В предлагаемом станке для сколачивания ящиков, имеющем целью механизировать нроцесс изготовления ящиков, применены щеки, поворотно связанные с переставными в соответствии с шириной ящика стойками и предназначенные для приема и закрепления на них головок ящика, к которым затем прикрепляются доски боковых стенок и дна ящика, подаваемые к ним транспортером.
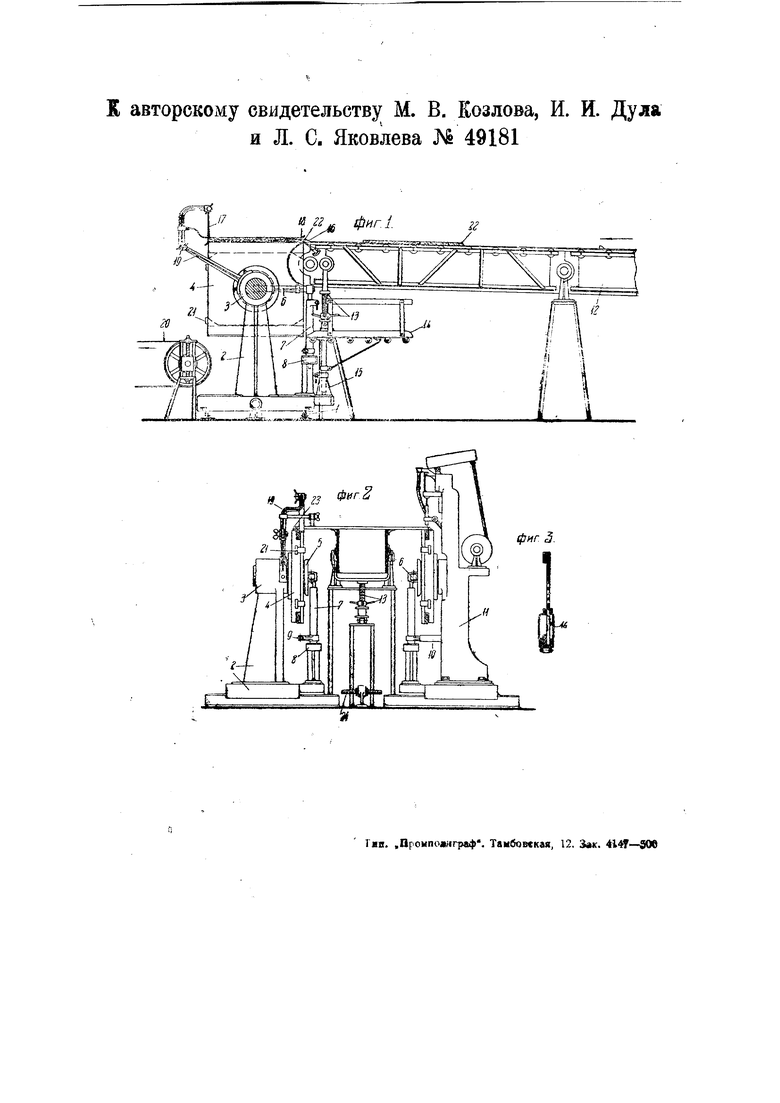
На чертеже фиг. 1 изображает вид станка сбоку; фиг. - 2 то рке вид спереди; фиг. 3-вид спереди рам для направления головок ящика при подаче на них щеки.
Предлагаемый станок (фиг. 1 и 2) состоит из двух симметрично расположенных на направляющих 1 стоек 2, снабженных в верхней своей части подшипниками 3.
В подшипниках 3 помещены цапфы направляющих щек 4, предназначенных для установки головок ящика перед сколачиванием последнего.
Изнутри установленные головки прижимаются к щекам 4 диском 5, расположенным на рессоре 6, укрепленной на вертикальном стержне 7. Стержень 7 укреплен поворотно в подпятнике 8,
причем поворот стержня 7 осуществляется закрепленным на нем пальцем 9, находящимся под воздействием кулака 10 гвоздильного автомата 11, управляемого кулаками 22 транспортера 12.
При поворотах стержня 7 на некоторый угол в ту или иную сторону диск 5 то усиливает, то ослабляет нажим на внутреннюю поверхность головки ящика.
Подача досок для боковых частей и дна ящика осуществляется при помощи ленточного транспортера 12, снабженного регулируемыми по высоте лентами, причем это регулирование осуществляется при помощи винтовой пары 13, в соответствии с различными размерами сколачиваемых на станке ящиков.
