Уже одно обилие очень разнообразных приближенных способов разметки деталей корабельных корпусов свидетельствует о неблагополучии на этом участке, требующем к себе внимания.
Основными причинами всех недостатков ходовых способов раскроя листов надо считать разрыв на этом участке между теорией и практикой и совершенное отсутствие каких-либо четких и обоснованных руководств по разверткам деталей корпуса на плоскость, it Поэтому освещение вопроса монтажа дрталей корабельного корпуса и, в частности, одного из лучших-координатного метода-с применением для разверток симметричных сочленений в настоящее время имеет чрезвычайно актуальное значение. Надо сознаться, что до настоящего времени на заводах разметка листов наружной обшивки судна (а также листов скулового стрингера) в главной своей части (развертывания) производилась очень длительными и
кустарными способами. Если даже не касаться „умершего теперь метода „разметки по шаблону с места и ограничиться лишь приемами развертывания листов, практикуемыми на передовых (в разметочном деле) верфях, то все же большинство неполадок во всем процессе монтажа корабля (например, несовпадение заклепочных дыр) бывает обусловлено неудовлетворительностью разметки и, особенно, в части развертывания листов и учета „усадок.
Несмотря на такой большой удельный вес корабельной разметки во всем процессе монтажа корабля, когда всякая ошибка в ней (в разметке) получает естественное отражение на скорости и качестве почти всех последующих работ по обработке, сборке и клепке (или сварке) корабля или частей его набора, администрацией нащих заводов этому вопросу уделялось очень небольшое внимание.
Лучшим доказательством этого является то, что на судостроительных заводах СССР руководство плазовыми и.разметочными работами фактически полностью лежало на практиках - рабочих или мастерах.
Все, так называемые „тонкости разметочного дела являлись секретами часто очень сомнительного качества и достоянием этих отдельных мастеров.
На основе такого засекречивания рядовой рабочий, будучи предоставлен сам себе, тратил массу времени совершенно непроизводительно и часто „запарывал листы. На разметку одного листа двумя рабочими требовалось целых двенадцать рабочих дней, а если бы способ разметки таких листов был своевременно математически обоснован и изложен (например, в виде письменной инструкции), то на развертку такого же листа потребовалось бы, даже при существующих старых способах, часов 20-25 (два-три дня).
В связи с тем, что разметочные работы ничем не регламентированы, вся система существующих разнокалиберных способов разверток обладает следующими недостатками: 1) значительной длительностью; 2) практически недостаточной точностью; 3) сложностью и кропотливостью раскроя; 4) недостаточной теоретической и практической обоснованностью (например, отсутствием учета разных условий обработки); 5) повторяемостью работ одного назначения, отсутствием учета обстановки и условий работы в мастерских (особенно в зимнее время), требованием от рабочего большой опытности и отличного пространственного представления, дороговизной составления отдельных эскизов, громоздкостью раскроя по нему в мастерских и пр.
Предлагаемый прибор предназначен для вычерчивания, построения и разметки деталей корпусов кораблей, дирижаблей, котлов и т. п. по выработанному заводом Newport News Shipbuilding and Dry Dock Company методу средних нормалей (см. напр, „Marine engineering and shipping age за май месяц 1929 г., стр. 277-278 или отечественный журнал .Теория и практика судостроения, выпуск IV, изд. 1930 г. стр. 59) и состоит из двух градуированных линеек.
шарнирно соединенных с третьей (средней) линейкой, планками, щарниры которых установлены на средней линейке с возможностью нереставления вдоль последней, чем достигается устранение выщеуказанных недостатков.
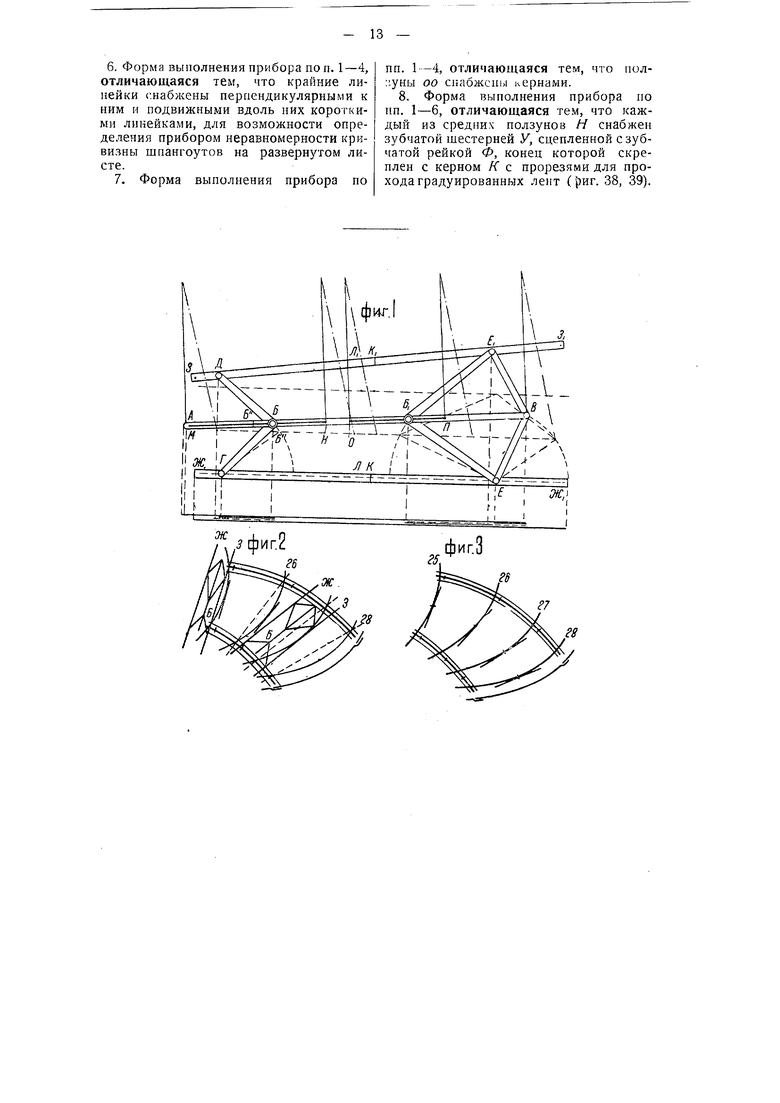
На чертеже фиг. 1 изображает схематический вид предлагаемого прибора; фиг, 2-33-схемы, поясняющие способ пользования прибором; фиг. 34-35- деталь прибора; фиг. 36-51-формы выполнения прибора по фиг. 1.
Предлагаемый прибор для вычерчивания, построения и разметки корпусов кораблей, дирижаблей, котлов и т. п. состоит из двух крайних линеек Ж Ж и 33i размером 2100 X 40 X 5 мм с просверленными отверстиями в точках/, f и Д, Е, для неподвижных щарниров перпендикулярно к осям линеек, на расстоянии 1000 мм от левых их кромок, и с отмеченными кернами точками Л vi Л, для последующей установки указателей на расстоянии 75 мм влево от рисок.
В качестве основного материала для прибора может быть принят дуралюминий по соображениям его легкости, крепости (прочности) и свойства оставлять на своей обработанной поверхности четкий след карандашной линии; наличие недостаточной для некоторых целей твердости дуралюминия в окончательной конструкции может быть компенсировано стальными наделками в надлежащих местах прибора.
Средняя линейка АВ общим размером, например 1950X30X6 имеет два продольных выреза МК и иП для передвижения по ним шарниров Б и Б, отверстие в точке В для неподвижного (относительно средней линейки) шарнира В и нанесенную на ней риску Б, определяющую положение щарнира Б на средней линейке при установке симметроприбора для работы с ним, как с параллельными линейками.
Учитывая нежелательность частых перезакреплений шарнира Б для установки параллельности его линеек, рекомендуется для таковой цели иметь на плазе отдельный прибор, укороченный на величину АБ, с уничтожением прореза БН и с заменой переставного шарнира Б постоянным (как в точке fi); две планки ДБ и БГ общим размером, например, 435 X 40 { X 30) X 4 с отверстиями для шарниров; две планки ЕБ и БК размером, например, 635 X 40 ( X 30) X 4 с отверстиями для шарниров; два стальных шарнирных ползуна и пять обычных шарниров Г, Е, В, Д, причем каждый из седш шарниров должен быть снабжен стальной пружинной шайбой.
Шарнир может состоять (фиг, 34-35) из 1) стального ползуна Г со сквозным горизонтальным прорезом для средней линейки АВ нрибора, со сквозным вертикальным отверстием при нарезках в нем для зажимного винта Д и для опорного винта Л, 2) стального зажимного винта Д с уширением в нижней части (для увеличения поверхности соприкосновения со шлицем для отвертки и с четырехгранной головкой на верхнем конце для соединения с барашком Е) при нарезке в ней для винта 3, 3) стального барашка Е с четырехгранным отверстием для соединения с винтом Д, 4) стального кренительного винта 3, 5) опорного винта Я (для поддержания связных линеек симметроприбора), 6) стального крепительного винта Л.
НАРУЖНАЯ ОБШИВКА.
А. Получение с чертежа судна (на плазе) всех элементов, необходимых для получения (в мастерской) развертки листа.
1. Нанесение на проекции листа на „корнусе касательных, параллельных хордам.
1.Прибор устанавливается для работы „на параллельную путем закрепления на средной линейке прибора шарнира Б, соединяющего две короткие планки. В этом положении крайние линейки прибора будут перемещаться только параллельно каждая относительно другой.
2.Кроме линейки 3 (фиг. 2 и 3) устанавливается по точкам пересечения теоретических шпангоутов „корпуса со средними линиями пазов.
3.Оставляя линейку Ж на месте, линейку 3 передвигают до касания кромкой дуги отрезка шпангоута.
4.По кромке линейки 3 делают у пазов карандашом, шилом или мелом
риски, по которым пробивают для четкости меловые касательные.
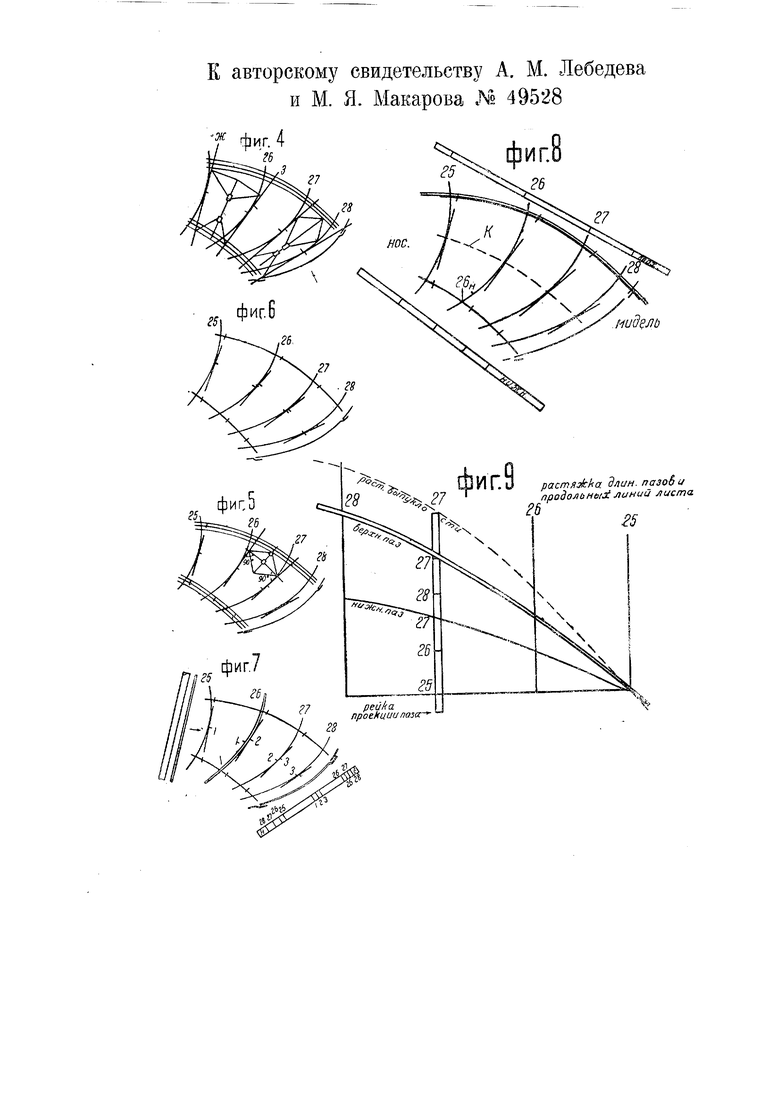
II.Наметка точек средних нормалей, на проекции листа „на корпусе (фиг. 4,5 и 6).
