Способ испытаний кавитационной эрозии относится к области контроля стойкости (прочности) материалов и их защитных покрытий при воздействии концентрированных потоков вещества и энергии и может быть использован для прогнозирования свойств известных материалов и поиска новых материалов и покрытий, способных обеспечить надежную и долгую работу деталей механизмов и машин, используемых в самых различных отраслях промышленности.
Одним из возможных механизмов разрушения металлов (и других материалов) и их покрытий является кавитация, которая представляет собой процесс образования и последующего схлопывания парогазовых пузырьков в жидкости. Это явление встречается повсеместно, поскольку гидродинамическая кавитация возникает в результате локального понижения давления в жидкости, за счет движущихся в ней элементов различных механизмов (насосов, например) или при обтекании жидкостью неподвижных элементов, а акустическая кавитация возникает в жидких средах при распространении в них акустических колебаний большой интенсивности.
Кавитационный процесс на поверхностях изделий (покрытий) сопровождается рядом вторичных явлений, к числу которых относятся: ударные волны, кумулятивные струи, локальное повышение температуры, электрические разряды, выделяющиеся газы, которые могут быть агрессивными или способствовать окислительным процессам. Все эти явления негативно сказываются на состоянии поверхностей элементов, деталей и машин, непосредственно находящихся или работающих в жидкой среде, приводят к быстрому износу реакторов, теплообменников, трубопроводов, насосов и других элементов, снижают производительность оборудования, сокращают сроки его эксплуатации.
Поэтому, усилия создателей нового оборудования для специальных отраслей промышленности (атомная, химическая, металлургическая) направлены на поиск и применение таких материалов и покрытий, которые способны обеспечить длительную надежную эксплуатацию оборудования, в том числе в условиях кавитационного воздействия.
В настоящее время, для определения степени кавитационной эрозии материалов и их покрытий применяется способ испытаний кавитационной эрозии, регламентированный стандартом ASTM G32-10 «Стандартный способ испытаний кавитационной эрозии» [1], принятый за прототип.
Способ испытаний кавитационной эрозии, принятый за прототип, заключается в размещении образца с испытываемым материалом или покрытием в жидкой среде перед торцевой поверхностью излучателя ультразвуковых колебаний, подачи от электронного генератора на электроды пьезоэлектрического преобразования электрического напряжения, преобразовании электрической энергии в механические колебания, их передаче до торцевой поверхности излучателя, обеспечении колебаний на ультразвуковой частоте, формировании в зазоре между торцевой поверхностью излучателя и образцом кавитационного процесса, его реализации в течении времени, достаточного для разрушения поверхности исследуемого материала или покрытия и определении их кавитационной стойкости по изменению массы или толщины исследуемого материала или покрытия.
Этот стандарт не только регламентирует проведение испытаний, но и определяет требования к применяемому оборудованию.
Для реализации способа испытаний кавитационной эрозии, принятого за прототип, при воздействии кавитации в воде при нормальных условиях (температура и давление) используется специализированное оборудование [2].
В настоящее время ситуация существенно осложняется тем, что используемые в рабочих механизмах жидкие среды могут иметь аномально высокую температуру, находиться под большим избыточным давлением, быть химически агрессивными из-за наличия в них химических реагентов в виде кислот, щелочей или агрессивных газов (типа озона).
Поэтому выбор и поиск материалов невозможно обеспечить без исследований кавитационной эрозии различных материалов и покрытий при высоких температурах, давлениях и в химически активных жидкостях.
К сожалению, использовать известный способ для испытаний кавитационной эрозии при высоких давлениях, температуре до 1000 градусов Цельсия и в различных по свойствам жидких средах (в том числе -агрессивных) нельзя по следующим причинам:
- из-за невозможности проведения испытаний кавитационной эрозии в высокотемпературных и агрессивных средах без применения специальных средств и методов формирования колебаний и их введения в среды, т.е. без использования специальных рабочих инструментов и специальных технологических объемов;
- из-за невозможности контроля и управления степенью ультразвукового воздействия (амплитудой колебаний инструмента) в различных средах и условиях для обеспечения равенства создаваемого ультразвукового воздействия в различных жидких средах, в которых проводятся исследования;
- из-за невозможности обеспечения равного по эффективности кавитационного процесса (степени развитости кавитации) в зазоре между излучающем инструментом и исследуемым образцом в различных средах и при различных условиях за счет управления кавитационным процессом.
Выявленные недостатки прототипа являются причиной получения недостоверных результатов исследований и исключают возможность принятия правильных решений при выборе материалов для эксплуатации в условиях кавитационного воздействия.
Без устранения перечисленных причин применение прототипа для испытаний кавитационной эрозии в аномальных условиях невозможно.
В связи с этим возникает необходимость создания способа испытаний кавитационной эрозии материалов и покрытий при аномально высоких температурах и избыточном давлении, т.е. способа, способного обеспечить высокую эффективность (точность, надежность) определения кавитационной прочности различных материалов, предназначенных для эксплуатации в условиях кавитационного воздействия в аномальных условиях.
Технический результат, достигаемый предлагаемым техническим решением, выражается в повышении достоверности результатов исследований и обеспечении возможности принятия правильных решений при выборе материалов для эксплуатации в условиях кавитационного воздействия в аномальных, по температуре, давлению и степени агрессивности, условиях.
