ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
По настоящей заявке испрашивается приоритет на основании предварительной заявки на патент США №61/096149, поданной 11 сентября 2008 г, содержание которой полностью включено в настоящее описание посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к бесконечным структурам в форме ленты или рукава, для применения в производстве салфеток, полотенец или нетканых материалов, и, более конкретно, для получения структурированных или текстурированных салфеток, полотенец или нетканых материалов.
УРОВЕНЬ ТЕХНИКИ
Используемые в бумажном производстве ленты хорошо известны в данной области техники. Используемые в бумажном производстве ленты служат для обезвоживания и транспортирования целлюлозных волокон в бумагоделательной машине. Целлюлозные волокна становятся исходным полотном и, после высушивания, конечным материалом.
Как правило, ленты, используемые в бумажном производстве, не придают структуру изготовленной на них бумаге. Термин «структура» относится к таким отклонениям основной массы и/или плотности бумаги, которые превышают отклонения, обычно встречающиеся в бумажном производстве и обусловленные стандартными отклонениями, например, в процессе крепирования. Кроме того, термин «структура» может относиться к текстуре или рисунку на салфетках или полотенцах. Обычно такие «структурированные» полотна салфеток/полотенец являются мягкими и объемными с высокой впитывающей способностью. Такие используемые в бумажном производстве ленты могут представлять собой ленты, используемые в технологии сквозной сушки воздухом (“TAD”-технология), или традиционные прессовые ткани, транспортные ткани или формирующие ткани. Такие ленты содержат каркас для нанесения рисунка на поверхность и могут иметь армирующую структуру. Структурированные салфетки и полотенца могут быть более мягкими, более впитывающими и могут иметь меньшую основную массу, чем неструктурированные салфетки/полотенца. Обычно наиболее предпочтительным способом получения структурированных салфеток/полотенец является способ сквозной сушки воздухом, который может быть дорогостоящим и трудоемким.
Применение непроницаемых лент для придания структуры салфеткам или полотенцам также известно в данной области техники. Применение гладкой непроницаемой ленты для изготовления салфеток описано в патенте США №6743339, содержание которого полностью включено в настоящее описание посредством ссылки. Применение непроницаемой ленты для придания текстуры полотну салфеток или полотенец описано в каждом из патентов США №5972813, №6340413 и №6547924, содержание которых полностью включено в настоящее описание посредством ссылки.. В патентах раскрыто, что непроницаемые ленты имеют измеренный воздушный поток менее 20 кубических футов в минуту (cfm) (0,57 м3/мин) (воздуха, проходящего через квадратный фут (929,03 см2) ленты при давлении водного манометра, равного полдюйму (1,27 см)). Кроме того, в патенте США №5972813 раскрыто, что вода не проходит сквозь какой-либо «капилляр» размером 50 микрон или более.
Также известно применение проницаемых лент с текстурой. В патенте США №5837102, содержание которого полностью включено в настоящее описание посредством ссылки, предложена указанная лента со сквозными отверстиями. Однако микротекстура поверхности ленты должна только способствовать снятию полотна.
В течение многих лет было разработано большое число прессов и устройств (механизированных установок) для изготовления различными способами мягких, объемных структурированных салфеток и полотенец. Во всех указанных устройствах сделана попытка найти компромиссное решение между объемными свойствами структурированного полотна и стоимостью и сложностью производственного процесса. При этом стоимость энергии и бумажного волокна являются двумя основными факторами. Для минимизации расходов на энергию, было предложено использование непроницаемой ленты, так как считалось, что использование проницаемой ленты не приведет к максимальному обезвоживанию полотна.