1.Оба ползуна прибора должны быть ослабленными.
2.Внутренняя кромка линейки 3 прибора последовательно устанавливается на намеченные линии касательных и закрепляется на этих положениях.
3.Внутренняя кромка линейки Ж прибора отводится от линейки 3 до совмещения наружной кромки линейки с соседней касательной.
4.Карандашом, шилом или мелом отмечают на обоих шпангоутах в точках касания к ним кромок линеек соответственные две симметричные точки прибора, например, сходственные красные риски на приборе или риски, одинаково удаленные от них в продольном направлении, каковыми являются общие номера градуировки линеек.
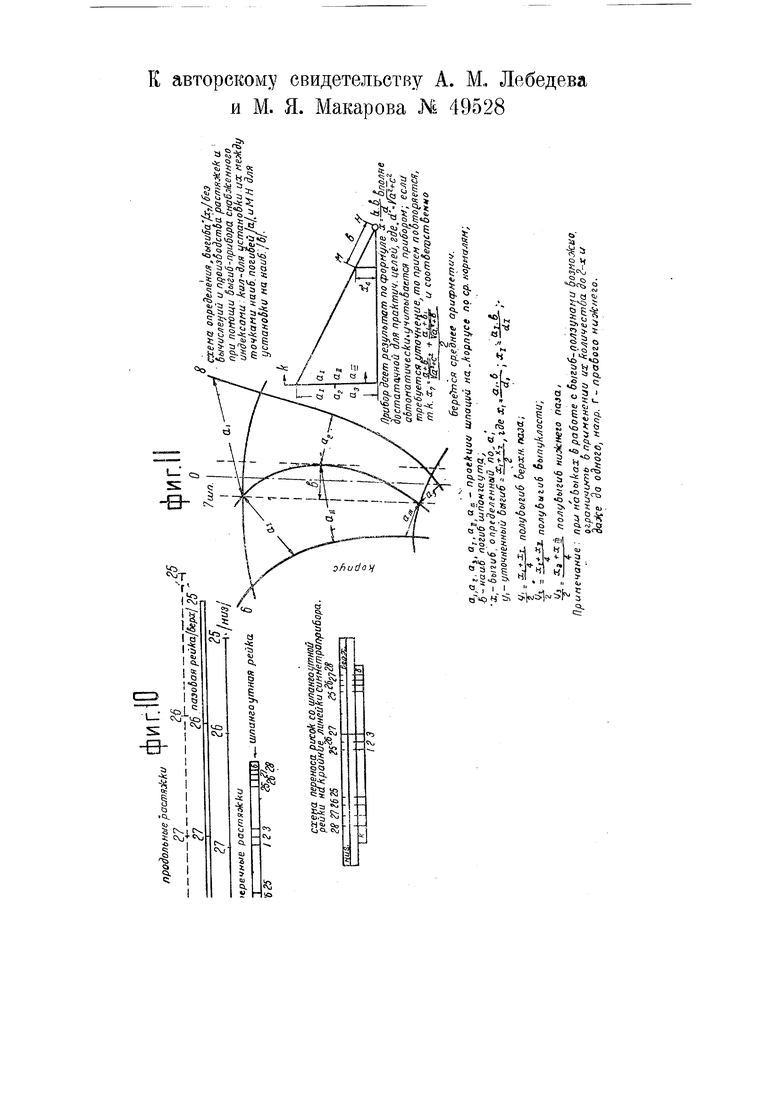
III.Растяжка шпангоутов (определение ширины листа (фиг. 7).
1 .Берут гибкую рейку толщиной, равной толщине размечаемого листа.
2.Эту рейку последовательно укладывают по обводам шпангоутов стороной, соответствующей фактическому положению листа на монтируемом „корпусе, таким образом, чтобы толщина рейки точно заняла положение толщины листа.
При крутом погибе шпангоута, когда нет возможности подобрать достаточно гибкую рейку по толщине листа, можно пользоваться и тонкой рейкой, огибая ею шпангоут с расчетом, чтобы нейтральная линия рейки приходилась против нейтральной линии листа.
3.На согнутую указанным порядком рейку помощью угольника и карандап1а наносят:
а)точки пересечения теоретических шпангоутов со средними линиями пазов;
б)намеченные на шпангоуте риски средних нормалей;
в)точки пересечения теоретических шпангоутов с линиями продоль.ных креплений.
При последовательной перестановке рейки от одного пгпангоута к соседнему снесенная на рейку риска средней
нормали предыдущего шпангоута должна совмещаться со сходственной риской последующего шпангоута.
IV.Определение растяжек пазов (фактической их длины), линии наибольших выпуклостей и продольного крепления (фиг, 8, 9 и 10). Средние линии пазов „корпуса огибают рейкой и при помощи угольника наносят на нее (рейку) точки пересечения пазов со шпангоутом (на одну сторону-верхний наз, на другую-нижний паз).
Придерживаясь какой-либо основной линии, перпендикулярной к теоретическим шпангоутам „бока и „полушироты (например, ватерлинии), сносят способом прямоугольных треугольников, как указано на фиг. 9 и 10, размеры, полученные на рейках способом, указанным выше, на соответствующие шпангоуты. Соединяя плавными кривыми точки, перенесенные с отдельных реек верхнего и нижнего паза, получают фактические длины кромок листа между шпангоутами.
По полученным точкам, придерживаясь фактического положения пазовых толщин листа на монтируемом корпусе, огибают тонкую рейку (4 X 20 мм) таким образом, чтобы толщина рейки точно заняла положение толщины листа, и сносят на нее фактические междушпангоутные длины с обозначением на каждой снесенной риске номера соответствующего ей шпангоута.
Аналогично изложенному при помощи тонкой рейки (2-4 мм) производят растяжку линин максимальных погибей шпангоутов и продольного крепления, все точки каковых растяжек сносят на длиную рейку (4 X 20 мм).
Для получения особой точности толщина рейки должна соответствовать действительной толщине листа.
V.Определение стрелок выгиба при помощи специального треугольника „выгиб прибора. Выгибом шпангоута называется остаточная кривизна линии прилегания шпангоута на плоском листе в противополоншость действительной (полной) кривизне шпангоута и листа после.его гнутья, называемой погибом.
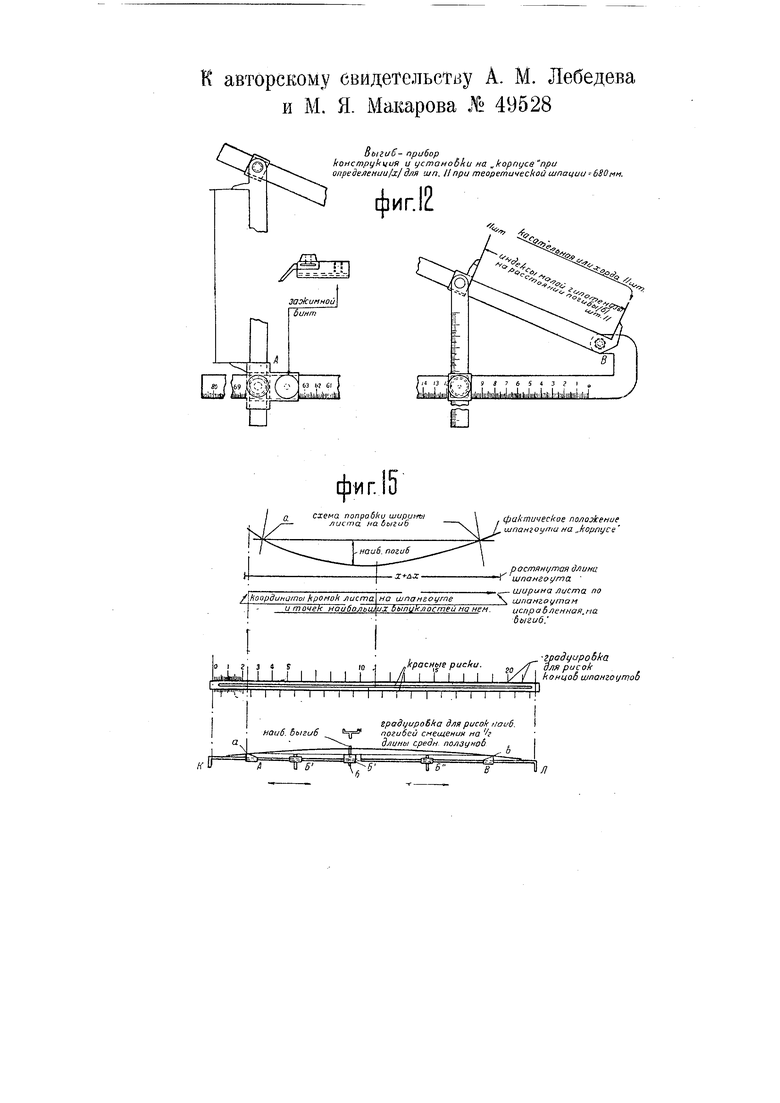
Малый катет большого треугольника
должен быть установлен и закреплен на большом катете на расстоянии по нему от оси вращения, равном размеру теоретической шпации на участке данного листа, например, 680 мм (фиг. 11 и 12).
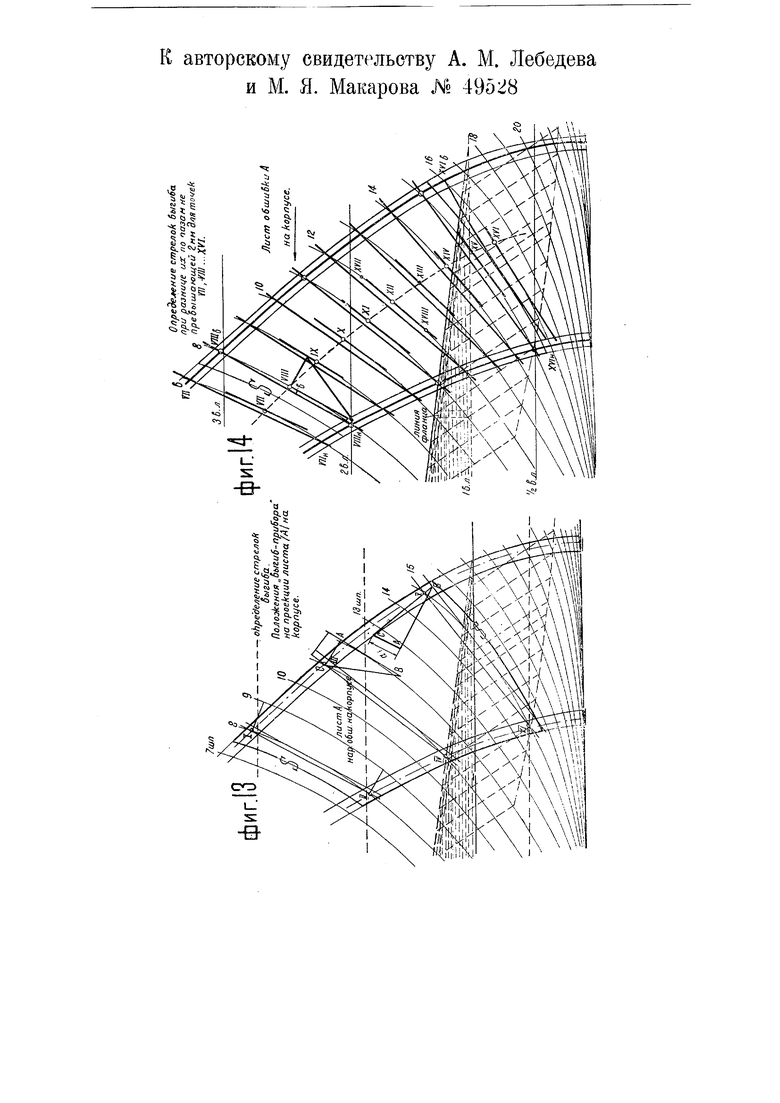
Раздвигают прибор между индексами малого катета на расстояние между шпангоутами („на корпусе) по верхнему пазу, для точки /// шпангоута 11 (фиг. 13 и 14).
