 36 одновременно с замыканием цепи 40 реле 41 замыкает контакты 48 и 50, чем включается в цепь 47 сегмента 55 и одновременно включается через цепь 49 к цепи 10. Обе эти цепи соединены частью цепи 10, через соединительный провод 55, и поэтому реле 55 остается включенным в течение времени углового перемещения сегментов 55 и 20. Одновременно с этим электромагнит 36 замыкает в контакте 59 цепь 52 электромагнита 55, а также замыкает контакт 21 и дает этим возможность
произвести операцию сварки. В тот момент, когда щетки 51 и 18 взаимодействуют с сегментами 34 и 20, электромагнит 53 вызывает удар сердечника 54 по электроду 5, а первичная обмотка 2 трансформатора присоединяется к источнику энергии.
Соотношение во времени между работой отдельных частей таково, что установление сварочного тока и удар по молотковому электроду происходят в нужные моменты. Когда сварка уже произведена, сегмент 20 выходит из-под щетки 18 и цепь 49 реле 36 размыкается, прерывая цепь 20 в контакте 2/. Так как основная цепь37 разомкнута в контакте 40 в продолжение всего времени, пока реле 4J находится под током, цепь JO не работает в тот момент, когда сегмент 20 выходит из-под щетки /и и может стать рабочей только после освобождения ручного контрольного контакта 38 и перемещения реле 4/ к заднему контакту 46. После того, как эта операция совершена, контакт 38 готов к повторной операции. Независимо от количества оборотов коммутаторов // и 72, количество производимых сварок определяется количеством ручных операций контрольного контакта 38 или количеством манипуляций электромагнита 36 и его реле-//.
Углы, охватываемые сегментами 33 и 20, таковы, что щетка 39 не соприкасается с сегментом 33 в продолжение больщей части времени соприкосновения щетки /5 с сегментом 20. По этой причине нельзя посылать ток в электромагнит 36 во время одновременного касания щеток 75 и /8 с сегментами /б и 20. Это значит, что нельзя осуществить сварку с таким положением регулирующих продолжительность соприкосновения деталей 75 и /5, при котором эта продолжительность оказалась бы слищком малой. Однако, как было уже отмечено, сегмент 20 несколько удлинен по сравнению с дугой Ь, сийхронизированной с дугой с сегмента 76 на угол а, и перекрывает на величину дуги d сегмент 33. Угол а, накладывающийся на дугу h, обеспечивает нужное реле 36 время для вступления в работу раньще, чем щетка /8 начинает скользить по дуге Ь, каяовое перемещение соверщается в продолжение максимального времени, полагающегося на сварку и определяемого величиной дуги с. У выходящего конца сегмента 20 по отнощению к щетке 78 существует угол е, внутри которого ни щетка 78 ни щетка 39 не соприкасаются с сегментом. Такое положение дает возможность полностью прервать цепь 70 у выходящего конца сегмента 20 и полного возвращения электромагнита 36 в исходное положение раньше, чем щетка 39 вступит в соединение с сегментом 33; благодаря этому предупреждается опасность слишком продолжительного держания под током места сварки при продолжающемся держании под током реле 36. Еще одним средством,, защищающим от вышеуказанной опасности, является быстрое размыкание цепи 70 у кромки 27 контактом 26большой скорости. Размыкание цепи 70 происходит у прямолинейной кромки 27 контакта больщой скорости, или же этой кромкой совместно с выходящим концом сегмента 20. Если это совместное действие нежелательно, то выходящий конец сегмента 20 может быть несколько удлинен по сравнению с его обычной величиной, определяемой дугой 6 и в соответствии с этим увеличивается и холостая дуга е.
Когда время сварки отрегулировано перемещением щетки 75 таким образом, оно измеряется . дугами сегмента 76 меньщими, чем вся дуга с, щетка 75 входит в контакт с сегментом 76 позади нормального положения щетки 78 у начала дуги Ь, но это не играет роли, а только удлиняет тот промежуток времени, определяемый дугой, в течение которого реле 36 и 47 вступают в работу.
Сегмент 34, обычно имеющий такие же размеры, как и сегмент 20, может, однако, иметь и другую длину. Важно лишь то, чтобы щетка 5/ могла быть отрегулирована так, чтобы соблюдать соотношение во времени между замыканием цепи 52 молоткового электромагнита 53 и замыканием сварочной цепи 70 в контактах 75 и 76. Эта регулировка осуществляется приспособлением 60, показанным на схеме в виде винта и гайки. Длина сегмента 34 и амплитуда перемещения щетки 5/ таковы.
