3
волны ультразвуковых колебаний и толщины контролируемого материала последний начинает вести себя как упругая оболочка, совершающая вынужденные колебания с частотой заполнения ультразвуковых имнульсов, т. е. с частотой колебания, обращенной к контролируемому материалу поверхности излучателя ультразвуковых колебаний. Таким образом, колеблющиеся слой воздуха и контролируемый материал являются связанной нагрузкой излучателя ультразвуковых колебаний, эквивалентное сопротивление которой определяет ток через него. Величина этого эквивалентного сопротивления нагрузки зависит от упругих постоянных контролируемого материала и его толщины. Для определения последней изменяющийся ток излучателя ультразвуковых колебаний преобразуют в постоянное напряжение, а при помощи показывающего прибора определяют толщину контролируемого материала.
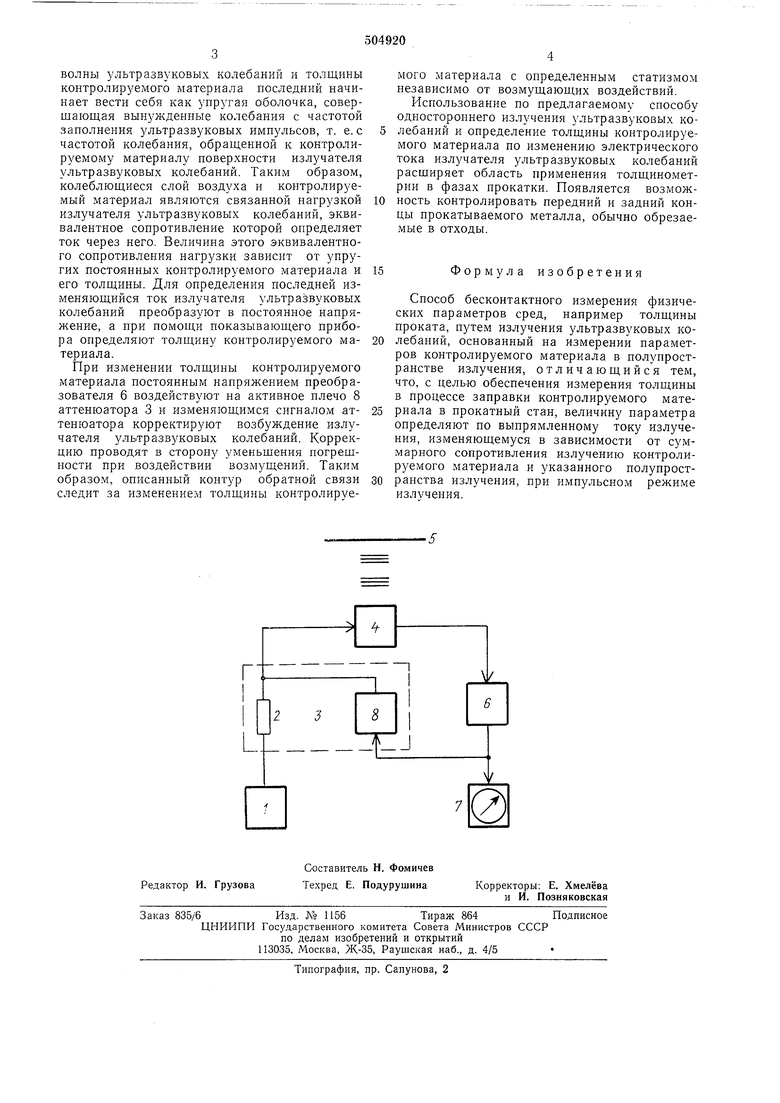
При изменении толщины контролируемого материала постоянным напряжением преобразователя 6 воздействуют на активное плечо 8 аттенюатора 3 и изменяющимся сигналом аттенюатора корректируют возбуждение излучателя ультразвуковых колебаний. Коррекцию проводят в сторону уменьшения погрешпости при воздействии возмущений. Таким образом, описанный контур обратной связи следит за изменением толщины контролируемого материала с определенным статизмом независимо от возмущающих воздействий.
Использование по предлагаемому способу одностороннего излучения ультразвуковых колебаний и определение толщины контролируемого материала по изменению электрического тока излучателя ультразвуковых колебаний расширяет область применения толщинометрии в фазах прокатки. Появляется возможность контролировать передний и задний концы прокатываемого металла, обычно обрезаемые в отходы.
Формула изобретения
Способ бесконтактного измерения физических параметров сред, например толщины проката, путем излучения ультразвуковых колебаний, основанный на измерении параметров контролируемого материала в полупространстве излучения, отличающий ся тем, что, с целью обеспечения измерения толщины в процессе заправки контролируемого материала в прокатный стан, величину параметра определяют по выпрямленному току излучения, изменяющемуся в зависимости от суммарного сопротивления излучению контролируемого материала и указанного полупространства излучения, при импульсном режиме излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесконтактный ультразвуковой толщиномер | 1974 |
|
SU503127A1 |
| Способ бесконтактного измерения физических параметров сред | 1974 |
|
SU542905A1 |
| СПОСОБ КОНТРОЛЯ СВОЙСТВ ЖИДКИХ СРЕД | 2011 |
|
RU2473076C2 |
| Способ испытаний кавитационной эрозии | 2020 |
|
RU2739145C1 |
| Способ автоматического регулирования толщины полосы на прокатном стане и устройство для его осуществления | 1977 |
|
SU710706A1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ; ФИЗИЧЕСКИХ ПАРАМЕТРОВ СРЕД' | 1973 |
|
SU453629A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| Способ определения сопротивления излучения пьезокерамического преобразователя и устройство для его осуществления | 1989 |
|
SU1755170A1 |
| Бесконтактный толщимер | 1976 |
|
SU597926A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 2008 |
|
RU2391159C1 |