Передвигают малый катет (внутреннего) треугольника на расстояние между индексами малой гипотенузы, равное установке на погиб того же шпангоута 11. Это положение прибора показано на фиг. 13 на шпангоуте 15 для точки V.
Замечают величину выгиба на градуировке малого катета (внутреннего) треугольника.
VI. Определение максимальной разницы стрелок выгиба шпангоутов по верхнему и нижнему пазам, как фактора, характеризующего степень возможного перекоса шпангоутов.
1.Прием, аналогичный описанному выше, повторяют для точки IV по нижнему пазу того же шпангоута 11.
2.Если при этом разница между замеченными выгибами в точках /// и IV шпангоута 11 окажется менее 2 мм, то производят такое же определение стрелок выгиба по пазам для шпангоута 8 в точках I-I и затем для второго крайнего шпангоута 15 в точках V-VI (фиг. 13).
3.Устанавливают разницу выгибов по пазам и для этих двух крайних шпангоутов, т. е. производят сравнение выгибов по фиг. 13 для двух крайних и одного среднегошпангоутов,например, 8, 11 и 15, т. е. находят разницу между выгибами в точках /-//, IIIIV-Уи-VI
а)если по каждому из трех шпангоутов разница стрелок выгиба по пазам будет менее 2 мм, то переходят к фактическому определению стрелок выгиба и только для точек наибольших выпуклостей шпангоутов (посредине листа), как указано ниже;
б)если на каком-лицо одном из указанных шпангоутов означенная разница окажется более 2 мм, то продолжают
определять стрелки выгиба для всех шпангоутов листа по его обоим пазам и для точек выпуклостей, как указано ниже.
VII.Определение шпангоутных выгибов при их максимальной разнице по пазам, не превышающей 2 мм.
1.Аналогично изложенному в п. I определяют „выгиб-прибором окончательно стрелки выгиба для точек W/, УШ, IX, XII (фиг. 14).
2.Вместе с определением, величины этих выгибов записывают на доску, в блок-нот или в специальную форму паспорта-листа;
3.В редких случаях неравномерной кривизны шпангоутов определяют и также записывают выгибы для промежуточных точек между пазом и средней линией, например, для точек VII и VIII по фиг. 14.
VIII.Определение выгибов при их разнице по пазам, превышающей 2 мм.
1.В этом случае дополнительно к установленным стрелкам выгиба для средней линии выпуклостей VH-XIV, аналогично вышеуказанному, определяют окончательно и величины стрелок выгиба для всех точек пересечения шпангоутов со средними линиями пазов, т. е. для точек Vlla-XVIe и УПн-ХУ на фиг. 14.
2.Вместе с определением все величины этих выгибов (пазовые и средние) делят каждую пополам и записывают эти половины в блок-нот или паспорт.
IX.Перенос растяжек шпангоутов и величин выгибов на симметроприбор. При редких случаях одновременно значительных величин погибов шпангоутов и расстояний между этими шпангоутами „на корпусе, вполне точную ширину листа мы получим, если на прибор будем переносить растяжки шпангоутов, исправленные „на выгиб, т. е. укороченные на разницу длин между дугой шпангоута на развертке и ее хордой. Это исправление очень быстро и точно получается (например, в условиях заказа металла по методу координатной паспортизации (фиг. 33Ji применением координатора
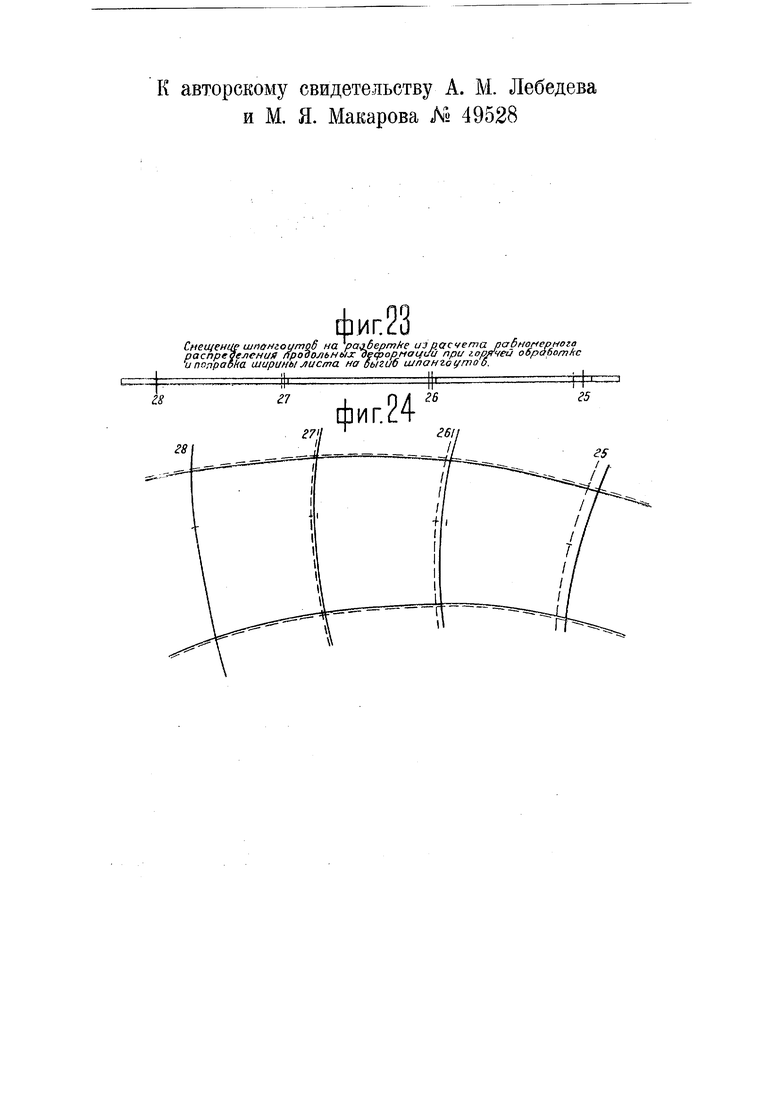
(фиг. 15). В условиях производства выкроек листов на верфях соответственное сужение кромок листа от точки выпуклости легко получить огибанием шпангоутной рейки от точки касания по кривизне шпангоутов на развертке в конце раскраивания (фиг. 23). Необходимо заметить, что таковое исправление ширины листа „на выгиб будет иметь более существенное значение лишь при переходе к сварным конструкциям листов: при клепаных конструкциях эта поправка обычно компенсируется обработкой, например, при фланжировке.
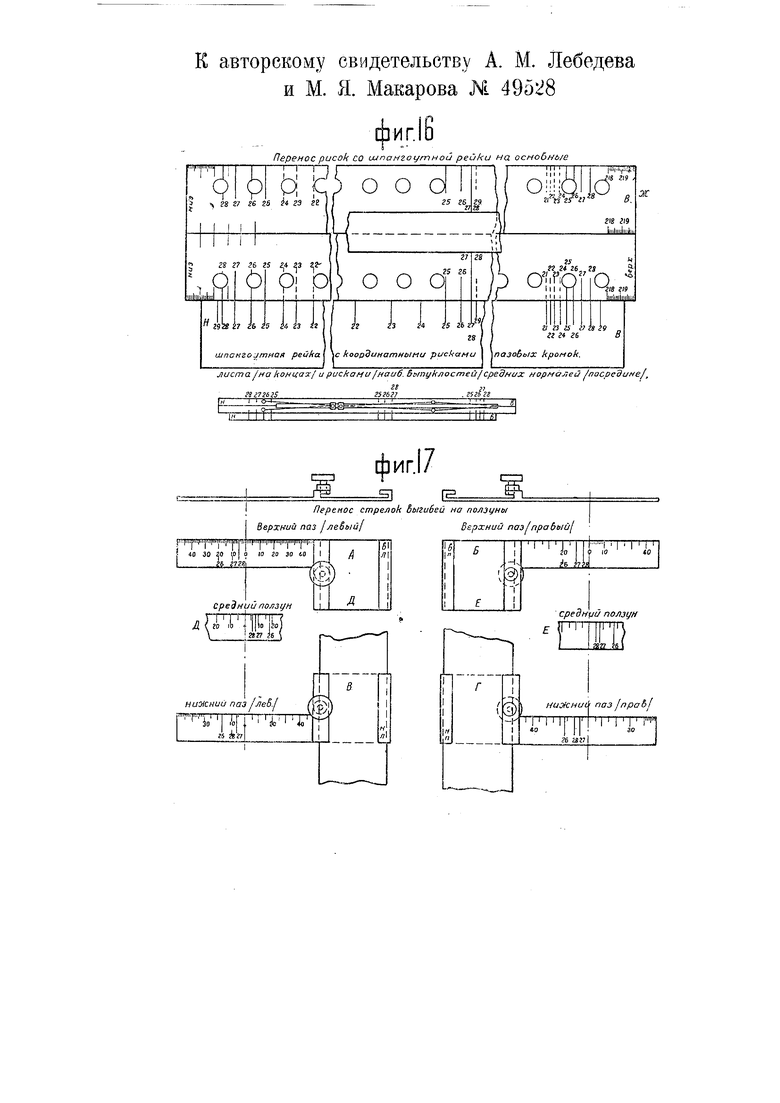
Полученные на шпангоутной рейке ширины листов и риски выпуклостей сносят (фиг. 10 и 16) на обе основные линейки прибора (случай незначительной разницы выгибов верхнего и нижнего паза). При этом рейку прикладывают к основной линейке Ж или 5 прибора натуральной величины, затем при помощи карандаша и угольника переносят с рейки на обе линейки прибора все риски пазов и средних нормалей таким образом, чтобы риски рейки одноименно нумерованных шпангоутов поместились на одинаковом расстоянии от концов каждой линейки или от их контрольной риски (т. е. симметрично).
В случаях определения выгибов по пазам и деления их пополам величины этих полустрелок сносят на выгиб- ползуны (фиг. 17).
1.Полученные полувыгибы для всех шпангоутов, например:
а)по верхнему пазу для шпангоутов 26, 27, 28 размером 15-10-5 мм.
б)по линии наибольших выпуклостей для тех же шпангоутов f-18,+8,+6 жж;
в)по нижнему пазу -17,-6,-10 мм при помощи карандаша и угольника отмечают рисками на соответствующих двух ползунах по градуировке:
а)верхнего паза соответственно погибу на корпусе влево;
б)на средних ползунах соответственно погибу вправо;
в)нижнего паза соответственно погибу влево.
2.Вместе с проведением карандашной линии отмечают под ней номер шпангоута.
Б. Развертывание листа (построение потребной выкройки листа на плоскости).