Суть предлагаемого технического решения заключается в том, что в известном способе испытаний кавитационной эрозии заключающемся в размещении образца с испытываемым материалом или покрытием в жидкой среде перед торцевой поверхностью излучателя ультразвуковых колебаний, подачи от электронного генератора на электроды пьезоэлектрического преобразования электрического напряжения, преобразовании электрической энергии в механические колебания, их передаче до торцевой поверхности излучателя, обеспечении колебаний на ультразвуковой частоте, формировании в зазоре между торцевой поверхностью излучателя и образцом кавитационного процесса, его реализации в течении времени, достаточного для разрушения поверхности исследуемого материала или покрытия и определении их кавитационной стойкости по изменению толщины исследуемого материала или покрытия, ультразвуковые колебания вводят в жидкую среду через излучатель, кратный по длине половине длины волны и выполненный из термо- или химически стойкого материала, причем часть рабочего инструмента, кратную по длине четверти длины волны, размещают в среде с аномальными условиями по химической активности, температуре или давлению, а другую, кратную четвертьволновой длине часть инструмента, со стороны соединения с пьезопреобразователем, размещают в нормальных условиях и обеспечивают ее охлаждение, амплитуду колебаний торцевой поверхности рабочего инструмента в жидкой среде с аномальными условиями устанавливают по величине тока механической ветви пьезоэлектрического преобразователя, являющегося разностью между током, протекающим через преобразователь колебательной системы и реактивной емкостной составляющей этого тока, обеспечивая изменением подаваемого на электроды пьезопреобразователя электрического напряжения соответствие этой величины, значению тока механической ветви в воде при нормальных условиях, в ходе реализации кавитационного процесса непрерывно контролируют скорость изменения волнового сопротивления кавитирующей среды по значениям измеряемых тока механической ветви и напряжения на пьезопреобразователе и сравнивают его значение со значением скорости изменения волнового сопротивления воды в нормальных условиях и устанавливают их равенство перемещая образец с испытуемым материалом в направлении к торцевой поверхности излучателя, устанавливают минимальное значение напряжения питания, достаточное для обеспечения заданной скорости изменения волнового сопротивления при минимальной амплитуде колебаний.
Предлагаемый способ испытаний кавитационной эрозии поясняется Фиг. 1, Фиг. 2, Фиг. 3, Фиг. 4, и Фиг. 5.
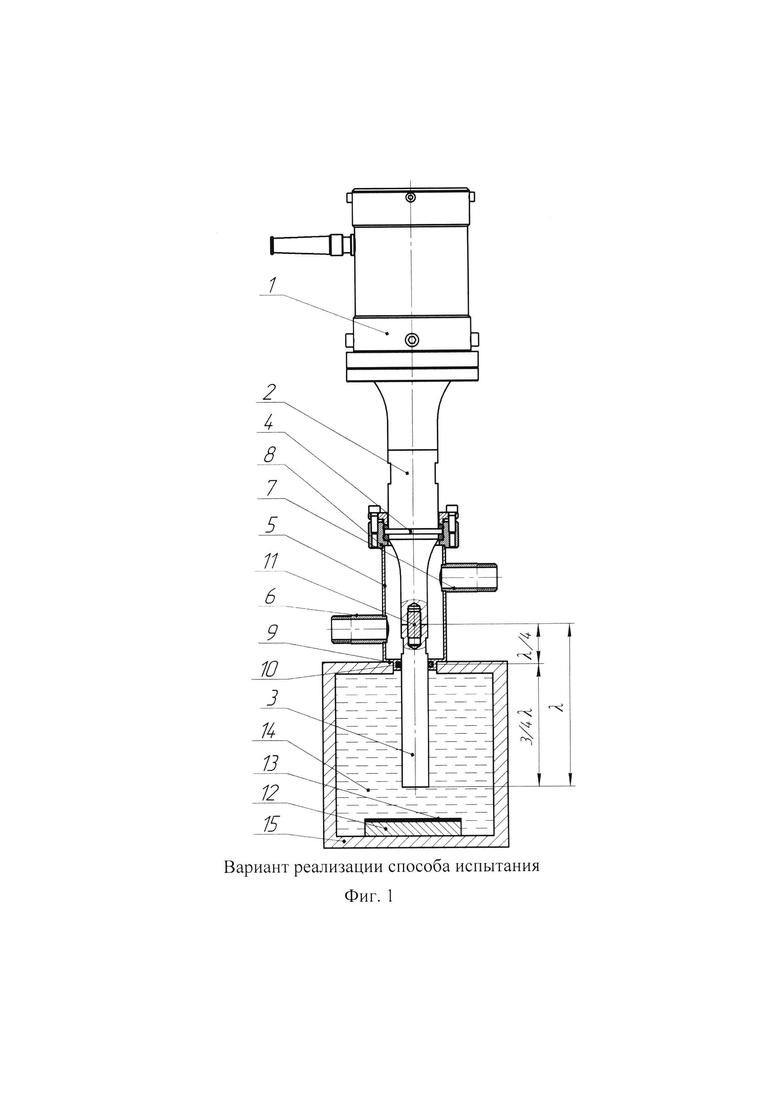
На Фиг. 1 иллюстрируется вариант реализации способа испытаний кавитационной эрозии. В способе испытаний для создания механических колебаний ультразвуковой частоты применяется пьезоэлектрическая колебательная система, конструктивно выполненная в виде пьезоэлектрического преобразователя 1 электрических колебаний в механические, концентратора 2 - усилителя механических колебаний, излучателя 3 - рабочего инструмента из ниобия, тантала или их сплавов. Длина инструмента кратна половины длины волны продольных колебаний ультразвука на частоте его возбуждения.
