Изобретение относится к области автоматики и вычислительной техники.
По основному авт. св. № 229069 известно устройство для контроля за работой производственного оборудования. Оно содержит пульты рабочих мест, датчики, блок опроса, линейный блок, блок управления регистрации, блок обработки данных, блок управления сигнализацией, синхронизатор, пульт диспетчера, оперативное запоминающее устройство (ОЗУ), блок управления выводом на печать, устройство печати и ленточный перфоратор.
Пульты рабочих мест и датчики количества опрашиваются последовательно через блок опроса центральным устройством с частотой поступления синхроимпульсов опроса. Информация о простоях оборудования и количестве выпущенной продукции, накопленная в ОЗУ по отдельным рабочим местам, может быть выведена на печать только в ручном режиме по запросу диспетчера.
Однако известное устройство не может быть применено для съема дополнительной информации.
Целью изобретения является расширение функциональных возможностей устройства, т. е. обеспечение съема дополнительной информации с ряда рабочих мест и вывода на печать этой информации в автоматическом режиме..
Эта цель достигается тем, что в предложенное устройство введены технологические датчики, индивидуальные и общий формирователи сигналов. Входы индивидуальных формирователей сигналов подключены к выходу блока опроса и к соответствующим технологическим датчикам, а выходы - к линейному блоку и через общий формирователь сигналов ко входу блока управления регистрацией.
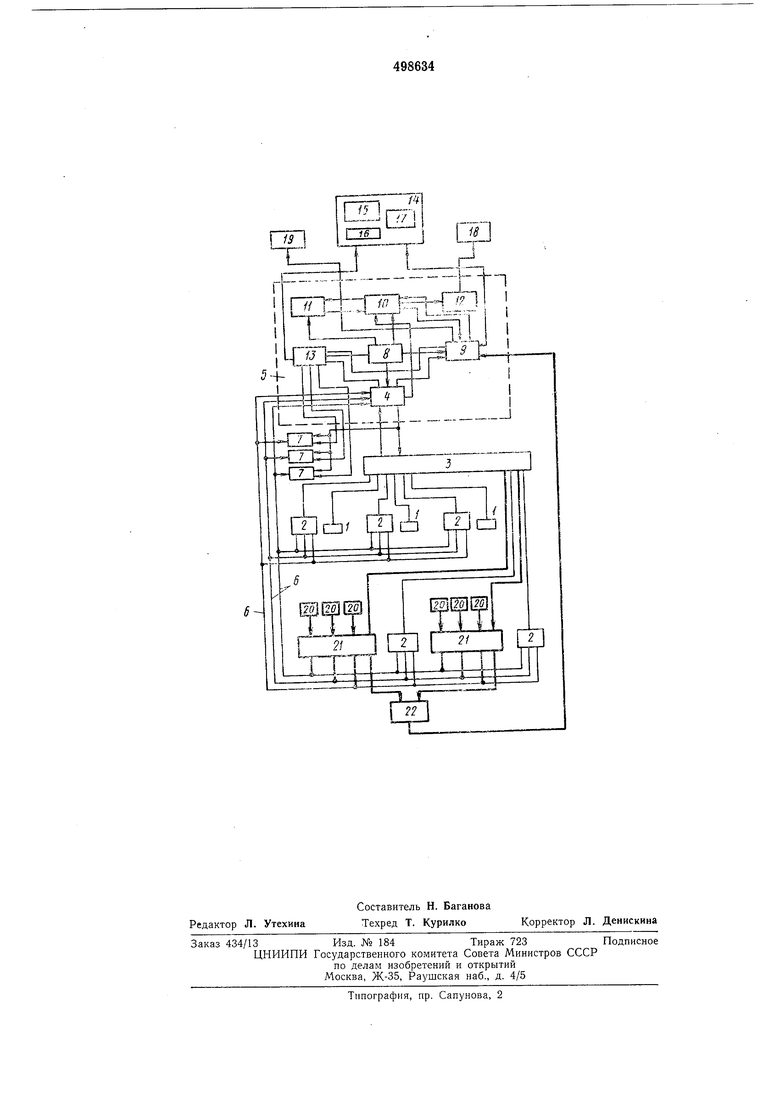
Блок-схема устройства дана на чертеже, где обозначены сигнальные датчики 1, пульты рабочих мест 2, блок опроса 3, линейньпг блок 4, центральное устройство 5, щины связи 6, вызывные табло 7, синхронизатор 8, блок управления регистрацией 9, блок обработки данных 10, ОЗУ 11, блок управления выводом на печать 12, блок управления сигнализацией 13, пульт диспетчера 14, табло 15, таблосветофор 16, наборное поле 17, печатающую машину 18, ленточный перфоратор 19 технологические датчики 20 и индивидуальные 21 и общий 22 формирователи сигналов.
