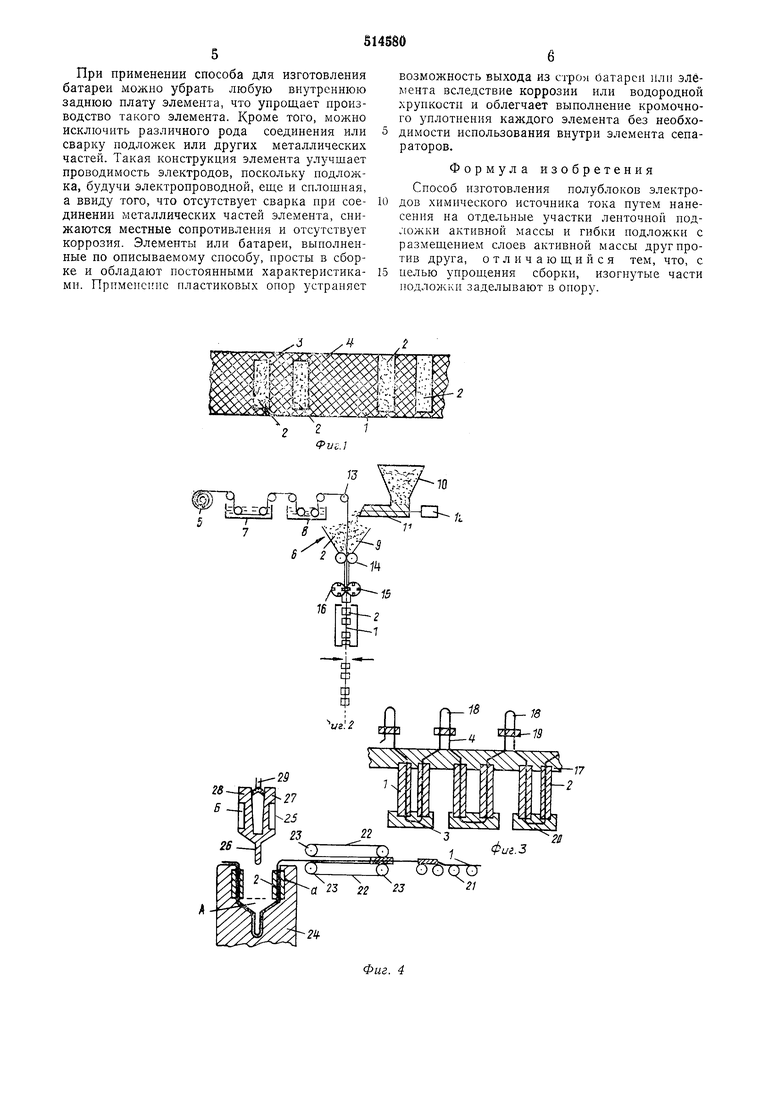
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКОВ ЭЛЕКТРОДОВ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА такими, чтобы обеспечивать требуемую тол щину слоя, наносимого на ленту-иодложку Эти ролики перемещают смесь из бункера 9 вниз, приводя ее в контакт с обеими поверх ностями ленты 1. Ниже подающих роликов 14 расположены прижимиые ролики 15, между которыми движется лента со слоем или слоя ми активной массы. Ролики 15 и (или) роли ки 14 могут быть выполнены нолыми и сооб щаться с источником пониженного давления посредством которого из активной массы от сасывают всю или часть влаги для соединения активной массы с лентой. Оптимальные результаты получают при вы полнении прижимных роликов с полостями 16 в которые попадают части слоя 2, освобождая таким образом площадки 3 и 4 ленты 1 от активной массы. Активную массу можно наносить на соответствующие площадки ленты и другими методами, например распылением, прессованием. После прочного соединения активной массы с лентой последнюю сгибают так, как показано на фиг. 3. Непокрытые площадки 3 подложки располагаются под прямыми углами к покрытым слоями 2 участкам, в результате чего слои 2 располагаются параллельно друг другу, будучи нри этом разделены между собой. С одного конца площадки 4 ленты 1, непокрытые слоем 2, вводят в опору 17 путем вформовывамия. Опора 17 вьшолиена из синтетических mlacTHKOiB. С противоположной стороиы опоры 17 лента образует петлю 18, которая уплотняется .путем вформОВьшаиия в промежуточиый элемент 19. С другого кояца площадки 3 ленты вформовывают в промежуточные элементы 20. Лента может сгибаться любым образом, например так, чтобы слои 2 были не параллельны друг другу, при этом будучи разделенными. Для сгибания покрытой слоями ленты последнюю подают при помощи транспортера или между роликами к сгибающему устройству. Ленту 1 с нанесенными слоями 2 подают по роликам 21 либо между двумя параллельными бесконечными лентами 22, одна из которых или обе приводятся роликом или роликами 23. У разгрузочного конца лент 22 установлен с возможностью вертикального перемещения приемный формовочный элемент 24. Внутренняя поверхность элемента 24 имеет полость А, соответствующую форме согнутой ленты. Стенки полости А снабжены выемками а для приема слоев 2, имеющихся на одной стороне ленты. Над приемным элементом 24 расположен заходящий в него формовочный элемент 25, нижний конец 26 которого имеет форму дна полости А, а его верхняя часть образована между участками 27 и 28, которые могут расходиться относительно конца 26 посредством вводимого между ними распорного узла 29. Участки 27 и 28 имеют полость Б для приема слоев 2. Когда лента 1 перемещается через верхнюю часть формовочной полости А, элемент 25 опускается, при этом его участки 27 и 28 расходятся при помощи узла 29. По мере того, как элемент 25 входит в полость А, он перемещает ленту 1 вниз так, чтобы слои 2 ленты вошли в выемки а, после чего распорный узел 29 раздвигает участки 27 