На концентраторе, в месте минимума механических колебаний выполнен крепежный поясок 4, симметрично оси концентратора и излучателя размещена охлаждающая камера 5, выполненная в виде полого цилиндра с патрубками ввода 6 и вывода 7 охлаждающей жидкости. Одна из торцевых поверхностей 8 полого цилиндра охлаждающей камеры герметично закреплена на пояске концентратора 4. Вторая торцевая поверхность 9 охлаждающей камеры 5 имеет центральное отверстие и герметично закреплена при помощи эластичного уплотнения 10 на поверхности излучателя в месте, расположенном на расстоянии, равном четверти длины волны колебаний в излучателе от места соединения 11 излучателя с концентратором.
Образец с испытываемым материалом 12 или покрытием 13 размещается в жидкой среде 14 перед торцевой поверхностью излучателя ультразвуковых колебаний в герметичном технологическом объеме 15.
При испытании кавитационной эрозии от электронного генератора на электроды пьезоэлектрического преобразования подается электрическое напряжение, которое преобразуется в механические колебания и они передаются до торцевой поверхности излучателя, обеспечивая формирование в зазоре между торцевой поверхностью излучателя и образцом кавитационного процесса, его реализации в течении времени, достаточного для разрушения поверхности исследуемого материала или покрытия и определении их кавитационной стойкости по изменению толщины исследуемого материала или покрытия.
Отличительной особенностью предложенного способа является введение ультразвуковых колебаний в жидкую среду через излучатель, имеющий длину, кратную половине длины волны λ/2 (на примере, равную λ) и выполненный из термо- или химически стойкого материала, причем часть рабочего инструмента, кратная λ/4 (на примере 3λ/4) размещается в среде с аномальными условиями по химической активности, температуре или давлению, а другая, кратная четвертьволновой длине (на примере λ/4) часть инструмента, со стороны соединения с пьезопреобразователем, размещается в нормальных условиях и обеспечивается ее охлаждение. Ведение колебаний через инструмент 3 из ниобия, тантала или их сплавов, характеризующихся высокой химической стойкостью и температурой плавления, значительно превышающей (не менее 2 раз) температуры плавления легких сплавов позволяет решить проблему непосредственного ультразвукового воздействия на жидкие среды с температурой до 1000 градусов.
Возможность регулирования (изменения) амплитуды электрического напряжения на электродах пьезопреобразователя позволяет изменять амплитуду механических колебаний пьезопреобразователя и, соответственно, торцевой поверхности рабочего инструмента. Но для установления необходимой и достаточной амплитуды необходимо производить ее непрерывное измерение и стабилизации установленного значения.
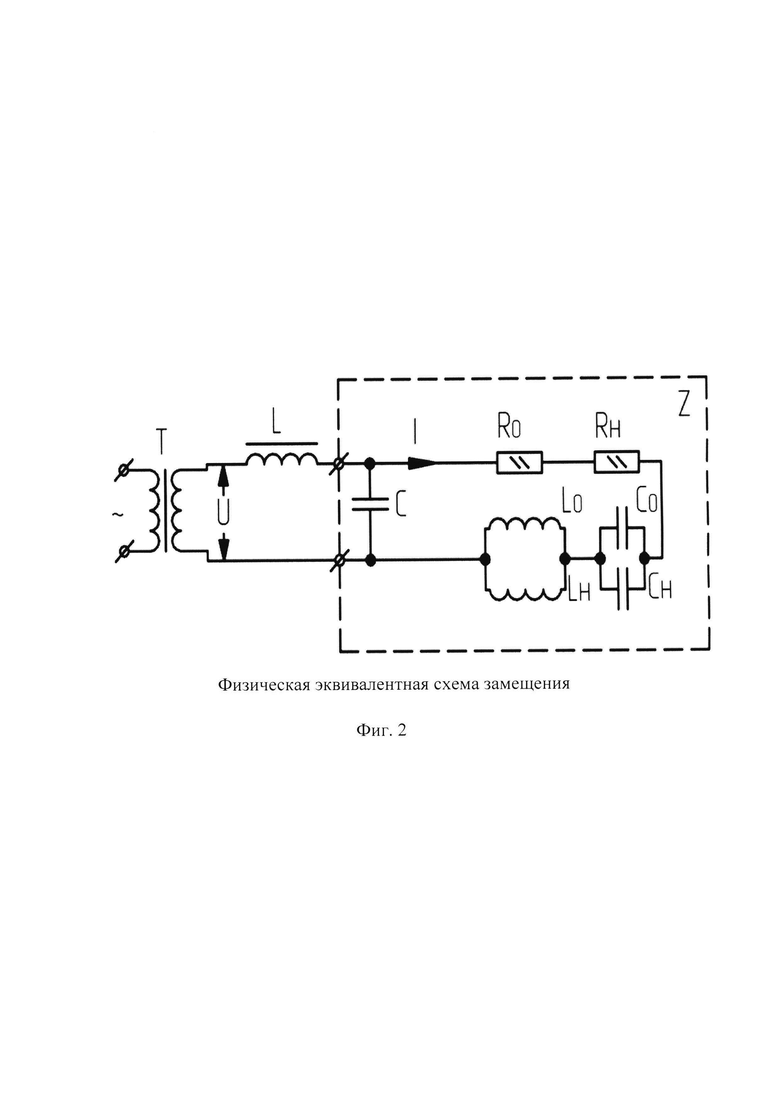
На Фиг. 2 иллюстрируется возможность контроля амплитуды механических колебаний торцевой поверхности рабочего инструмента на основании контроля электрических параметров пьезоэлектрической колебательной системы. Представленная электрическая эквивалентная схема замещения колебательной системы с пьезоэлектрическим преобразователем, с комплексным сопротивлением Z учитывает наличие акустической нагрузки, где индуктивность L0 - эквивалентна колеблющейся массе, обусловленной собственными свойствами (инерционными) ультразвуковой колебательной системы, емкость С0 - эквивалентна упругости материала, из которого изготовлена ультразвуковая колебательная система, а активное сопротивление R0 - соответствует сопротивлению механических потерь, RH - сопротивлению излучения колебательной системы, LH - эквивалентна колеблющейся массе, обрабатываемой жидкой фазы, присоединенной к излучающей поверхности, емкость СН - обусловлена наличием у обрабатываемой среды упругих свойств, С - электрическая (статическая) емкость пьезопреобразователя. Элементы Т и L представляют собой трансформаторно-дроссельную схему согласования УЗКС с выходом электронного УЗ генератора.