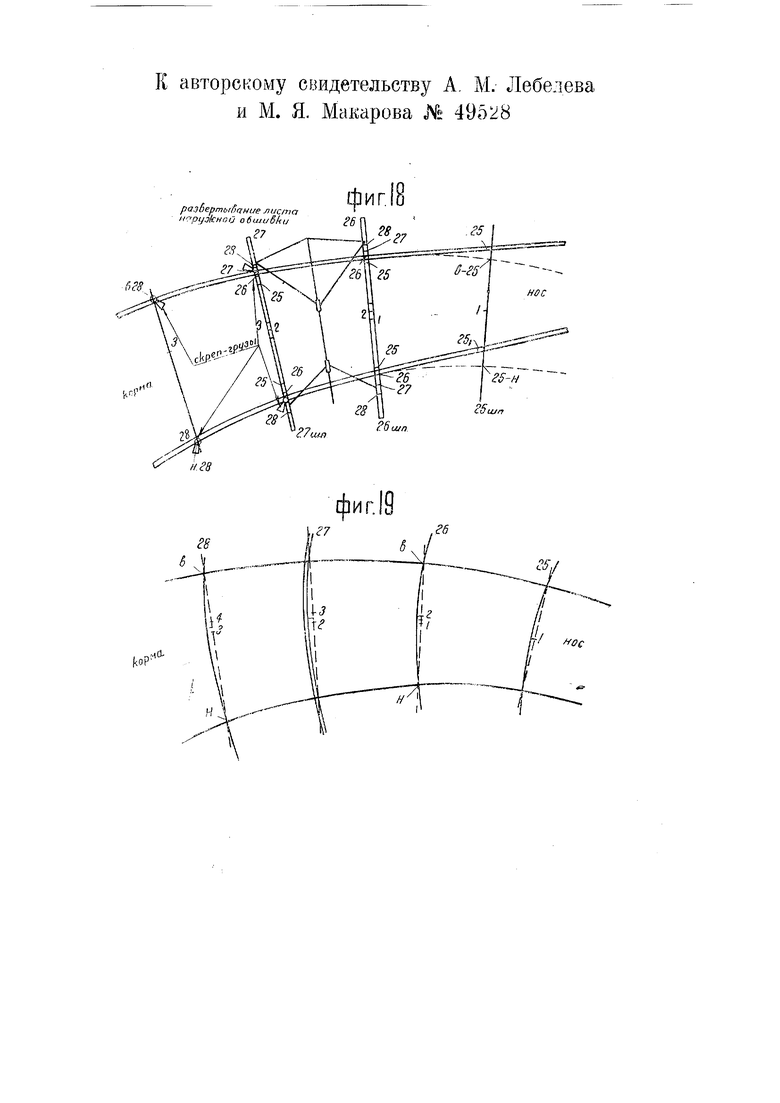
I. Построение контура листа при незначительной разнице в ы г н б о Б верхнего и н и не н е г о паза (фиг. 18).
1.Полученные две рейки кромок листа (пазовые растян ки) укладывают на размечаемом раскраиваемом листе.
2.На эти рейки поперек них накладывается симметроприбор с намеченными на его крайних линейках рисками ширины листа при каждом шпангоуте, причем
а)совмещают наружными кромками риски шпангоута 27 на левой линейке прибора (верх и низ) и на соответствующих рейках (верхнего и нижнего пазов);
б)это положение реек и левой линейки прибора закрепляют скреп-груаами на листе;
в)правую линейку прибора отводят от левой до совмещения рисок шпангоута 26, нанесенных на наружной кромке правой линейки, с рисками шпангоута 26, нанесенными на гибких рейках верхнего и нижнего пазов;
г)две совместных точки шпангоута 26 н две точки шпангоута 27 отмечают на листе рисками шила, карандаша или керном. Попутно, при этом положении правой линейки на шпангуоте 2д и левой-на шпангоуте 27, отмечают риской и точки выпуклостей 2 (по наружным кромкам прибора);
д)левую линейку прибора переносят со шпангоута 27 на 26, устанавливая и закренляя с рейками на отмеченных точках, как указано выше, а правую, аналогично как и в разделе 2-в, отводят на соответственное положение шпангоута 25. При этом рекомендуется изгибаемые по пазу рейки оставлять на листе закрепленнымн (дополнительными скреп-грузами) до получения полной развертки листа (фиг. 18);
е)перемещая прибор последовательно от шпангоута к шпангоуту и отмечая при этом на листе точки пересечения кромок прибора с растяжками пазов, получают направление на листе пазов и хорд шпангоутов.
3.Намечают на плоском листе теоретическую кривизну шпангоутов (выгибы):
а)от намеченных попутно при построении общего контура развертки листа точек наибольших погибов шпангоутов, перпендикулярно к следу нрямого шпангоута, откладывают определенные выше стрелки выгиба (в нашем примере влево см. фиг. 19); как обн,ее правило, выгиб на листе должен соответствовать ногибу „на корпусе ; т. е. если „на корпусе погиб направлен в нос, то на листе выгиб делается тоже в нос;
б)три точки (например на шпангоуте 26-„в ,2 „н (фиг. 19) соединяют при помощи гибкой рейки плавной кривой. При шпангозтах сложной кривизны и Б случае надобности особой точности строят дополнительно 1-3 стрелки выгиба;
в)проводят через эти точки плавную кривую, каковая и будет представлять линию примыкания угла (полки) шпангоута к размечаемому листу.
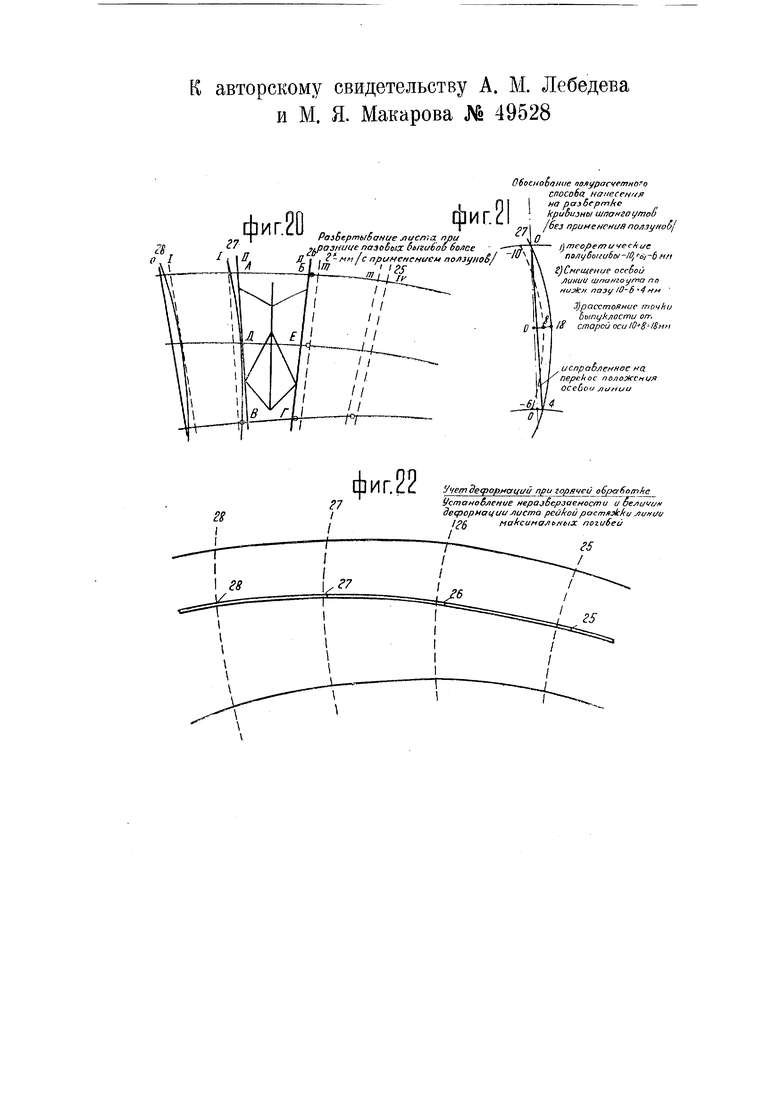
II. Построение контура листа при существенной разнице стрелок выгиба по верхнему и нижнему пазам (более 2 мм). 1. Способ полной механизации-построение направления кривизны шпангоугов одновременно с получением направления пазовых ЛИВИИ:
а)на основные линейки симметроприбора надевают выгиб-ползуны с нанесенными на них (по фиг. 17) карандашными рисками стрелками выгибов;
б)симметронрибор накладывают на лист между пазовыми рейками (фиг. 20), раздвигают ползуны (А, Б, В, Г, Д, нЕ) по соответствующим рискам щирины листа по шпангоутам на градуировке основных линеек прибора и закрепляют их при этом зажимными винтами (фиг. 17);
в)подводят сходственные (по нумерации шпангоутов) точки пазовых реек к соответственным рискам выгибов на коротких линейках четырех концевых ползунов. Закрепляют это положение реек и основного прибора скренгрузами и отмечают на листе рисками означенные четыре точки концов шпангоутов и две точки их наибольшей кривизны на плоскости по рискам выгибов на средних ползунах;
г)прибор передвигают на следующую шпацию; соответственно передвигают и закрепляют выгиб ползуна; при этом точки левой линейки попадут на прежние места рисок на листе от правой линейки;
д)подведением кромок пазовых реек их надлежащими точками к соответствующим рискам на градуировке выгиб-ползунов определяют следующие три точки и т. д.;
е)из предыдущих пп. 1-а, б, в, г, д видно, что в этом случае направление пазов листа и концов шпангоутов на нем определялось тем же порядком, как и ранее, прибором без выгиб-ползумов, но и в том случае выгибы мы откладывали отдельно и в одну сторону шпангоута, что было вполне удовлетворительно, примерно, для 900/0 листов корабля. Теперь же как кривизна пазовых кромок листа, так и кривизна шпангоутов на нем определялись одновременно удовлетворительно для 100% листов и при этом концами шпангоутов являлись не риски на основных линейках прибора, а метки полувыгибов на перпендикулярах к линейкам из этих рисок.
2. Полурасчетный способ последующего определения направления кривизны шпангоутов после получения направления назовых линий по спрямленным шпангоутам.
Этот вариант рекомендуется для случаев разницы в пазовых выгибах, достигающей 2 мм (фиг. 21 и 11):
а)определяют, как .указано выше, при помощи выгиб-прибора величины полустрелок выгиба щпангоутов по пазам и для точек выпуклостей, например, для шпангоута 27 (фиг. 21)-10, , -6;
б)направление пазовых кромок развернутого листа определяют, как указано выше, по фиг. 18, при помощи основного симметроприбора (без применения выгиб-ползунов);
в)вычитают алгебраически из величины полувыгиба нижнего паза-величину полувыгиба верхнего паза, например, -6-(-10)-(+4);
г)отмечают по нижнему пазу смещенную точку, например, шпангоута 27 на 4 млг вправо: (-|-), от основной линии (О-0) следа кромок симметро прибора;
д)складывают арифметически полустрелку выгиба верхнего паза с полустрелкой выпуклости (середины), например, для шпангоута 27 10- -8-18;
е)по перпендикуляру от отмеченной выше точки выпуклости на осевой линии О-О отмечают смещенную точку наибольшего выгиба, например, на шпангоуте 27 на величину 18 мм;
ж)три точки 1) пересечения верхнего паза с осевой линией, 2) смещенную точку нижнего паза и 3) найденную точку выпуклости соединяют плавной кривой, например, по рейке.
Применительно к ходовому большинству листов при развертывании их от среднего шпангоута величины приведенного смещения точек нижнего паза и выпуклости достаточно найти только для одного среднего шпангоута и далее сделать таковое смещение для точек всех шпангоутов листа в одну сторону на те же две величины.