и 28, придавая ленте соответствующую форму. Затем посредством узла 29 участки 27 и 28 сдвигаются, элементы 24 и 25 перемещаются вертикально в противоположных направлениях, давая возможность ленте переместиться в положение, соответствующее началу следующей гибочной операции. Полость А и заходящий в нее элемент 25 могут быть предусмотрены на вращающихся элементах так, чтобы в определенном положении они совпадали друг с другом. Кроме того, полость А и элемент 25 могут быть предусмотрены на движущихся лентах, подобных лентам 22, также совпадая друг с другом. В случае, когда слои 2 расположены на ленте 1, не достигая ее продольных кромок, ленты 22 могут быть расположены параллельно, причем каждая лента входит в зацепление с кромочным непокрытым слоем участком лентыподложки 1. Слои 2 могут наноситься на подложку в любой форме так, что когда подложка гнется или деформируется, получаются электродные пластоподобные элементы. Например, слои активной массы могут быть сориентированы к вершине и, если требуется, два слоя одной нары могут быть образованы нри помощи утолщения подложки, сгибаемой посередине. В таких конструкциях для предотвращения растрескивания при гибке на слои необходимо накладывать тонкую полосу из синтетического пластика. Трещины необходимо устранять, поскольку они газопроницаемы. При необходимости между слоями каждой пары могут быть установлены промежуточные элементы, хотя в большинстве случаев этого не требуется. Установка непокрытых площадок 3 ленты 1 в опорах 17, выполненных из формуемого пластика, осуществляется путем вформовывания или инжекционного прессования, причем ти участки могут быть залиты в жидком пласике таком, как эпоксидная смола или силикон. Электродная конструкция, выполненная по редложенному способу, может быть в зависиости от размера элемента или батареи с люым количеством наносимых на ленту слоев 2. ри сборке петли 18 могут быть согнуты пааллельно опоре 17. Способ может быть применен для изготовения батареи или вторичных плат такого лектрического элемента, как свинцовые сети, на Которые наносят окись .свинца, для инк-галоидных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОНОВКА ЭЛЕКТРОННОГО БЛОКА ПИТАНИЯ | 2013 |
|
RU2585887C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ СЛОИСТЫХ БЛОКОВ | 2012 |
|
RU2588186C2 |
| ВОЛНИСТАЯ ВАФЛЯ | 2009 |
|
RU2514303C2 |
| МОДУЛЯТОР С РАЗДЕЛЯЕМЫМИ СВОЙСТВАМИ | 2004 |
|
RU2351969C2 |
| УПАКОВАННЫЕ ПРОДУКТЫ И БЛОК ИЛИ ЛЕНТА СОЕДИНЕННЫХ УПАКОВАННЫХ ПРОДУКТОВ | 2008 |
|
RU2475434C2 |
| СШИВАТЕЛЬ ДЛЯ ЗАКРЕПЛЕНИЯ СОЕДИНИТЕЛЕЙ КОНВЕЙЕРНОЙ ЛЕНТЫ | 2017 |
|
RU2770144C2 |
| ПРОНИЦАЕМЫЙ РЕМЕНЬ ДЛЯ ПРОИЗВОДСТВА ТКАНИ, МАТЕРИИ И НЕТКАНОЙ ПРОДУКЦИИ | 2008 |
|
RU2507334C2 |
| СПОСОБ УПАКОВКИ И УЗЕЛ ДЛЯ ПОЛУЧЕНИЯ ЖЕСТКОЙ УПАКОВКИ С ПОЛЫМ РЕБРОМ | 2012 |
|
RU2599605C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОКРЫТИЕМ И ИЗДЕЛИЯ С ПОКРЫТИЕМ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2359928C2 |
| Линия для производства сварных труб с покрытием | 1977 |
|
SU660745A1 |