При реализации процесса ультразвукового воздействия, для точной настройки на резонансную частоту колебательной системы, с работающими в различных средах и при различных условиях инструментами, используется критерий равенства фазы между электрическим напряжением на пьезопреобразователе и током I в ветви, образованной элементами L0, С0, R0, LH, Сн, RH (т.е. механической ветви колебательной системы), так как ФЧХ тока I в механической ветви, соответствует ФЧХ амплитуды колебаний рабочего окончания инструмента, и свободна от влияния изменяющейся емкости пьезокерамических элементов С и величины акустической нагрузки.
При осуществлении способа амплитуду колебаний торцевой поверхности рабочего инструмента в жидкой среде с аномальными условиями устанавливают по величине тока механической ветви пьезоэлектрического преобразователя, являющегося разностью между током, протекающим через преобразователь колебательной системы и реактивной емкостной составляющей этого тока. Изменением электрического напряжения, подаваемого на электроды пьезопреобразователя обеспечивают соответствие измеряемой величины тока механической ветви, значению тока механической ветви в воде при нормальных условиях, т.е. обеспечивают равенство амплитуд колебаний в воде при нормальных условиях и любой жидкой среде, в которой проводятся исследования при аномальных условиях.
Для обеспечения равного по эффективности кавитационного процесса на исследуемой поверхности реализовано управление процессом, основанное на контроле изменения активного сопротивления среды.
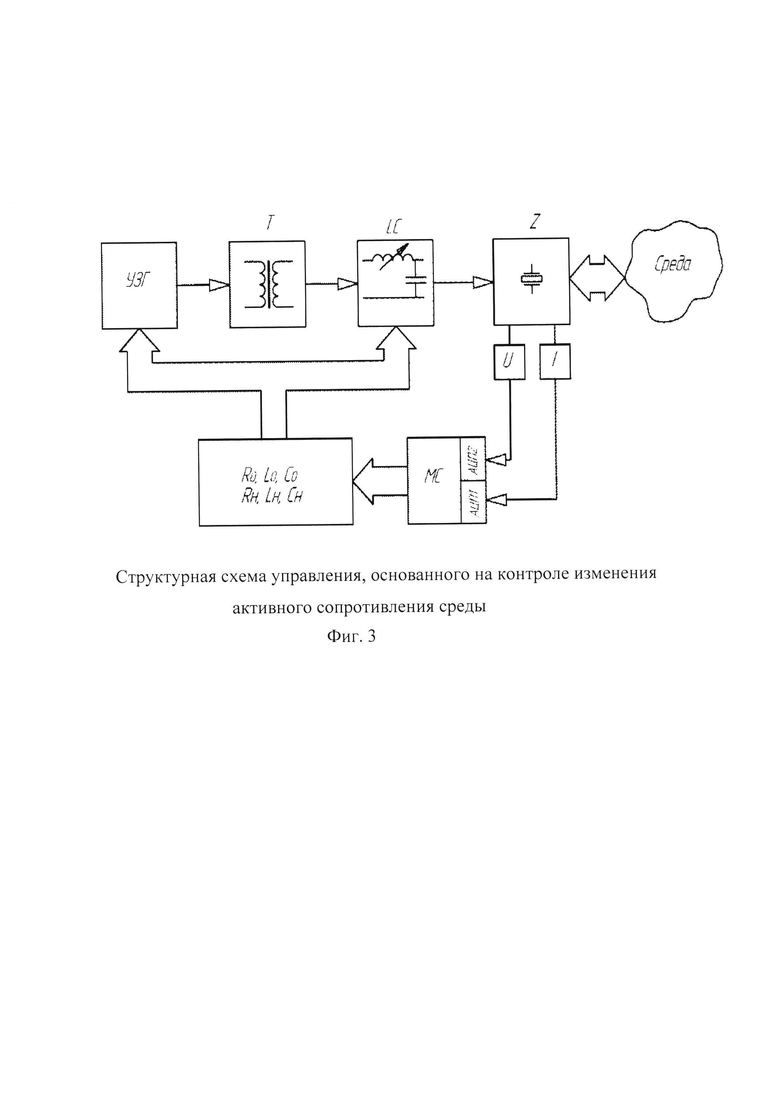
На Фиг. 3 поясняется реализация этого при осуществлении способа испытаний кавитационной эрозии.