В. Учеты деформации листа по его форме „на корпусе.
Различные условия и способы обработки (гнутья) нлоского листа требуют различных подходов и приемов для внесения на полученный его контур поправок, вызываемых соответственно разным распределением деформаций и в целях облегчения самого гнутья.
Рассмотрим два ходовых случая обработки:
I. Горячая обработка и HI т а мп ов к а.
1.Полученную по п. А--IV рейку pacTHHiKH линии максимальных погибей кладут на средину развертки листа таким образом, чтобы:
а)риска на рейке одного из шпангоутов, например, среднего 28, совместилась с точкой наибольшего выгиба этого шпангоута на развертке (фиг. 22);
б)рейку огибают по всем остальным точкам линии наибольших выгибов.
2.Если при этом риски сходственных номеров шпангоутов на рейке и на развертке совпадут, то поправок по форме на гнутье делать не требуется.
3.Если риски рейки подлине не совпадают со шпангоутами ра: вертки, то
посредине расстояния этого несовпадения делают на развертке риску (фиг. 22), и через эту риску проводят смещенное положение шпангоута параллельно основному (фиг. 23).
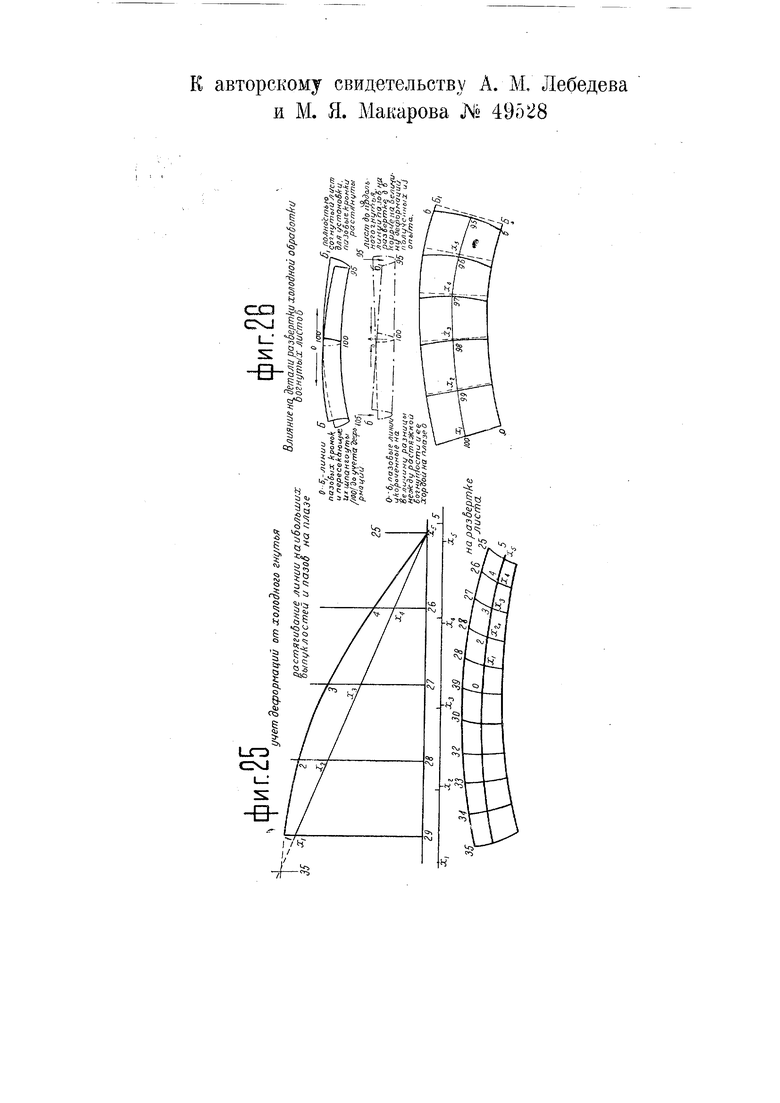
II. Выколотка и холодное гнутье на вальцах.
1.В случае производства гнутья листа путем холодного выколачивания его средней части внутри каркаса или продольно-поперечного гнутья на вальцах выпуклые листы получают деформации (удлинение) преимущественно в средней части. Пазовые же кромки практическн почти не сжимаются.
а)придерживаясь среднего шпангоута по растяжке выпуклости, укорачивают ее длину до размера стягивающей ее хорды между крайними шпангоутами;
б)соответственно укорочению каждого щиангоутного промежутка отмечают новые точки на линии выпуклости (фиг. 25);
в)через эти новые точки проводят линии шпангоутов с соответствующим выгибом.
2.При таковой же обработке вогнутых листов сжимается также преимун;ественно средина листа при незначительной деформации (растяжении) его пазовых кромок (фиг. 26).
а)придерживаясь среднего шпангоута, удлиняют линию выпуклости до среднего арифметического размера хорд верхнего и нижнего пазов;
б)отмечают соответственные новые точки на линии выпуклости;
в)через эти точки проводят новые линии шпангоутов.
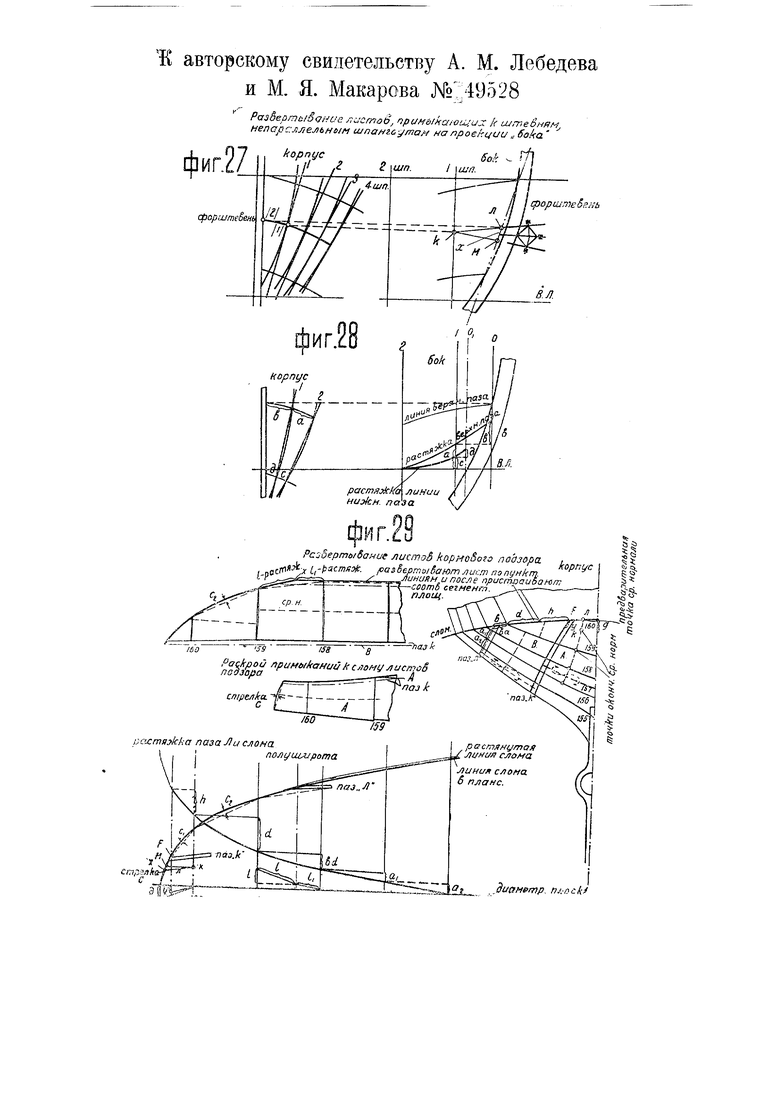
Г. Листы, примыкающие к штевням,
не параллельным шпангоутам на проекцни „бока.
Здесь же имеет место случай „Двукратной средненормальности, так как проекция форштевня на „боку не параллельна плоскостям шпангоутов (фиг. 27).
1. Обычным порядком, как в п. А-II намечают симметроприбором на листе „корпуса, примыкающем к форштевню, точки средних нормалей до кромки форштевня.
2.Намеченные, таким образом, две последния риски средних нормалей 1 на первом шпангоуте и2 на форштевне проектируют (переносят параллельно ватерлиниям) с „корпуса на те же детали (шпангоуты) „бока.
3.Из проекции точки средней нормали первого шпангоута на „боку к прибором намечают (проектируют) средне-нормальную ей точку м на кромке форштевня в проекции на „боку.
4.Точка на штевне, которая получится от пересечения его биссектрисой угла Л. К. М., и.будет представлять риску средней нормали на развернутом листе для его кромки, примыкающей к форштевню.
Практически эта точка очень легко находится при помощи сокращенного симметроприбора типа Е (фиг. 27 и 33).
5.Обычным порядк-ом, как указано выше, переносят растяжки шпангоутов „корпуса с рейки на прибор, за исключением кромки форштевня, каковая сносится на рейку и затем на прибор с „бока.
6.Растяжки пазовых кромок и последний раскрой листа производят прибором в обычном порядке.
Напомним, что определение растяжки паза от последнего шпангоута 1 до штевня (кормы или носа) производится аналогично п. А-IV, с той только разницей, что вместо шпангоутной липии, которая всегда имеется на „боку, нужно дать дополнительно линию параллельно последнему шпангоуту, проходящую через точку притыкания паза к штевню на „боку (фиг. 28), и на ней „накалывают точку, взятую с „корпуса.
Д. Листы кормового подзора.
I. Второй пример случая двукратной средне-нормальности (фиг. 29).
1.Аналогично п. 2 предыдущего примера переносят с листа А „на корпусе точки средних нормалей /с и ./г на „полушироту.
2.Точку к листа Л на „полушироте проектируют средне-нормально на линию слома и находят точку м.
3.Биссектриса угла Л. К. М. на .полушироте и пересечет линию слома в искомой точке х, основываясь на каковой, сносят на прибор часть линии слома „полушироты, замыкающей лист А,
II. В раскрое листа В подзора имеется характерный случай рентабельного нрименения на шпангоуте 159 „средненормальной лестницы и пример определения угла X в раскрое этого листа между шпангоутами 158 и 159 засечками растяжек (фиг. 29).
СТРИНГЕРЫ, ПАЛУБА, ОБОРУДОВАНИЕ И СОРТОВОЙ НАБОР.
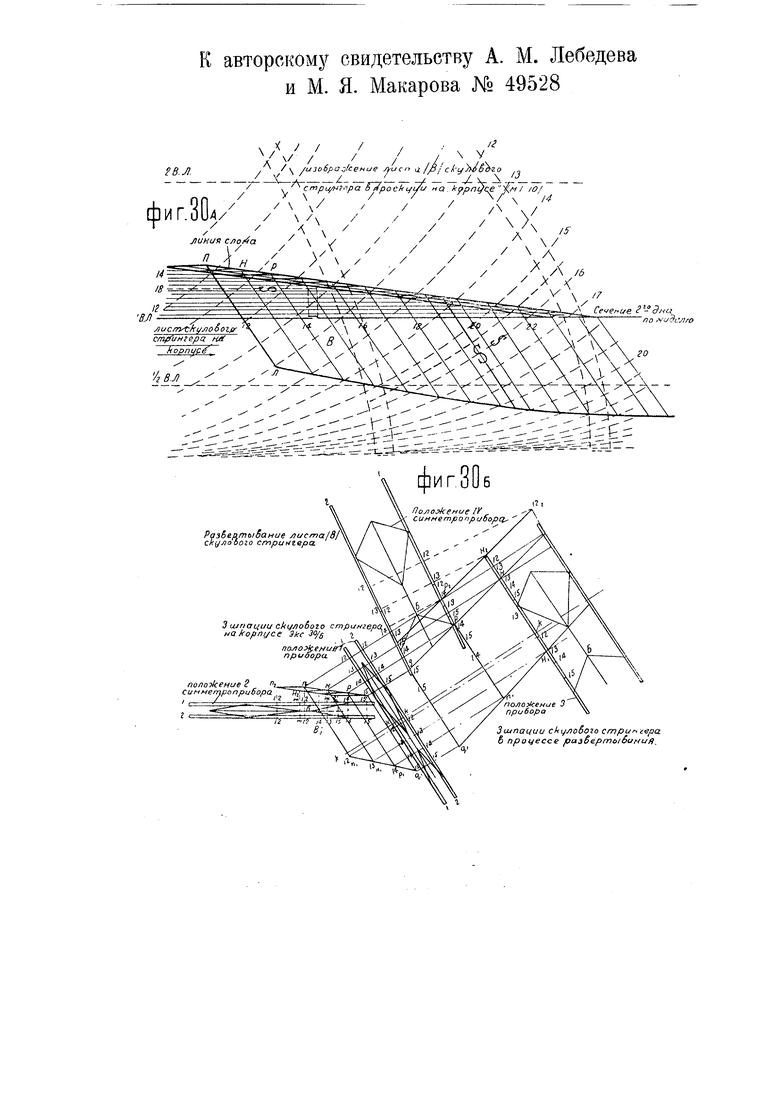
А. Развертка скулового стрингера при
параллельности его шпангоутов на
.корпусе.