В патенте Германии №19548747, содержание которого полностью включено в настоящее описание посредством ссылки, предложена бумагоделательная машина для изготовления крепированных салфеток, включающая пресс, содержащий вал башмачного пресса, противодействующий ролик и отсасывающий вал; противодействующий ролик формирует вместе с отсасывающим валом первый вальцовый пресс, а вместе с башмачным прессом второй вальцовый пресс с удлиненной зоной прессования. Прессовая ткань проходит через два вальцовых пресса вместе с бумажным полотном и затем перемещается с бумажным полотном к американскому сушильному барабану, к которому бумажное полотно транспортируется, когда прессовая ткань и бумажное полотно обходят транспортный ролик, формирующий вместе с американским сушильным барабаном несдавливающий пресс. Зоны всасывания для обезвоживания прессовой ткани расположены до и после первого вальцового пресса, зона всасывания до вальцового пресса расположена внутри отсасывающего вала, тогда как зона всасывания после вальцового пресса расположена в боковой петле, в которой прессовая ткань движется одна, чтобы снова встретиться с бумажным полотном на входе второго вальцового пресса. Такая бумагоделательная машина является неудобной, поскольку бумажное полотно повторно увлажняется влажной прессовой тканью прежде, чем оно достигнет американский сушильный барабан.
В патенте США №5393384 («Патент 384»), содержание которого полностью включено в настоящее описание посредством ссылки, предложена бумагоделательная машина для получения полотна салфеток, которая согласно варианту реализации, изображенному на фиг.6 Патента 384, содержит несжимаемую, непроницаемую для воды ленту, нижняя сторона которой направляет бумажное полотно через валы башмачного пресса и оттуда к американскому сушильному барабану, посредством транспортного ролика, формирующего с американским сушильным барабаном вальцовый пресс. Данная непроницаемая лента имеет гладкую соприкасающуюся с полотном поверхность, которая образует сформированную на ней пленку связанной воды, когда лента проходит через вальцовый пресс с прессовой тканью, которая имеет негладкую поверхность на соприкасающейся с полотном стороне. Американский сушильный барабан имеет гладкую поверхность. Так как и американский сушильный барабан, и непроницаемая лента имеют гладкие поверхности, соприкасающиеся с бумажным полотном, существует риск, что бумажное полотно может продолжать прилипать к гладкой поверхности непроницаемой ленты после прохождения вальцовых прессов, расположенных рядом с американским сушильным барабаном, вместо перехода, как требуется, на гладкую поверхность сушильного барабана. Но даже, если большое количество клеящего вещества нанесено по окружности сушильного барабана, нельзя гарантировать, что бумажное полотно прилипнет к американскому сушильному барабану.
Получение нетканых материалов хорошо известно в данной области техники. Данные материалы получают непосредственно из волокон без применения традиционных способов текстильного производства, таких как ткачество или вязание. Вместо этого, они могут быть изготовлены с применением способов производства нетканых материалов, таких как воздушное формование, сухое формование и прочесывание или некоторой комбинацией данных процессов, в которых волокна укладываются с формированием цельного нетканого полотна.
Кроме того, нетканые материалы могут быть изготовлены способом воздушного формования или с применением операций прочесывания, в которых волоконное полотно объединяется или перерабатывается (после нанесения) в нетканый материал иглопробиванием или гидросплетением (гидроспутыванием), в котором струи воды под большим давлением направляются вертикально вниз на полотно для спутывания волокон друг с другом. В процессе иглопробивания, спутывание достигается механически через применение возвратно-поступательного движения платформы с зазубренными иглами, которые заставляют волокна на поверхности полотна проходить дальше в полотно во время входного перемещения игл.
В настоящее время известно устройство для производства нетканых материалов, например, полотен спанбонд, структур или материалов, сформированных из волокон, или фибр, сделанных обычно из термопластичной смолы. Такое устройство предложено в патенте США №5814349, содержание которого полностью включено в настоящее описание посредством ссылки. Обычно такое устройство содержит фильеру для получения пучка нитей и воздуходувку для обдува технологическим воздухом пучка нитей для его охлаждения с формированием термопластичных волокон. Обычно в это время термопластичные волокна увлекаются воздушным потоком для их аэродинамического удлинения, затем, после прохождения через диффузор, осаждаются на непрерывно циркулирующую ленту или экран (проницаемую ткань) для сбора спутанных волокон и формирования полотна на ленте или экране. Сформированное таким образом полотно, структура или материал, далее транспортируется и подвергается дальнейшей обработке.