Для того, что бы в ходе реализации кавитационного процесса непрерывно контролировать скорость изменения волнового сопротивления кавитирующей среды необходимо определять значения не только измеряемого тока механической ветви, но и контролировать напряжение на пьезопреобразователе. Скорость изменения волнового сопротивления кавитирующей среды необходимо сравнивать со значением скорости изменения волнового сопротивления воды в нормальных условиях и устанавливают их равенство для обеспечения соответствия эффективности процессов в воде при нормальных условиях и любой другой среде, в которой проводятся испытания. Это обеспечивается изменением условий формирования кавитационной области, т.е. перемещением образца с испытуемым материалом в направлении к торцевой поверхности излучателя. Максимальное значение эффективности кавитационного воздействия обеспечивается при установлении минимального значения напряжения питания, достаточного для обеспечения заданной скорости изменения волнового сопротивления при минимальной амплитуде колебаний.
Структурная схема системы контроля (измерительной части) ультразвукового электронного генератора, для контроля акустической нагрузки имеет блок выделения тока механической ветви (I) и цепь измерения напряжения на пьезоэлементах колебательной системы (U), и управляющий микроконтроллер (МС). Получаемая информация о напряжении на пьезоэлементах, токе механической ветви и фазовых соотношениях этих сигналов, а также информация о наличии нагрузки системы поступает на управляющий микроконтроллер, который управляет частотой генератора, и производит выше описанные вычисления для случаев холостого хода и режимах работы колебательной системы при наличии нагрузки, а также вырабатывает управляющие сигналы для блока согласования (LC) электронного генератора и системы.
Поскольку акустическая нагрузка колебательной системы, как было показано ранее, имеет как активную составляющую Rн, так и реактивную составляющую Lн и Сн, которые обусловлены как свойствами обрабатываемой среды, а возможность определения численных значения элементов Rн, Lн, Сн, позволяет контролировать процессы, протекающие в кавитирующей среде.
Значения элементов Rн, Lн, Сн схемы замещения УЗКС определяются по формуле 1:

где U0 и  напряжение на пьезоэлементах и ток механической ветви, измеренные при работе УЗКС без нагрузки на резонансной частоте ω0, Uн,
напряжение на пьезоэлементах и ток механической ветви, измеренные при работе УЗКС без нагрузки на резонансной частоте ω0, Uн,  - напряжение на пьезоэлементах УЗКС и ток механической ветви, измеренные при работе УЗКС в режиме акустической нагрузки на резонансной частоте ωн, Q0 - добротность УЗКС при отсутствии акустической нагрузки (собственная добротность УЗКС), Qн - добротность УЗКС измеренная в режиме акустической нагрузки.
- напряжение на пьезоэлементах УЗКС и ток механической ветви, измеренные при работе УЗКС в режиме акустической нагрузки на резонансной частоте ωн, Q0 - добротность УЗКС при отсутствии акустической нагрузки (собственная добротность УЗКС), Qн - добротность УЗКС измеренная в режиме акустической нагрузки.
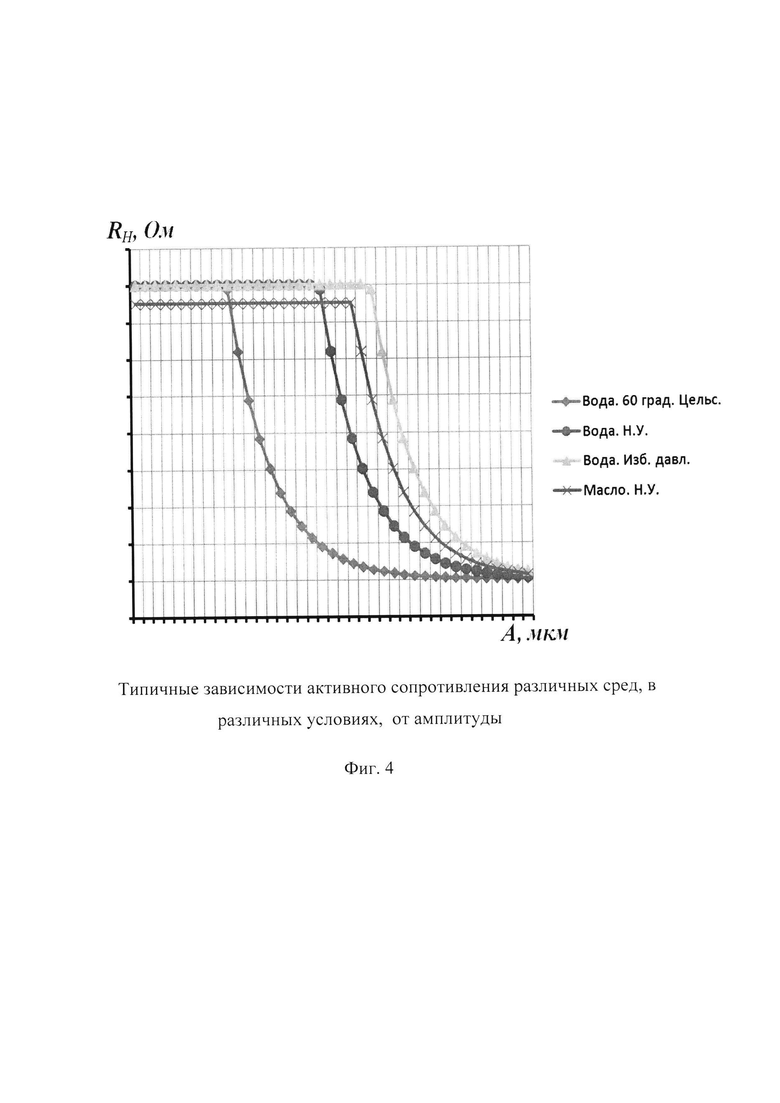
На Фиг. 4 для иллюстрации возможности реализации контроля показаны зависимости активного сопротивления различных сред, в различных условиях, от амплитуды УЗ воздействия.