I. Координирование или закономерное снесение проекций точек шпангоутов на листе стрингера с „корпуса на симметроприбор (фиг. 30А и ЗОБ).
1.Крайние линейки прибора закреплением в точке -|- ползуна Б устанавливаются „на параллельную.
2.Координирование нижней части листа;
а)первую крайнюю линейку 1 прибора устанавливают „на корпусе совмещением с теоретической линией пересечения стрингера со шпангоутной плоскостью (напр. 15). На фиг. ЗОБ эта линейка для наглядности поставлена параллельно указанной линии, что дает одинаковый результат. На эту линейку переносят при помощи карандаша и угольника точки слома q и нижней кромки листа д (см. положение 1 на фиг. ЗОБ);
б)вторую линейку 2 закрепляют неподвижно к полу паза, например, скрепгрузами, а первичную передвигают (параллельно) до совмещения с теоретической линией на стрингере следующего шпангоута (например 14) и сносят на нее аналогичные точки р и . Это параллельное перемещение и снесение точек, например, , «i, производят по всему листу на „корпусе, каковые точки затем сносят на вторую линейк;у с первой, например, при помощи карандаша и угольника;
в)при случаях очень косого положения стрингера на „корпусе, когда длины прибора при одном закреплении его второй линейки 2 недостаточно и первая линейка 1 начинает выходить за пределы ширины стрингера, необходимо вторую линейку соответственно передвигуть (например, вверх); повторить снятие последней ширины стрингера и продолжать далее снятие точек, как указано в предыдущем п. 2-6.
3.Координирование верхней части листа-фланца (см. полож. 2 на фиг. ЗОБ).
а)прибор устанавливают параллельно фланцам стрингера на „корпусе («2-«). (PZ-Р теоретическим линиям внутреннего дна или совмещают с одним из них, напр., нижним q-q, и сносят на прибор ширину этого фланца, т. е. точки слома q и верхней кромки листа q
б)вторую линейку прибора закрепляют, а первую последовательно передвигают параллельно ей (например, вверх) и сносят при этом на нее конечные ширины следующих фланцев P-PZ, н-н, п-щ.
После снятия всех точек фланцев на первую линейку, эти точки с нее переносят на вторую;
в)если второе дно не имеет подъема, то никаких пара.1лельных перемещений прибора не требуется. В этом случае, при одной установке прибора по п. 3, сразу сносят на обе его линейки точки всех фланцев {верхней кромки слома).
4.Координирование длины стрингера и его шпаций. Обычным порядком, как было указано для наружной обшивки, делают растяжку от стыка до стыка одной линии слома .... и наносят на ней перелом листа, если таковой имеется.
II. Развертывание листа на плоскость.
1. Наметка линии слома: а) на металлическом листе, который предназначен для данной детали скулового стрингера, располагают растяжку его линии слома таким образом, чтобы хватило площади (известной по ширине фланцев) между кромкой листа (верхней) и сломом; б) в обычных случаях прямой линии слома пробивают ее на означенном листе меловой ниткой или прочеркивают шилом и на ней откладывают соответствующие точки растяжки.
III. Перенос координат с прибора на лист.
1.Развертывание нижней части листа (см. иоложение 3 на фиг. ЗОБ).
а)риски слома, нанесенные ноложением 1 на нрибор по п. 1, 2 и 3, совмещают с одноименными рисками шпангоутов на растяжки линии слома, нанесенной на лист;
б)сносят на металлический лист риски нижней кромки листа (примыкания к наружной обшивке) и прочерчивают по линейке прибора окончательное направление Двух теоретических линий стрингера, например, g-q и ,
в)прибор переставляют таким образом, чтобы вторая линейка его заняла положение первой совмещением соответствующих точек второй линейки сточками, снесенными на лист с первой линейки;
г)точка первой линейки, например, н, отводится до следующего щпангоута так, чтобы она совпала с одноименной ей точкой на растяжке слома;
д)сносят с линейки на лист нижнюю точку, например, н и прочерчивают окончательное направление следа этого щпангоута на развертке стрингера;
е)этот прием повторяют для всех шпангоутов от стыка до стыка и затем соединяют полученные точки нижней кромки листа ,Pi, н нплавной кривой.
2.Развертывание верхней части листа-фланца (см. положение на фиг. 30 В).
а)совмещают точки обеих линеек прибора, например, п, н, снятые на них с „корпуса, по положению II с одноименными точками растяжки линии слома;
б)прочерчивают по линейкам окончательное направление двух теоретических шпангоутов фланца, например, п-«J и н--Kg, и отмечают точки, например, «2 2 кромки фланца;
в)делают передвижение прибора аналогично п. П/Б и соединением найденных таким образом точек gg.... получают искомый контур листа с теоретическими линиями шпангоутов на нем.
Б. Палубные стрингеры, палуба и настил внутреннего дна.
Палубные стрингеры, а также бортозыея дн: цевы, если они идут не параллельно диаметральной плоскости и имеют подъемы, развертываются аналогично приведенному примеру раскроя листа наружной общивки.
При этом для палубных листов и листов внутреннего дна при поперечном наборе корпуса судна, бимсы с их погибом будут занимать на „корпусе то же положение по отношению к симметроприбору, что и шпангоуты для него на листах наружной обшивки.
В случаях нродольной системы набора корпуса карабля, когда продольные балки принимают роль шпангоутов и идут нормально шпангоутам; при развертывании таковых балок и нанесении на прибор точек притыкамия их к на ружной обшивке линии этих точек пересечения балок со шпангоутами нужно рассматривать, как пазы наружной обшивки, а самое направление балок,как шпангоуты.
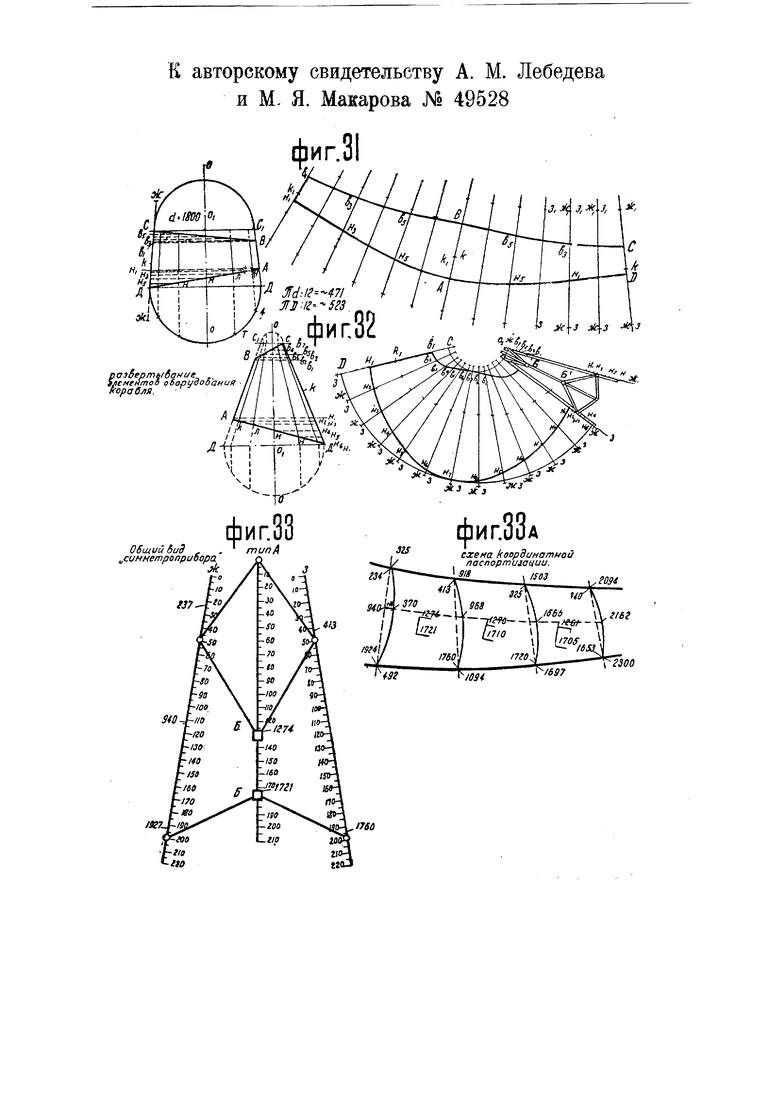
Все детали оборудования корабля, например, мачты, котельные кожуха и сами котлы, если они монтируются из листового материала со сварочными или заклепочными швами и если развертка их элементарными приемами затруднительна или длительна например, случаи конусов, вершина коих находится в бесконечности и усеченных неправильными кривыми поверхностями, быстро и просто развертываются на плоскость при помощи симметроприбора.
При развертке таких конусов следует разграничивать два случая, во-первых, случай большой конусности развертываемого листа, как пример определення при помощи симметроприбора центров, развернутых кромок конической поверхности и, во-вторых, случай малой конусности, когда обычными построениями, в виду больщих размеров радиусов, их центры определять очень длительно и в каковом случае симметроприбор дает математически точные указания о направлении этого центра и, таким образом, представляется возможность произвести правильное построение развертки без фактической отметки этого центра (фиг. 31 и 32).
1. Продолжают образующую А-В конуса до крайних сечений, нерпендикулярно к его оси, и после обычных построений проектируют точки „к.л.м.н.
на образующую Си перпендикулярно к оси О-О.
2.Ставят на образующую С-Д прибора, сносят на обе его линейки точки Sj, 621 изЙ7 и «1, «,....
3.Делают раствор прибора таким, чтобы расстояния крайних его линий ЖЖ- и 33. соответствовали раз мерам оснований равнобокой трапеции /7-Р и /7.1-Р, (т. е. составляли определенные части окружностей Д-О-Д1 и С-О-С/) и у которой боковые стороны-б - т
4.Закрепляют оба ползуна Б и 5, ставят прибор на надлежащее место листа, проводят на листе, по кромкам прибора ЖЖг и 33j и отмечают на них рисками соответствующие длины образующих: ...... е,-н,.
5.Последовательно переставляют прибор таким образом, чтобы линейка ЖЖ последующего положения совмещалась с линией 35j предыдущего, и одновременно сносят с линейки 33 на лист рисками соответствующие, следующие по порядку точки вин, повторяя этот прием до полного раскроя листа.
6.Полученные точки соединяют плавной кривой, по которой лист и обрезается.
В. Общие замечания.