В процессе изготовления нетканых материалов аэродинамическим способом из расплава термопластичный полимер помещают в экструдер, и затем пропускают через длинную головку, содержащую примерно от двадцати до сорока маленьких сопел на один дюйм (2,54 см) ширины головки. Сходящиеся потоки горячего воздуха быстро утончают полученные выдавливанием струи полимера с формированием застывающих волокон. Далее застывающие волокна высокоскоростным потоком воздуха выдуваются на приемный экран или другой слой тканого или нетканого материала с формированием полотна мелтблаун (meltblown).
Процессы спанбонд (spunbond) и мелтблаун могут быть скомбинированы в таких способах применения, как спанбонд-мелтблоун-спанбонд ("CMC"). В CMC первый слой материала спанбонд формируют на ленте или конвейере. Обычно лента имеет однородный рисунок поверхности и одинаковую проницаемость для воздуха, чтобы достичь правильной структуры полотна в спанбонд процессе. Материал спанбонд осаждается на ленту на заданном формовочном участке для формирования полотна на первой фильярной балке процесса спанбонд.
Давление между валками или системы, такие как использующие горячий воздушный нож, способствуют повышению давления предварительного соединения и/или температуры воздействия на полотно. Для перемещения термопластичных волокон на формовочную ленту ниже ленты размещена вакуумная камера, которая осуществляет всасывание у ленты. Необходимый для способа производства спанбонд воздушный поток подают к системе при помощи вакуумной камеры, соединенной с вакуумным насосом соответствующего размера.
Кроме того, для формирования нетканого полотна может быть применен процесс воздушного формования. Процесс воздушного формования начинается с системы дефибрилляции для образования распушенной целлюлозы. Кроме того, для формирования отдельных волокон может быть применено традиционное устройство для превращения макулатуры в волокнистую массу или другой измельчитель. Затем с волокнами могут быть перемешаны частицы поглощающих материалов (например, суперабсорбирующий порошок), абразивные или другие материалы. Затем смесь подвешивают в воздушном потоке внутри формовочной системы и осаждают на движущуюся формовочную ленту или вращающийся перфорированный барабан, на окружность которого может быть надет металлический или полимерный рукав. Затем ориентированные случайным образом формованные воздушным способом волокна могут быть соединены при помощи латексной прижимной основы и высушивания или термическим соединением.
Во всех этих процессах могут использоваться ленты или рукава, которые могут текстурировать или придавать текстуру изготовленным на них нетканым материалам. Указанные ленты могут быть проникаемыми для воздуха или воды. Однако используемые ленты изготовлены посредством тканой подложки из полимерных нитей с некоторым рисунком.
Как правило, нетканые изделия выполнены из волокон, удерживаемых за счет взаимодействия с другими волокнами, с формированием прочной структуры, удерживаемой силами когезии, с необходимостью или без необходимости применения химических связующих веществ или сплавления волокон. Данные изделия могут иметь повторяющийся рисунок, образованный участками из переплетенных волокон, имеющих более высокую плотность участка (вес на единицу площади), чем средняя плотность участка изделия, и соединительные волокна, которые проходят между плотными переплетенными участками и которые случайным образом переплетены друг с другом. Локализованные переплетенные участки могут быть соединены волокнами, проходящими между соседними переплетенными участками и определяющими таким образом участки более низкой плотности, чем плотность смежных участков с более высокой плотностью, когда нетканый материал поддерживается на тканой ленте, по мере прохождения через бумагоделательную машину. Рисунок по существу свободных от волокон отверстий может быть образован внутри или между плотными переплетенными участками и соединительными нитями. В некоторых изделиях плотные переплетенные участки расположены в правильном рисунке и соединены упорядоченными группами волокон с формированием нетканого изделия, имеющего внешний вид, похожий на обычную текстильную ткань, но в котором волокна случайным образом проходят через изделие от одного сплетенного участка к другому. Волокна в упорядоченной группе могут быть или по существу параллельными, или расположенными случайным образом по отношению друг к другу. Варианты реализации изобретения включают нетканые изделия, имеющие сложные волоконные структуры с участками переплетенных волокон, соединенных при помощи упорядоченных групп волокон, расположенных в зонах разной толщины нетканого материала, который, в частности, подходит для одежды, включая материалы для костюмов и платьев, и промышленных изделий, таких как салфетки. Однако любые изменения такой текстуры или плотности вызваны самим рисунком плетения тканой структуры, последующими процессами, такими как тиснение с применением механических валов и давления, или от самого процесса (гидроспутывание ведет к изменениям в ориентации и сплетении волокон).