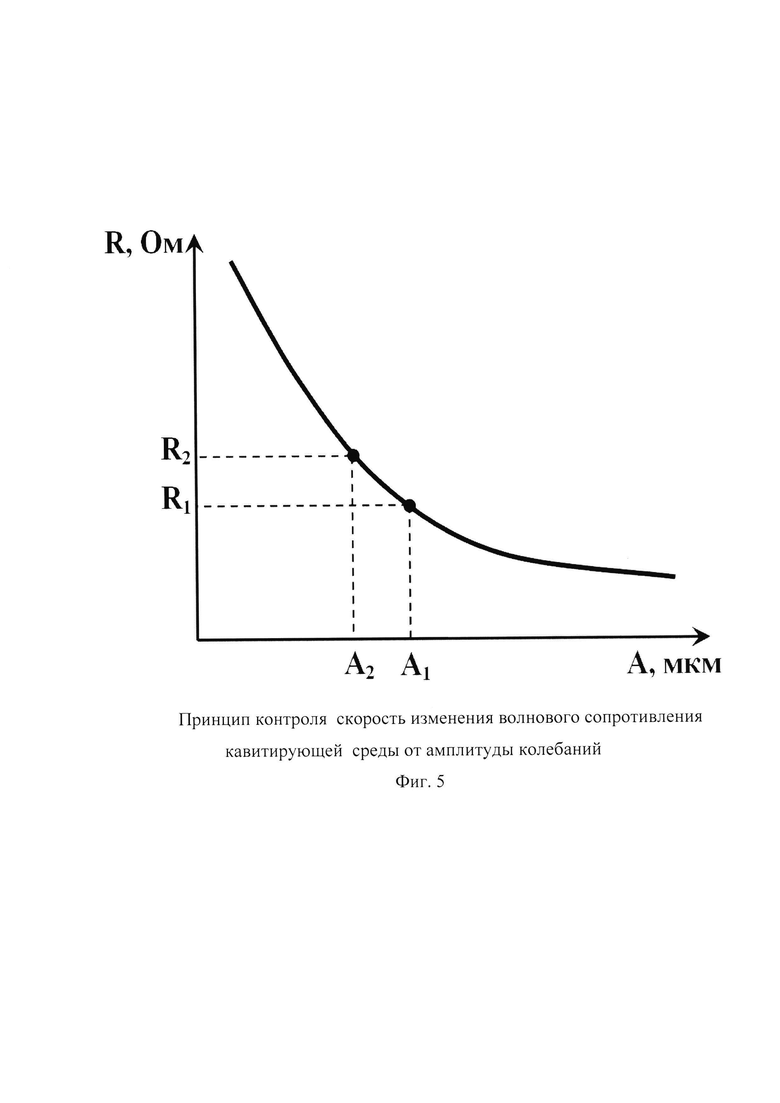
На Фиг. 5 иллюстрируется процесс контроля скорость изменения волнового сопротивления кавитирующей среды по значениям измеряемых значений тока механической ветви и напряжения на пьезопреобразователе для сравнения его со значением скорости изменения волнового сопротивления воды в нормальных условиях для установления их равенства при перемещении образца с испытуемым материалом в направлении к торцевой поверхности излучателя и установления минимального значения напряжения питания, достаточного для обеспечения заданной скорости изменения волнового сопротивления при минимальной амплитуде колебаний.
Способ испытаний кавитационной эрозии реализуется следующим образом. Предложенная последовательность формирования и введения колебаний для проведения испытаний исключает возможность нарушения акустического контакта между рабочим инструментом и концентратором при высокой температуре обрабатываемых сред, обеспечивает стабилизацию параметров преобразователя, концентратора и излучателя. При этом, введение колебаний через рабочий инструмент - излучатель из высокотемпературного материала и резонансной длины, соответствующей одной или двум длинам полуволн в материале инструмента обеспечивает возможность размещения части инструмента и соединительной поверхности с концентратором внутри охлаждающей камеры, в которой протекает охлаждающая жидкость (например, водопроводная вода с температурой не выше 35 градусов). Это обеспечивает не только охлаждение концентратора, исключает нагрев преобразователя (дает возможность использовать пьезоэлектрический преобразователь с большим КПД в сравнении с магнитострикционным), но и обеспечивает охлаждение части рабочего инструмента - излучателя.
Вторая торцевая поверхность охлаждающей камеры имеет центральное отверстие и герметично закреплена на поверхности излучателя в месте, расположенном на расстоянии, равном четверти длины волны колебаний в излучателе от места соединения излучателя с концентратором. Такая герметизация части инструмента (в месте отсутствия колебаний) исключает влияние охлаждающей камеры на резонансные свойства излучателя и всей системы и позволяет, при необходимости, легко заменять излучатель.
Подаваемые от электронного генератора ультразвуковой частоты электрические колебания преобразуются пьезоэлектрическим преобразователем в упругие колебания ультразвуковой частоты, усиливаются до амплитуды не менее 10 мкм. Затем, упругие колебания усиливаются концентратором 2 механических колебаний, имеющим соотношение диаметров 4:1 до величины не менее 50 мкм и передаются в рабочий инструмент резонансной длины. Колебания торцевой свободной поверхности излучателя, частично погружаемого в любые среды, с амплитудой не менее 50 мкм, обеспечивают интенсивность ультразвукового воздействия не менее 30 Вт/см2. Такой интенсивности воздействия достаточно для формирования кавитационного процесса в режиме развитой кавитации практически в любых жидких средах и при избыточных давления до 10 атм.