1.Все линейные размеры шпангоутов, стрингеров, бимсов, карлинксов и прочих связей, распределение на них центров заклепочных и сварочных щвов должны точно сноситься, например, теми же рейками, с наметки таковых же размеров, произведенных, как указано выше, на листовых детплях корабля.
2.В случаях значительных толщин листов, принимая во внимание, что на плазовом чертеже нанесены теоретические линии не нейтральных осей, а определенные линии сторон листов, примыкающие к набору надлежит, например, после окончания развертки, по теоретическим линиями делать поправку ширины листа, по его толщине, на величину удлинения или сжатия нейтральной оси от изгиба.
По варианту второму если задана проекция листа на „корпусе и тре буетс5 построить на плоскости его кон тур с нанесением шпангоутов, т. е. за данный проекцией согнутый лист раз вернуть на плоскость, то:
1.Намечают одним из приборов рисками Л и Л симметричные точки средних нормалей между касательными (или хордами) к отрезкам шпангоутов „на корпусе, как указано на фиг. 7 и 8.
2.Обычным порядком определяют (снимают) растяжки отрезков шпангоутов при помощи шп;шгоутной рейки и отрезков пазов при помощи рейки кромок листов.
3.Все точки спрямленной шпангоутHOii рейки переносят (копируют) симметрично на обе основные линейки любого из приведенных (или подобных им) сочленений, придерживаясь рисок К и К,.
4.На плазе или прямо на поперечной кромке размечаемого листа (шаблона) пробивают обычным порядком (меловой ниткой) линию, которая будет соответствовать крайнему шпангоуту, на этой линии отмечают точки Sg, с ч Рейки кромок листа (растяжки пазов) укладывают на плаз или лист таким образом, чтобы соответствующие марки (концы рисок) их во совпали в этих же точках (марках) шпангоутной линии (фиг. 18).
5.Поперек этих двух реек помещают любое из указанных сочленений таким образом, чтобы наружная кромка одной из основных линеек (например 3) совместилась (по вертикали) точками Яг,7 и HO, с отмеченной в п. 4 прямой. В означенных узловых йб и «67 точках пазовые рейки и одна линейка сочленения 3 зажимаются скреп-грузами.
6.После этого вторая линейка сочленения Ж раздвигается и рейки кромок листа одновременно вращаются вокруг точек Sg, и «57 ДО совмещения (по вертикали) одинаковых маоок в и HQS на пазовых рейках и на кромке второй линейки. Совмещенные точки отмечаются рисками на плазе или листе, где отмечается также и риска к.
1. Скреп-грузы cнимJютcя. Первая
основная линейка 3 сочленения переносится на место второй /Л и занимается вместе с пазовыми ррйками скреп-грузами в угловых точках и Wog, после чего процесс повторяется аналогичным раздвижение.м сочленения и вращения реек вокруг точек путем сочленения и вращения реек вокруг точек е и «ее до совмещения сходственных марок
и «69.
Последовательным продолжением таковой работы до получения полного обвода листа (например, обшивки) и построением выгибов шпангоутов развертывание листа на плоскость заканчивается.
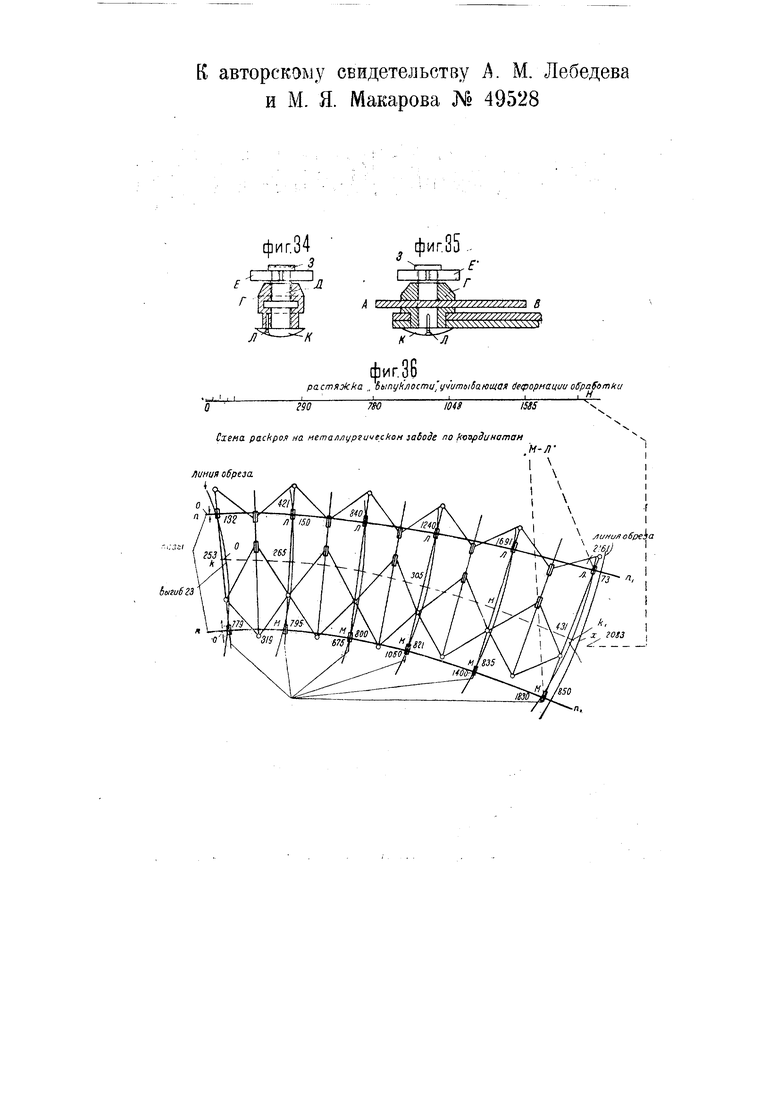
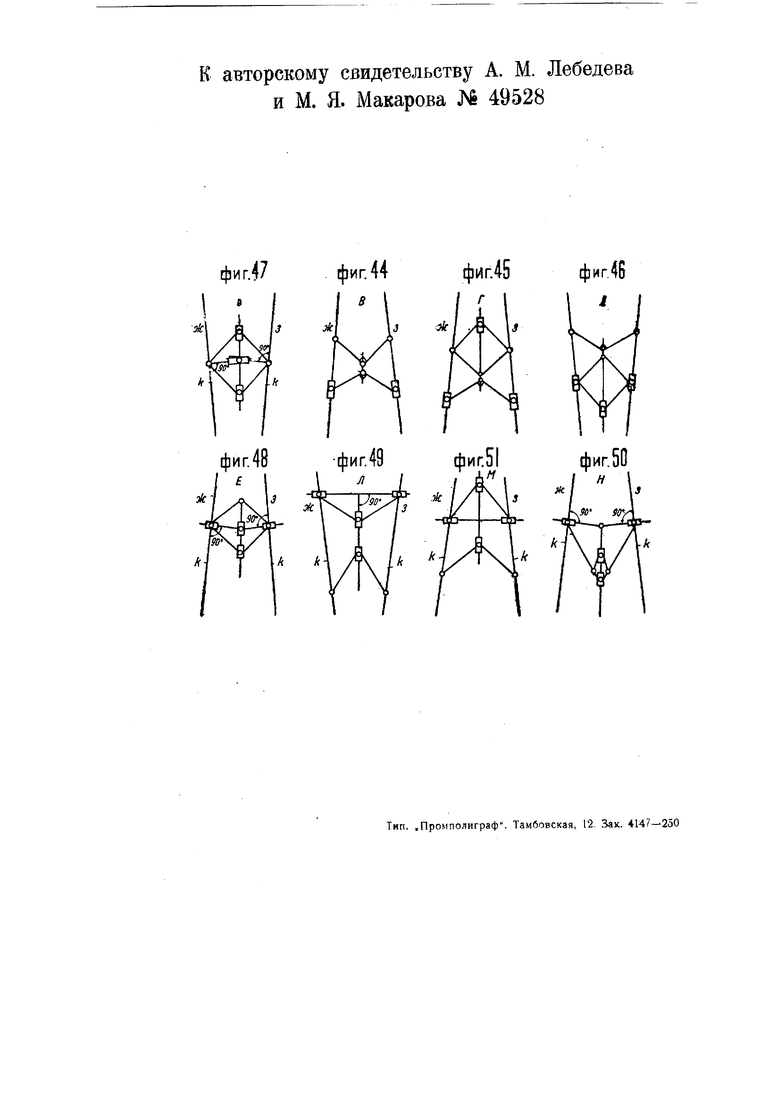
Прибор по фиг. 36 представляет собой соединение в узловых точках из сочленений любого типа приведенных выше (например, по фиг. 34 или 35) и прочих, какие допускали бы только симметричное относительное перемещение крайних линеек.
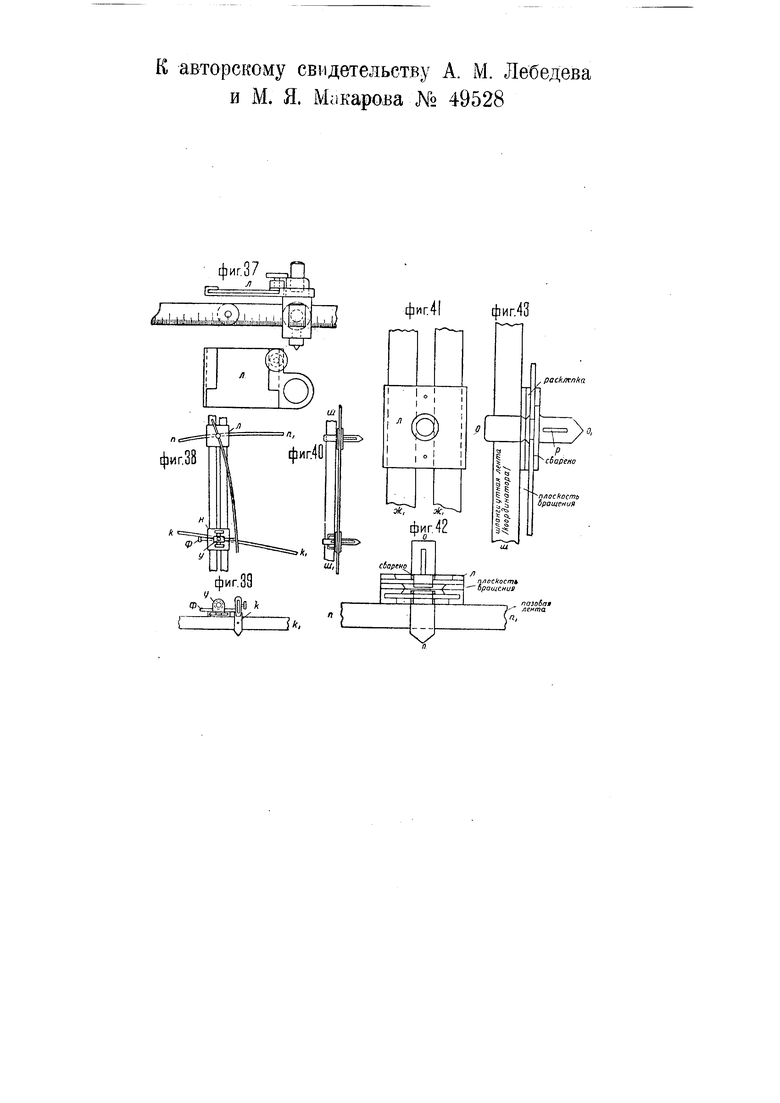
Дополнительными частями, к описанной выше конструкции прибора являются ползуны Л и М, подвижные на крайних линейках , Щ и снабженные вертикальными прорезами Р для продевания стальной градуированной ленты ««1 (фиг. 37, 38-42).
Способ пользования.
