Обычно при формировании пластин для свинцовых аккумуляторов пластины одного знака, погруженные в ванну, спаиваются между собой параллельно свинцовой лентой, а полученная секция свинцовой перемычкой последовательно соединяется с секцией из пластин противоположного знака соседней ванны. Пайка производится обычно газовой горелкой или вольтовой дугой.
В виду дороговизны и кропотливости этой операции было сделано много попыток осуществить электрический контакт между пластинами путем применения металлических зажимов, но они не имели успеха вследствие быстрой коррозии проводящих зажимов под действием тока и электролита. Такие зажимы выдерживают хорошо только один цикл формирования.
Согласно изобретению, электрический контакт осуществляется через непосредственное соприкосновение ушков пластин одного знака с ушками пластин противоположного знака соседнего бака. Для осуществления этого ущки решеток пластин выполняются в виде приливов, имеющих ширину, равную расстоянию между пластинами в формировочном баке. Выходя за борт формировочного бака,
прилив пластины одного знака прилегает к приливу пластины противоположного знака соседнего бака. Когда все пластины вставлены, приливы прижимаются один к другому зажимом или скобой, сделанными из дерева, эбонита или другого материала, химически стойкого против применяемого электролита.
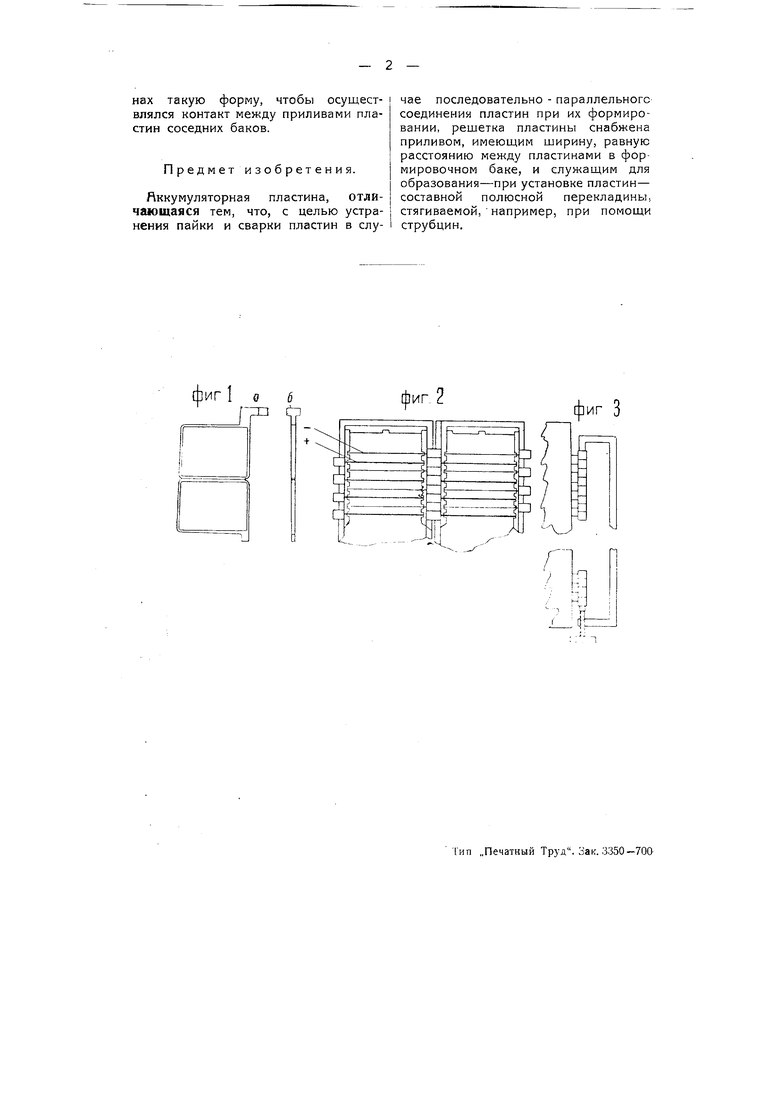
Сущность изобретения поясняется чертежом, на котором для частного случая с применением струбцины изображены на фиг. la и б - вид пластины спереди и сбоку, на фиг. 2- расположение пластин в ванне вид сверху и на фиг. 3 -зажимание приливов пластин посредством струбцины вид сбоку.
Так как в данном случае контакт осуществляется непосредственно через приливы пластин, то для каждой новой партии пластин имеются одновременно свежие контакты, которь.е осуществляют как параллельное, так и последовательное соединение пластин. Предлагаемое осуществление электрического контакта весьма надежно, не требует применения пламени или вольтовой дуги, дешево не нуждается в применении квалифицированной рабочей силы. Для каждой конструкции пластин и бака требуется придать приливам на пластинах такую форму, чтобы осуществлялся контакт между приливами пластин соседних баков.
Предмет изобретения.
Лккумуляторная пластина, отличающаяся тем, что, с целью устранения пайки и сварки пластин в случае последовательно - параллельного соединения пластин при их формировании, решетка пластины снабжена приливом, имеющим ширину, равную расстоянию между пластинами в формировочном баке, и служащим для образования-при установке пластин- составной полюсной перекладины, стягиваемой, например, при помощи струбцин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейер для формирования электродов свинцовых аккумуляторов | 1957 |
|
SU115420A1 |
| Бак для формировки аккумуляторных пластин | 1937 |
|
SU59190A1 |
| Способ определения полярности полюсов аккумуляторов | 1959 |
|
SU123591A1 |
| Устройство для соединения положительных свинцовых аккумуляторных пластин при их формировании | 1958 |
|
SU121828A1 |
| КОНВЕЙЕР ДЛЯ ФОРМИРОВАНИЯ ЭЛЕКТРОДОВ СВИНЦОВЫХ АККУМУЛЯТОРОВ | 1969 |
|
SU433571A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2000 |
|
RU2177191C2 |
| СВИНЦОВАЯ БАТАРЕЯ ЦИЛИНДРИЧЕСКИХ АККУМУЛЯТОРОВ | 2003 |
|
RU2250538C2 |
| НЕСУЩИЙ КАРКАС ДЛЯ ОТРИЦАТЕЛЬНЫХ ЭЛЕКТРОДОВ СВИНЦОВЫХ АККУМУЛЯТОРОВ | 1992 |
|
RU2078391C1 |
| Электродное реле скорости | 1939 |
|
SU56526A1 |
| ФЛЮС ДЛЯ ПАЙКИ ЭЛЕКТРОДОВ АККУМУЛЯТОРОВ ИЗ СВИНЦОВЫХ СПЛАВОВ | 2015 |
|
RU2611626C1 |
фиг I о (,
Г