Проведенные испытания ультразвукового аппарата показали, что нарушения акустического контакта в процессе многодневной эксплуатации не происходит, параметры колебательной системы в процессе обработки любых сред (даже расплавов) стабилизируются, т.е. обеспечивается длительное воздействие без изменения параметров УЗ колебаний. Частичное охлаждение рабочего инструмента - излучателя позволило увеличить срок его эксплуатации в средах при температуре 1000 градусов не менее чем в 10…15 раз.
Таким образом, предлагаемый способ испытаний кавитационной эрозии обеспечивает повышение достоверности результатов исследований и обеспечение возможности принятия правильных решений при выборе материалов для эксплуатации в условиях кавитационного воздействия в аномальных, по температуре, давлению и степени агрессивности, условиях.
Это достигнуто за счет обеспечения максимальной эффективности кавитации в любых средах.
Разработанное устройство изготовлено и прошло испытания в лабораторных условиях. Серийное производство запланировано на 2020 г.
Список использованных источников
1. 1. ASTM G32-10, Standard Test Method for Cavitation Erosion Using Vibratory Apparatus, ASTM International, West Conshohocken, PA, 2010, [Электронный ресурс]. - Режим доступа: www.astm.org, свободный - (17.08.2020). - прототип.
2. Устройство для ультразвуковой обработки расплава легких сплавов [Текст]: патент на ИЗ 2719820 С1 РФ; МПК С22В 9/02 (2006.01) C22F 3/02 (2006.01) С22С 1/06 (2006.01); заявитель и патентообладатель: Общество с ограниченной ответственностью «Центр ультразвуковых технологий АлтГТУ»; заявка №2019140678 от 09.12.2019. Опубликовано: 23.04.2020, Бюл. №12. - 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СВОЙСТВ ЖИДКИХ СРЕД | 2011 |
|
RU2473076C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2003 |
|
RU2247544C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВНЕШНЕЙ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2010 |
|
RU2440165C1 |
| Устройство ультразвукового бурения внеземных объектов | 2022 |
|
RU2785271C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО РАСПЫЛЕНИЯ ЖИДКОСТЕЙ | 2023 |
|
RU2825213C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 2011 |
|
RU2473400C2 |
| СПОСОБ ИЗМЕРЕНИЯ АМПЛИТУДЫ КОЛЕБАНИЙ | 2012 |
|
RU2490607C1 |
| Устройство ультразвукового воздействия на газовые среды | 2024 |
|
RU2838552C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 2006 |
|
RU2332266C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАСПЫЛЕНИЯ ЖИДКОСТЕЙ | 2010 |
|
RU2446894C1 |
Изобретение относится к области контроля стойкости (прочности) материалов и их защитных покрытий при воздействии концентрированных потоков вещества и энергии. Сущность: размещают образец с испытываемым материалом в жидкой среде перед торцевой поверхностью излучателя ультразвуковых колебаний, обеспечивают колебания на ультразвуковой частоте, формируют в зазоре между торцевой поверхностью излучателя и образцом кавитационный процесс, его реализуют в течение времени, достаточного для разрушения поверхности исследуемого материала, и определяют кавитационную стойкость по изменению толщины исследуемого материала. Ультразвуковые колебания вводят в жидкую среду через излучатель, кратный по длине половине длины волны и выполненный из термо- или химически стойкого материала. Часть рабочего инструмента, кратную по длине четверти длины волны, размещают в среде с аномальными условиями по химической активности, температуре или давлению, а другую кратную четвертьволновой длине часть инструмента со стороны соединения с пьезопреобразователем размещают в нормальных условиях и обеспечивают ее охлаждение. Амплитуду колебаний торцевой поверхности рабочего инструмента в жидкой среде с аномальными условиями устанавливают