чтобы можно было достигнуть наилучшего соотношения во времени включением сварочной цепи 10 и ударом по электроду 5.
Вообще данное изобретение представляет собой устройство для моментальной сварки, которое заменяет давление при сварке ударом, действие которого несколько сохраняется и после самой сварки, благодаря соотношению инерции частей сварочного аппарата, именно наковальни и молоткового электрода. Это соотношение таково, что нужное давление обеспечено в течение того крайне незначительного периода времени, какое нужно для самого процесса сварки. Несмотря на это самое регулирование времени, замыкание сварочного тока и применение сварочного давления производится с необычайной точностью, не испытываюш,ей влияния ни электрической,ни механической инерции, и без потери движения, ибо в устройстве постоянно вращаются два коммутатора, а регулировка времени, производимая щеткой, не зависит ни от одного из упомянутых факторов. Размыкание сварочной цепи производится с чрезвычайно большой скоростью и очень отчетливо в момент, когда щетка /5 соскакивает с кромки /7 сегмента 16. Эги промежутки времени чрезвычайно ничтожны и доходят до Viooo- Vioooo секунды.
Несмотря на это ручная регулировка через коммутатор малой скорости не только дает достаточно времени для работы и для полного эффективного срабатывания реле 36 и 41, при всех включениях и выключениях, но гарантирует также выполнение только одной сварки при одной ручной манипуляции контрольного контакта 38.
Предмет патента,
1. Устройство для регулирования продолжительности сварки в машинах для
стыковой электрической сварки с применением непрерывно вращающегося коммутатора, отличающееся тем, что, с целью устранения влияния на продолжительность посылки в сварочную цепь импульса тока механической и электрической инерции составляющих сварочную цепь частей, применены два последовательно соединенных и механически связанных непрерывно вращающихся с различной скоростью, коммутатора, из коих один быстро вращающийся служит для включения первичной обмотки сварочного трансформатора на определенный регулируемый промежуток времени, а другой вращакэщийся с меньшей скоростью коммутатор служит для регулирования последовательности включения электромагнита, осуществляющего механический контакт электрода со свариваемой поверхностью, и замыкания и размыкания первичной цепи сварочного трансформатора, причем так, чтобы продолжительность включения трансформатора была меньше продолжительности замыкания сварочной цепи на время, необходимое для приведения в действие подвижного электрода.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что для управления включением применены питаемые от вспомогательной цепи через коммутатор медленного вращения реле 36 и -#/, из коих реле 36 служит для включения и выключения как цепи, питающей обмотку 55 перемещающего электрод электромагнита, так и отрезка цепи 10, соединяющего вращающиеся коммутаторы друг с другом, а реле 41 служит для поддержания, при помощи вспомогательных цепей 42 и 44, в разомкнутом состоянии питающей реле 36 цепи 37 после размыкания параллельных ей цепе{ питания 49 v 47 :. той целью, чтобы при каждом замыкании пусковой кнопки 38 следовала лишь одна посылка тока.
к патенту ин-ной фирмы Эдуард Г. Бэдд Машофактюрвнг
Ков1пани № 38952
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ТЕЛЕФОНИРОВАНИЯ | 1924 |
|
SU3604A1 |
| СЕЛЕКТОРНОЕ УСТРОЙСТВО | 1926 |
|
SU40820A1 |
| Устройство для контроля режима электрической сварки | 1938 |
|
SU55759A1 |
| Устройство для автоматической передачи сигналов | 1931 |
|
SU32543A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1098706A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙИЗ ИСКУССТВЕННОЙ КОЖИ И НАТУРАЛЬНЫХ МАТЕРИАЛОВС ТЕРМОПЛАСТИЧЕСКОЙ ПРОСЛОЙКОЙ | 1971 |
|
SU424728A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1189620A1 |
| Устройство для подсчета соединений на телефонных станциях | 1926 |
|
SU7549A1 |
| ЦЕНТРАЛЬНАЯ АВТОМАТИЧЕСКАЯ ТЕЛЕФОННАЯ СТАНЦИЯ | 1912 |
|
SU7793A1 |
| Источник питания сварочной дуги | 1985 |
|
SU1299726A1 |