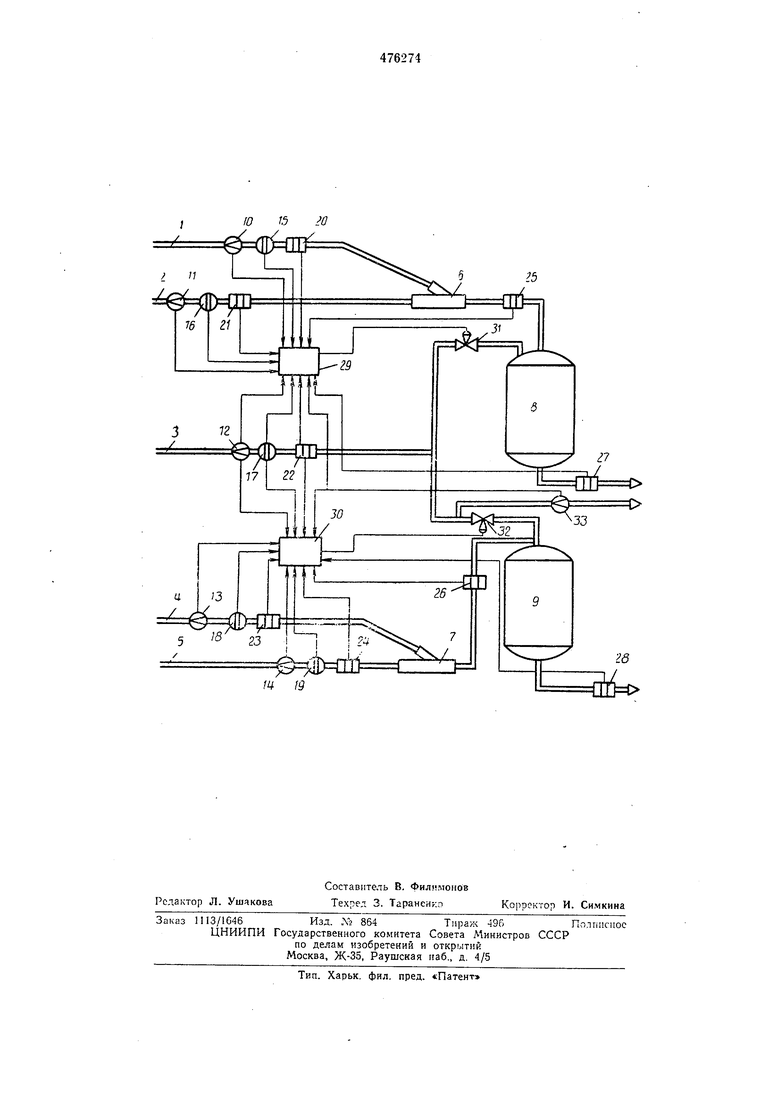
два управляющих устройства 29 и 30 (или одну вычислительную машину, выполняющую функции этих устройств), исполнительные механизмы 31 и 32 -я датчик расхода 33. Управление процессом полимеризации осуществляют следующим образом. /Потоки полимеризатов, поступающие из двух технологических линий / и 2, смещивают в смесителе 6 и направляют в емкость 8. На основании показаний приборов для измерения расходов 10 и 11, концентраций /5 и /5 и показателей качества 20 vi 21 с помощью устройства 29 вычисляется величина ожидаемого значения средне-взвещенного показателя качества М D после смещения потоков линий / и 2 в смесителе 6 GI . Ci М1 + Ga Сз уИг GI . С -f Ga Сг где GI и GS - расходы полимеризата в линиях / и 2; и 2 - концентрации полимеризата в линиях / и 2; и MS - качественные показатели потоков линий / и 2 соответственно. Фактический показатель качества Mt после смещения измеряется прибором 25, и с его учетом определяется коэффициент неидеальности смещения (а) по формуле Линия S с общим расходом полимеризата GS делится на два, параллельных потока с расходами Gj и Оз. С помощью устройства 29 с учетом показателей приборов расхода 10-12, измерения концентраций 15-17, приборов качественных показателей 26-22 и 25 вычисляется необходимое количество полимеризата Ga из технологической линии 3, которое должно быть подано в емкость 8 на смещение для получения заданного значения показателя качества целевого продукта (Мк,), из уравнения G, С, yW, + Ga M + зС ., - ;7 GS + . Сз GI Ci + GZ где Сз - концентрация полимеризата в лилии 3; - качественный показатель полимера в линии 3. Вычисленное значение потока Gz отрабатывается исполнительным механизмом 31. Аналогичные операции выполняются в параллельном контуре смещения потоков линий и 5 с помощью устройства 30, и значение расхода Gl (вычисленное по значению показателя качества целевого продукта Af.j) отрабатывается исполнительным механизмом 32. Далее вычисляется поправка на изменение нагрузки в регулирующей (компенсирующей) линии 3, AGa G, - GS - Gi. Если поправка AG3 по абсолютному значению превыщает некоторую заданную величину (например 5% от номинальной нагрузки) , то, воздействуя на нагрузку на входе технологической линии 3, изменяют ее (нагрузку) на величину + AGa. Отработанное значение поправки AGj контролируется датчиком расхода 33. Качественные показатели целевого продукта MKJ и Л1к2 контролируются приборами 27 и 25, на основании показаний которых осуществляется окончательная коррекция расходов G 3 и G. На регулирующей технологической линии 3, кроме указанного изменения нагрузки, может осуществляться также, по необходимости, регулирование качественного показателя путем воздействия на соответствующие управляющие параметры. На технологических линиях /, 2, 4, 5 все управляющие воздействия и нагрузки поддерживают постоянными на уровнях, соответструющих максимальной производительности. Предмет изобретения Способ автоматического управления процессом полимеризации в нескольких параллельно работающих технологических линиях при максимизации производительности путем изменения нагрузки на линии, отличающийся тем, что, с целью стабилизации качества целевого продукта и упрощения способа управления, поток полимеризата одной, регули ющей линии разделяют на два потока, tfS oрые смешивают с потокам.и других технологических линий в двух емкостях и нагрузку на регулирующую линию (соотнощение разделенных потоков) корректируют по результатам смещения с учетом данных о расходе, концентрации и качестве полимер изата до и после смещения на всех технологических линиях.
10 5 0
гь
| название | год | авторы | номер документа |
|---|---|---|---|
| А. П. Ренгач и Е. Н. НикифороваГрозненский филиал научно-исследовательскогои проектного института по комплексной автоматизациив нефтяной и химической промышленности | 1970 |
|
SU279576A1 |
| Устройство для автоматической настройки режекторных фильтров | 1978 |
|
SU712768A1 |
| Способ управления одностадийным производством бутадиена | 1989 |
|
SU1698244A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТЬЮ ДВИЖЕНИЯ КАРТОНА В ПРОПИТОЧНОЙ ВАННЕ | 1973 |
|
SU405063A1 |
| Способ и аппарат для непрерывной экстракции твердых тел жидкостями в противотоке | 1931 |
|
SU47632A1 |
| Система автоматического управления производством стирола | 1975 |
|
SU561943A1 |
| Эжектор | 1990 |
|
SU1789774A1 |
| Способ управления процессом азеотропной осушки растворителя | 1989 |
|
SU1736977A1 |
| Устройство для автоматического управления процессом полимеризации | 1978 |
|
SU1013448A1 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР РАСХОДА ПРЯМОГО ДЕЙСТВИЯ ДЛЯ ТЕКУЩИХ СРЕД | 1973 |
|
SU398927A1 |