по величине тока механической ветви пьезоэлектрического преобразователя. В ходе реализации кавитационного процесса непрерывно контролируют скорость изменения волнового сопротивления кавитирующей среды по значениям измеряемых тока механической ветви и напряжения на пьезопреобразователе и сравнивают его значение со значением скорости изменения волнового сопротивления воды в нормальных условиях и устанавливают их равенство, перемещая образец с испытуемым материалом в направлении к торцевой поверхности излучателя. Устанавливают минимальное значение напряжения питания, достаточное для обеспечения заданной скорости изменения волнового сопротивления при минимальной амплитуде колебаний. Технический результат: повышение достоверности результатов исследований и обеспечение возможности принятия правильных решений при выборе материалов для эксплуатации в условиях кавитационного воздействия в аномальных по температуре, давлению и степени агрессивности условиях. 5 ил.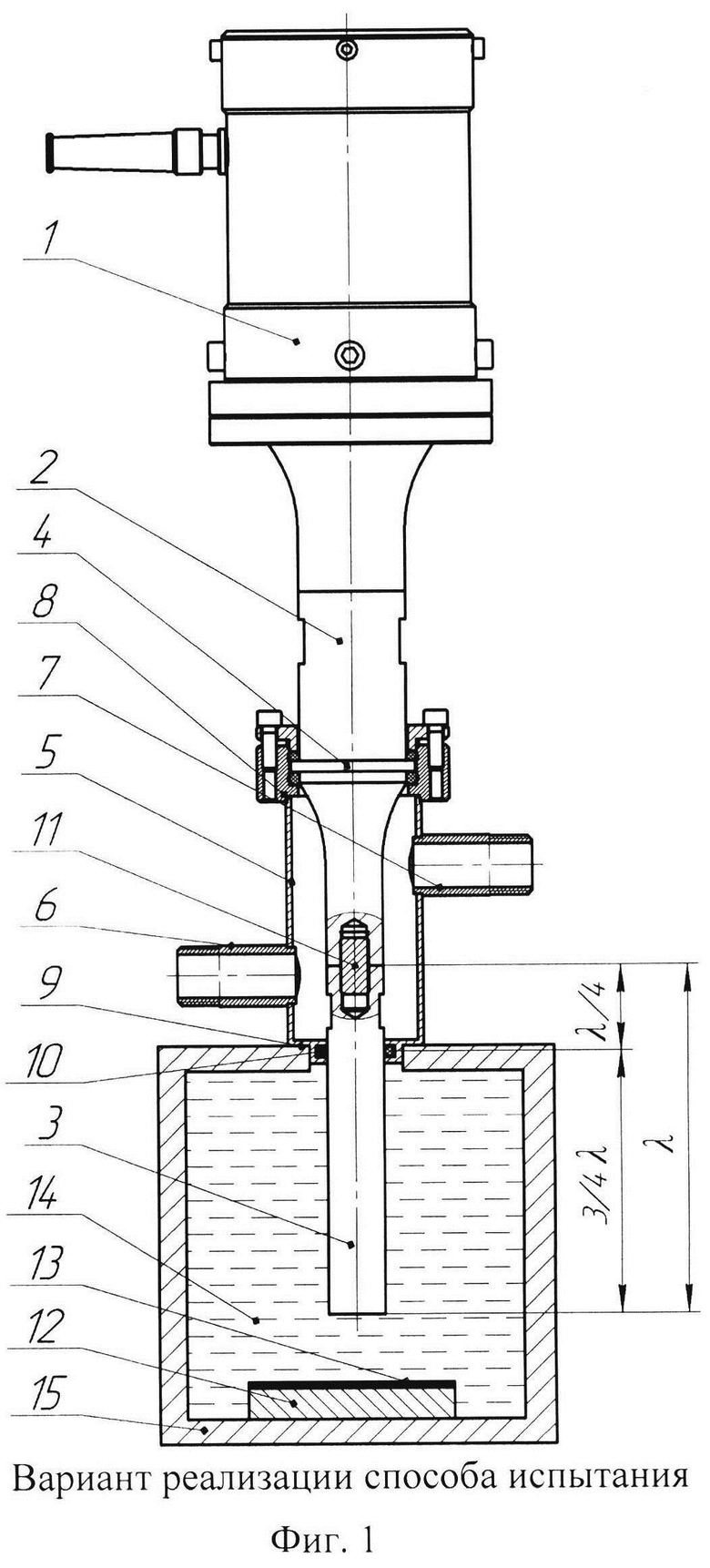
Способ испытаний кавитационной эрозии, заключающийся в размещении образца с испытываемым материалом или покрытием в жидкой среде перед торцевой поверхностью излучателя ультразвуковых колебаний, подаче от электронного генератора на электроды пьезоэлектрического преобразования электрического напряжения, преобразовании электрической энергии в механические колебания, их передаче до торцевой поверхности излучателя, обеспечении колебаний на ультразвуковой частоте, формировании в зазоре между торцевой поверхностью излучателя и образцом кавитационного процесса, его реализации в течение времени, достаточного для разрушения поверхности исследуемого материала или покрытия, и определении их кавитационной стойкости по изменению толщины исследуемого материала или покрытия, отличающийся тем, что ультразвуковые колебания вводят в жидкую среду через излучатель, кратный по длине половине длины волны и выполненный из термо- или химически стойкого материала, причем часть рабочего инструмента, кратную по длине четверти длины волны, размещают в среде с аномальными условиями по химической активности, температуре или давлению, а другую кратную четвертьволновой длине часть инструмента со стороны соединения с пьезопреобразователем размещают в нормальных условиях и обеспечивают ее охлаждение, амплитуду колебаний торцевой поверхности рабочего инструмента в жидкой среде с аномальными условиями устанавливают по величине тока механической ветви пьезоэлектрического преобразователя, являющегося разностью между током, протекающим через преобразователь колебательной системы, и реактивной емкостной составляющей этого тока, обеспечивая изменением подаваемого на электроды пьезопреобразователя электрического напряжения соответствие этой величины значению тока механической ветви в воде при нормальных условиях, в ходе реализации кавитационного процесса непрерывно контролируют скорость изменения волнового сопротивления кавитирующей среды по значениям измеряемых тока механической ветви и напряжения на пьезопреобразователе и сравнивают его значение со значением скорости изменения волнового сопротивления воды в нормальных условиях, устанавливают их равенство, перемещая образец с испытуемым материалом в направлении к торцевой поверхности излучателя, устанавливают минимальное значение напряжения питания, достаточное для обеспечения заданной скорости изменения волнового сопротивления при минимальной амплитуде колебаний.
| Устройство для ультразвуковой обработки расплава легких сплавов | 2019 |
|
RU2719820C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАВИТАЦИОННОЙ ИЗНОСОСТОЙКОСТИ | 2007 |
|
RU2359245C1 |
| CN 202204746 U, 25.04.2012 | |||
| СПОСОБ КАВИТАЦИОННОГО ИЗНАШИВАНИЯ МАТЕРИАЛОВ | 2006 |
|
RU2311627C2 |