Устройство работает следующим образом.
Информация о простоях оборудования собирается путем последовательного циклического опроса пультов 2 блоком 3. Частота опроса синхронизуется через блок 4 синхронизатором 8. Сигналы с датчиков 1 поступают в ячейки блока 3, которые опрашиваются теми же сигналами, что и пульты 2, и далее
Б блок 4 устройства 5. В блок 4 информация поступает по общим для всех рабочих мест шинам связи 6.
Каждое табло 7 подключено параллельно к своей шине и индицирует номера тех рабочих мест, которые вызывают или простаивают по какой-либо причине. С блока 4 сигналы вызова и простоя поступают на блок 13, который, сравнивая число пришедших сигналов по каждой службе в двух соседних циклах опроса, при положительном остатке вырабатывает предупредительный сигнал, включающий в соответствующей службе звонок и табло-светофор 16 на пульте 14. Кроме того, номера рабочих мест, которые простаивают или вызывают, индицируются на табло 15 пульта 14.
Синхронно с опросом пультов 2 из устройства И последовательно выбирается информация по данному рабочему месту и поступает в блок 10, в который с блока 4 поступают сигналы об изготовлении деталей, а с блока 9 - сигналы о простоях и серии минутных импульсов. При поступлении сигнала об изготовлении детали блок 10 к выбранному числу прибавляет единицу, и результат возвращает в ОЗУ 11 на то же место.
В определенной ячейке зоны рабочего места накапливается время, истекшее с момента изготовления детали. Если эта величина превышает уставку, то накопление прекращается и вырабатывается сигнал простоя. Если с пульта рабочего места 2 названа причина, то время накапливается в устройстве И в месте, отведенном для данной причины. Когда причина не названа, время накапливается в месте, отведенном для простоя по вине рабочего.
Сигналы о простоях с блока 4 поступают также в блок 9, в который с блока 10 приходят сигналы о начале или конце простоя. Блок формирует соответствующие кодограммы и выводит их через перфоратор 19.
Для корректировки перфоленты и вывода на нее дополнительных данных применено наборное поле 17.
Дополнительная информация о длительности отдельных фаз технологического процесса снимается следующим образом.
При поступлении с п-1 датчиков 20 сигналов о выполнении контролируемых операций техпроцесса (длительность загрузки, хЧлительность процесса плавки) и сигналов опроса с блока 3 на вход формирователя 21, на п- его выходах формируются соответствующие сигналы, которые по шинам связи 6 поступают в блок 4 устройства 5 для записи в ячейках устройства 11, отведенных для этой цели. При поступлении с п-го датчика 20 сигнала о выполнении заключительной операции техпроцесса (разгрузке печи) и сигнала опроса с блока 3 формирователь 21 формирует на выходе сигнал, поступающий на вход формирователя 22.
Выходной сигнал формирователя 22, формируемый при поступлении сигнала на его вход от любого из формирователей 21, поступает на вход блока регистрации 9, разрешает вывод информации на печать в автоматическом режиме, блокируя ручной режим печати. По окончании .печати информации с одного рабочего места из блока обработки данных 10 в формирователь 22 поступает сигнал «конец печати. После этого блок 22 формирует сигнал «гашение, который с выдержкой на время гашения снимает блокировку ручного режима печати, и устройство готово к приему информации по новому рабочему месту.
Предмет изобретения
Устройство для контроля за работой производственного оборудования по авт. св. № 229069, отличающееся тем, что, с целью расширения функциональных возможностей устройства, в него введены технологические датчики и индивидуальные и общий формирователи сигналов; причем входы индивидуальных формирователей сигналов подключены к выходу блока опроса и к соответствующим технологическим датчикам, а выходы - к линейному блоку и через общий формирователь сигналов ко входу блока управления регистрацией.
1
j 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля работы производственного оборудования | 1977 |
|
SU734764A1 |
| Устройство для контроля работы производственного оборудования | 1974 |
|
SU506885A2 |
| Устройство для контроля и регистрации производительности оборудования | 1978 |
|
SU751806A1 |
| Устройство для контроля работы производственного оборудования | 1980 |
|
SU911578A1 |
| Устройство для контроля работы оборудования | 1980 |
|
SU905838A1 |
| ВСЕСОЮЗНАЯ ПДТГНТНП-Tryi-fj.Tr IШ1 | 1973 |
|
SU377834A1 |
| Устройство для контроля и учета работы производственного оборудования | 1979 |
|
SU911579A2 |
| Система передачи и приема сигналов контроля | 1981 |
|
SU999081A1 |
| Устройство для контроля и управления работой оборудования | 1978 |
|
SU752412A1 |
| Устройство для контроля работы производственного оборудования | 1977 |
|
SU703851A1 |