Данное изобретение представляет собой станок для насекания стригальных ножей, состоящий а основном из нормального пилонасечного станка с дополнительным к нему приспособлением для осуществления насечки зуба на спиральуной заготовке ножа. В качестве винтового копира при насечке служит сам обрабатываемый стригальный нож, находящийся с наковаленкой зубила и с соответствующим прижимом в скользящем сцеплении.
На чертеже фиг. 1 изображает вид утенка для насекания стригальных ножей спереди; фиг. 2 - вид того же станка сверху; фиг. 3 - вид его сбоку.
Прокатанная на известных фасонных валиках в холодном состоянии стальная заготовка стригального ножа, получившая профиль готового спирального ножа, после завивки в правую или левую спираль соответствующего диаметра помощью расположенных под острым углом вращающихся конусных валиков с одновременной калибровкой шага спирали свободно вращающимися роликами, установленными под углом к плоскости заготовки, предварительно надевается на гладкую пустотелую оправку 1 закрепляется и натягивается на ней помощью лапок 39 и 51 (фиг. 1 и 2). Оправка пропускается через люнеты 16 поворотного супорта 29 пилонасечного станка и центрируется установочными винтами 19 в люнетных вкладышах 17, вращающихся на шариках 15. На супорт 29 в соответствующем пазу монтируется и наковаленка 2 с подушкой, 3, на которую ложится насекаемая рабочая часть спиральной заготовки ножа, для обеспечения надлежащего прилегания которой к подушке 3), служит лапка-прижим 21 (фиг. 3), нагруженная соответствующим грузом. При насекании ножа ползун 33 станка вместе с заготовкой, подается от ходового винта вправо, наковаленка же с подушкой удерживается на месте против насечного инструмента (зубила) траверзой 28, привернутой к неподвижному столу станка. Такой способ подачи по спирали исключает необходимость применения специального копира, так как роль исполняет самообрабатываемая заготовка стригального ножа, укрепленная на поворотной оправке. Специальный копир мог бы не обеспечить - точного совпадения его спирали со спиралью ножа и данное обстоятельство могло бы не гарантировать необходимого условия надлежащей насечки зуба, т.е. плотного прилегания ножа к подушке наковаленки. Если длина спирали превышает величину хода ползуна 33, то насечка производится в несколько приемов путем последовательных перестановок оправки с натянутым ножом в люнетах 16. Оправка 1 является сменной в зависимости or диаметра насекаемого спирального ножа. По окончании насечки рабочей части ножа производится окончательная отрезка его концов и сверловка отверстий для резьбовых лапок, крепящих нож к валу, а затем термическая обработка ножа.
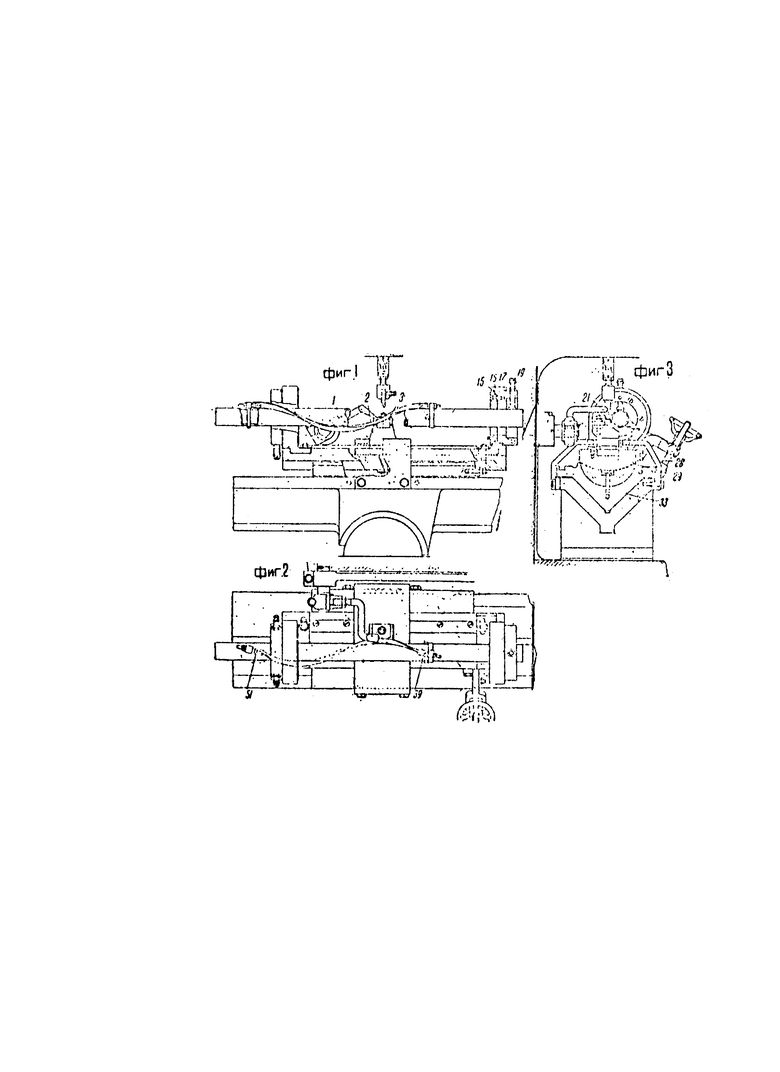
Станок для насекания стригальных ножей с применением получающего поступательное движение супорта, несущего заготовку, получающую вращение при посредстве винтового копира, отличающийся тем, что в качестве винтового копира служит сам обрабатываемый стригальной нож, укрепленный на оправке, установленной во вращающихся опорах 17 на супорте 29, и находящийся в скользящем сцеплении с наковаленкой 2 зубила и прижимом 21.