Для направления головок ящика при подаче на них щеки 4 служат горизонтальные рамы 14, могущие в случае необходимости перемещаться по высоте в стойках 15, укрепленных на стойках 2.
Для правильной установки и фиксирования положения боковых частей и дна ящика на головках применяются пружины 16, 17 и 18, из которых пружины 16 укреплены на раме транспортера 12, а пружины 17 и 18 расположены на шарнирном кронштейне 19.
Готовый ЯШИН (без крышки) при сдвигании новых головок выталкивается на вспомогательный ленточный транспортер 20 для переброски в склад. . Работа станка проходит в следующем порядке. Сначала на продвинутые до упора 21 головки ящика кулаками 22 транспортера 12 вдвигается группа досок первой из боковых его стенок, для правильной установки которой в нужном положении служат пружины 16, 17и 18, а также направляющие 23.
Непосредственно после установки данный боковой стенки кулак 10 гвоздильного автомата нажимает на палец 9 стержня 7 и заставляет диск 5 прижимать головку ящика к навфавляющей щеке 4
В этот же момент кулак 22 транспортера 12 включает гвоздильный автомат, которым забийается требуемое количество гвоздей (на чертеже гвоздильный автомат детально не показан).
При обратном ходе нажимного устройства нажим диска 5 на головку ящика выключается, и направляющие щеки 4, с помощью одного из обычных механизмов поворачиваются на 90° вместе с установленными на них головками и прибитой боковой стенкой.
По окончании поворота направляющих щек 4 на головки ящика подаются транспортером . 12 доски дна, направляемые теми же пружинами 16, 17 и 18.
Снова диск 5 прижимает днищек щекам ящика, и работает гвоздильиый автомат.
Установка и прибивание второй боковой стенки ящика производится совершенно аналогичным образом.
После окончания сколачивайия одного ящика рабочие, стоящие с одной и другой стороны станка, одновременно надвигают две новых ящичных головки по направляющей раме 14 на щеки 4, причем одновременно готовый ящик выталкивается на вспомогательный транспортер 20.
Регулировка работы станка в соответствии с величиной головок ящиков осуществляется путем замены направляющих щек 4 и путем сдвигания стоек 2 по направляющим при помощи винта 24, имеющего правую и левую нарезку.
Предмет изобретения.
1,Станок для сколачивания ящиков, отличающийся применением щек 4, поворотно связанных с переставными в соответствии с шириной ящика стойками 2 и предназначенных для приема и закрепления на них головок ящика, скрепляемые с которыми доски боковых стенок и дна ящика подаются к ним транспортером.
2.В станке по п. 1 приспособление для зажима головок ящиков на щеках 4, отличающееся применением дисков б, упруго связанных со стержнем 7, поворачиваемым через рычажную передачу кулаком 10 гвоздильного автомата, управляемого кулаками 22 транспортера 12.
3. В «танке по п. 1 применение переставных по высоте рам 14 для направления по ним головок ящика при подаче их на щеки 4,
4. В станке по п. 1 применение пружин 16, 17 и 18 для фиксирования положения досок, образующих дно и боковые стенки ящика при приколачивании их к щекам. к авторскому свидетельству М. В. Козлова, И. И. и Л. С. Яковлева JS& 49181
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления основы валенной обуви | 1936 |
|
SU49253A1 |
| УСТРОЙСТВО для СКОЛАЧИВАНИЯ головок | 1970 |
|
SU284281A1 |
| Автомат для сколачивания гвоздями ящиков из отдельных дощечек | 1957 |
|
SU118606A1 |
| Автоматический станок для изготовления резаных гвоздей | 1934 |
|
SU45587A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ЯЩИЧНЫХ ШИПОВ И ШИПОВЫХ ГНЕЗД В ФОРМЕ ЛАСТОЧКИНА ХВОСТА | 1926 |
|
SU4667A1 |
| Пресс для искусственных камней | 1932 |
|
SU31241A1 |
| Шаблон-приспособление к гвоздезабив-ным станкам | 1974 |
|
SU508395A1 |
| Устройство для сортировки уточных шпуль | 1930 |
|
SU23202A1 |
| МАШИНА ДЛЯ ПРОБИВАНИЯ ОТВЕРСТИЙ В СТАТИСТИЧЕСКИХ КАРТОЧКАХ | 1925 |
|
SU2852A1 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
/7 и ГМ -4 фнг1