1.Получив с плаза координаты Л-/И растяжек (схему с цифрами), как указано на фиг. ЗЗА, устанавливают прибор на лист (например, цельного проката на металлургическом заводе), раздвигают прибор и продев во все ползуны с/7 и Ж (верхнего и нижнего паза) две ленты, закрепляют их на таковых ползунах крайней (левой) линейки в точках О градуированных лент.
2.Последовательно устанавливают ползуны по заданным (схемой -паспортом) точкам на градуировке крайних линеек системы и раздвигают одну за другой эти линейки прибора таким образом, чтобы все ползуны Л и УИ показывали бы на градуированных пружинных лентах цифры, заданные той же схемой и одновременно при этом производят вычерчивание через соответствующие точки кромок листа и оснований выгибов.
3.Снимают прибор и откладывают на стыках листов данные схемой „выгибы. Фактически эта проверка может производиться автоматически по градуированной средней ленте НК, продетой в промежуточные между // и Ж ползуны Я (фиг. 38-39).
Проверяют рулеткой линию выпуклостей и, если таковая окалсется между точками О и /С раскроя листа меньше данной по схеме плазовой растяжки выпуклостей ОН, (равный напр., 2083), то увеличивают длину листа по тому же изгибу на величину половины КН (разницы).
5. Обрезают лист по изгибу, параллельному кривому стыку, проходящему через найденную таким образом точку X и в законченном контуре направляют на судостроительный завод.
Предмет изобретения.
1.Прибор для вычерчивания, построения и разметки деталей корпусов кораблей, дирижаблей, котлов и т. п., состоящий из трех шарнирно сочлененных планками и снабженных делениями линеек, с двумя передвижными по средней линейке шарнирами, отличающийся тем, что передвижные шарниры Б w. Б. смонтированы на средней линейке АВ с возможностью вращения планок БД, БГ, БС и БЕ при закреплении шарниров Б и i на линейке АВ.
2.Форма выполнения прибора по п. 1, отличающаяся тем, что шарнир Б монтирован на ползуне Г, снабженном стопорным винтом Д.
3.Форма выполнения прибора по п. 1, отличающаяся тем, что крайние линейки и 3 снабжены передвижными по ним ползунами, связанными с планками, соединяющими среднюю линейку с крайними (фиг. 37-42).
4.Форма выполнения прибора по пп. 1 и 2, отличающаяся тем, что средняя линейка жестко или шарнирно соединена с перпендикулярной к ней планкой, концы которой пропущены сквозь передвижные по крайним линейкам ползуны.
5.Форма выполнения прибора по п. 1, отличающаяся тем, что крайние линейки снабжены подвижными по ним ползунами о, о с прорезами для прохода упругих градуированных лент с целью более быстрой разметки листа.
6. Форма выполнения прибора по п. 1-4, отличающаяся тем, что крайние линейки снабжены перпендикулярными к ним и подвижными вдоль них короткими линейками, для возможности определения прибором неравномерности кривизны шнангоутов на развернутом листе. 7. Форма выполнения прибора но
пп. 1-4, отличающаяся тем, что пол:;уны оо снабжены кернами.
8. Форма выполнения прибора по нп. 1-6, отличающаяся тем, что каждый из средних ползунов Н снабжен зубчатой шестерней У, сцепленной с зубчатой рейкой Ф, конец которой скреплен с керном К с прорезями для прохода градуированных лент (риг. 38, 39).


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ построения разверток деталей обшивок корпуса корабля, дирижабля и т.п. и устройство для осуществления этого способа | 1950 |
|
SU102880A1 |
| Устройство для построения разверток деталей обшивок корпуса корабля, дирижабля и т. п. | 1957 |
|
SU110918A2 |
| Прибор для определения величины х=a*b/sqrt(a^2+c^2) | 1933 |
|
SU33303A1 |
| Полуавтомат для армирования выводов полупроводниковых приборов | 1961 |
|
SU151730A1 |
| Измерительно-вычислительный координатный прибор | 1936 |
|
SU49504A1 |
| Чертежный прибор | 1990 |
|
SU1750978A1 |
| ОПРЕДЕЛЕНИЯ ТОЧЕК ГРАНИЧНЫХ ЛИНИЙСЕЧЕНИЙ, | 1971 |
|
SU311785A1 |
| КОРПУС ГЛИССИРУЮЩЕГО СУДНА | 2019 |
|
RU2723200C1 |
| Чертежный прибор | 1981 |
|
SU977214A1 |
| Чертежный прибор | 1985 |
|
SU1266760A1 |
.фиг.2
гб
к авторскому свидетельству А. М. Лебедева и М. Я. Макарова № 49528 f фиг. 4 пп Ч фиг.8 Г. 27 продолоны линий листа
к авторскому свидетельству А. М. Лебедева и М. Я. Макарова М 49528
.
U 2; 5 Ot
Нг§
1M6
X о к «0«Q §-0-
I S w 5
ft iQrS CJ
5 a 5 т c: a:
riit
tlllil
}- Ъ 0) S
t ъ iij
. S 1 Ti о R S 5- s.- о
b §s
к авторскому свидетельству А. М. Лебедева и М. Я. Макарова № 49528
kot cmpyk uя и ycmoHobku на „kopntjce при опредемнии/х/ дм шп. II при meopemu eckoCi шпации-bSOr M.
saskuMHOu
бинп
I
да КьЛ.щС }
63 Ь CI lihiivJ Ltifeu v
V lllLllilj,L.lil jlill
Выгиб- прибор
фиг.12
ф|1г.15
схема nonpa6f u wupui i
JiuoT a. на fftifzue
и nno4ek наибо ьим/х Cibinijkjiocmeu на нем. испраЬпенная.на наиб, быгиб тг погибеи смешении на , I длины средн ползуноб
фактическое положение шпангоута на „kopngce
f ноиб. nozu6
ростянс ппоя 1 ./ти
ширина листа по
J/t/t}а.на W LUnoHZOi ina iuux бы.
быгиб,
2padij -ipo6ka
ОЛЯ рис ok
koHLjoB wnoHzoijnjoa
spadijupoE/ia для поеб.
к авторскому свидетельству А. М. Лебедева и М. Я. Макарова Я«
1
г t S
Ii1.
EbS i
ct
1 k
M
Si a 5 § « ot 3
fitl
& 4 Q.
g о о S «5 i
o
rr
-e
л IN 1
1
iv
к авторскому свидетельству А. М. Лебедева и М. Я. Макарова №
Переносpucok со иипангоутной peuku на оснобнь/е
листа /на онцаос/ и puchaMu /наиб. Выпуклостей/средние: нормси;еи 1посреЭине/, г агь25агьп.агСгг
T -1-tff
Перенос стрелой Ьыгибеи но ползуны Верхний паз jлеёьш/Верхний naajпраЬый
.„-,|,„,„„р,„„р,„„,|„,,„,,,и,,., I I
40 за 0 о{ о ю ia за 1.4 I | /д Iгв
гг ,,
±itt2r
фиг.17
средний ползун
rrrlTO
Je
нижний паз /леВ.1Af- i
-nrro iW
JSife
гг гв
к авторскому свидетельству А. М. Лебелева и М. Я. Макарова № 49528
раэоертыКггние листа KoptjolcHoij o6uju5k{j
26
фиг.
СОшп
Sutn
мОkopк авторскому свидетельству А. М. Лебедева и М. Я. Макарова № 49528 фиг.20 PoiBepfbiBaHue исп;а при iDa3Ht/tje пазоБых 6i /iu6oo более Гл I применсниен ползуноё/ f)6ocf I фиг.21 фиг,22 ofwe t70Ac pcrrvPfrfHO o способа накесенчя но paiBepmhe hpu(u3H4/ шпамго (jmoG без применение nojt.iyiioBj f /ncoffeff uvfcA с/е rtSMyButfu6f J Щ 1)Смещение осевой линии шпангоута по no3f/ Ш-д 4 ни 3)расстояние rnovho boinykfiocmu orr, /S старки оси IS ни исправленное на пере/to с положения tjHuu Учет дедзорначий при горячей об/хгбот/ге У :таиоВлег1ие HepajocpsctEMocfnu и десрормации листа peukou растя / и линии -Hakcunaj tHt ix погибей
к авторскому свидетельству А. М. Лебедева и М, Я. Макарова Л 49528
Снещенце шпонгоутоб на paj6epm/fe uJ oacvema ра5ног ернога распределения проаольньи: оефорнаций при нурячей обработке и nonpaaka ширины листа на оыгиб шпангоута б.
к авторскому свидетельству А. М, Лебедева и М. Я. Макарова № 49528
I |§
г|||4| :1|2
sSj-rt
Hiss -s SUfsg
if:§5;° SS -igfCs §53ug-ssSc
So3CjS-SsOC
ойс , t ; Jcjeo
IrOK
i
а J II
I 1
ад
5i5
B1в%
s
c§
slils
-Hie I
1
O
, «o
§a 3,
nil
gi
Oo , j-e mSoP i SOtoh
.-
К авторскому свидетельству А. М. Лебедева и М. Я. Макарова №;;49528
PasBepmbiSgHue ластов, npuffii/kaiOLLiu:: / и/тебням, непарсллельншм шпангс,-./там HcrnpoehtfUU „ Coka
фиг.27
kopnyc
(рорттеВень
фиг.
Корпус ijC
So/,
шп.
cpoptunieBKfib
растяз с(а линии HuykH- поза fc Sepmo/SoHUf листод kopHO&oio поЬзора. , fjflnA-,. 1- ястяз/с. /валВергплбаютлиг.;п nonuHhrn. , irV .после присгпааи6он т tSS8 Рострой лр11мб1/(аний ff cMMi/ tJcmoS , cmpuka. С Л и слона. полушл рота фмг.й -соотб сегмент. плащ. р а cmnHijmaA .. jii/HUfi слома линия слома. 6 пяанс. Of иаметр. tu.-nckf
к авторскому свидетельству А. М. Лебедева и М. Я. Макарова № 49528 v fB,JI,/ - -Ull/ Раз(еатыВание ucmalBI CftyjjooQio CfyipuHzepo. Э шпации с1 уло6ого стренге Hakopnt/ce 3kc S%г noJioyjfeHufnt, nf uoopa поло}1сение 2 -r cuMMemponpufopa ТгГг f//г я j,2 // / / /; X / /изо6рас,сеиие yj-uc ц//9/сХ-у /( , cmpiyHj.-.pa S poe/rt i7u ма. /, / /4 / ///// / / х .. / / А / / / А / / // /6 / / / // ,., Tf ve/.e г - ЛУЧ, /70 .yJ/O Зшпации cfty/гобого стрипеера 6 pasB prriCtiBuHufi,
к авторскому свидетельству А. М. Лебедева и М- Я. Макарова № 49528 розбертмбание . %яементо6 обоауаобания ffopa6M. Общий Ьид - . т „симметроприоора ипА
к авторскому свидетельству А. М. Лебедева и М. Я. Макарова № 49528
фиг.34
-CZLILtlJ
растяэ( „ dbintjk ocmuijwmiiiSamufan Реформации o6pif6mi a
Т 290ifo1оГгш N
Схема, раскроя на металлургическом забоде по /(оирЗинатам
Линия обреза I,
Ьигибгз
фиг.85..Г //Х /////////// S
А ///лу/
i //////////////7777)L s4X.i
фиг.Зо
к авторскому свидетельству А. М. Лебедева и М. Я. Мсжарова № 49528
фиг.37
flmiiililiiiihiiiiiiibiiliHibLiiiliRJilWtiMiiiiJiiMiiijIiiiimiil
фиг41фиг.43
packJKnka.
сбаремо
о
4ч
|
5§
плоскости
ач брощений
й §1г. 42
t: d
э
л
подобая - /гента,
п.
к авторскому свидетельству А. М. Лебедева и М. Я. Макарова JSfe 49528