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложена тканевая структура, используемая при изготовлении текстурированных салфеток или полотенец, или нетканых материалов, проницаемая для воды и/или воздуха.
Кроме того, структура содержит на соприкасающейся с полотном поверхности рисунок из ряда приподнятых контактных площадок и соответствующих углублений, который придает текстуру полотну салфеток или полотенец, или нетканым материалам.
Еще одним аспектом изобретения является то, что структура имеет пустоты, такие как сквозные отверстия, предназначенные для прохождения воды или воздуха, или и того и другого.
Еще одним аспектом изобретения является то, что пустоты сформированы в структуре в виде определенного заданного рисунка.
Предложена тканевая структура, используемая при изготовлении текстурированных салфеток или полотенец, или нетканых материалов, проницаемая для воды или воздуха, содержащая на соприкасающейся с полотном поверхности рисунок из ряда приподнятых контактных площадок и соответствующих углублений, который придает текстуру салфеткам или полотенцам, или нетканым материалам, и ряд сквозных пустот, выполненный с возможностью пропускания воды и/или воздуха от одной поверхности ткани к другой. Эффективный диаметр пустот составляет более 50 микрон.
Предложенная тканевая структура обеспечивает, помимо прочего, улучшенное обезвоживание в сравнении с непроницаемой лентой. Кроме того, отверстия фактически способствуют текстурированию конечных продуктов (салфеток, полотенец или нетканых материалов) в сравнении с гладкой плоской непроницаемой лентой. Кроме того, специфический рисунок контактных площадок/углублений/пустот может способствовать перемещению полотна на американский сушильный барабан и, следовательно, равномерному крепированию. Тканевая структура ведет к минимальному повторному увлажнению полотна в сравнении с тканой пористой структурой или стандатной прессовой тканью.
Далее приведено подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, описанные ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 изображен чертеж машины, которая может быть применена при получении салфеток и полотенец.
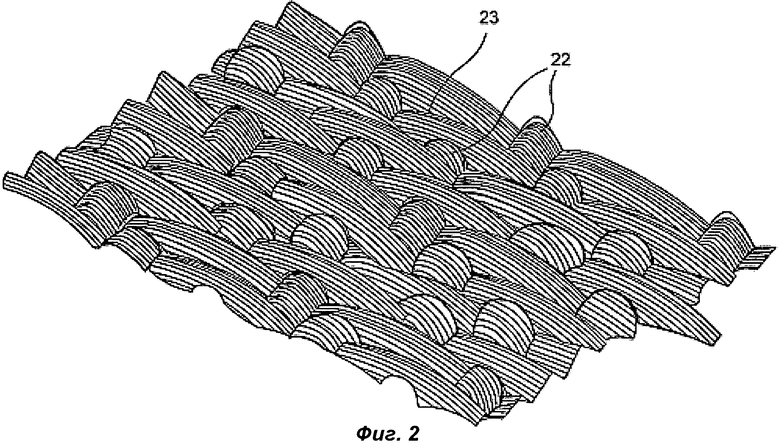
На фиг.2 изображен чертеж тканой подложки, на котором изображен рисунок контактных площадок и углублений, образованных нитями при их переплетении один над и под другим.
На фиг.3 изображен чертеж поверхности тканевой структуры, в которой углубления гравированы внутрь пленки или покрытия ткани, рукава или ленты.
На фиг.4 изображен вид сверху на поверхность структуры, которая является или пленкой или покрытием. Темные участки являются гравированными углублениями; светлые участки являются приподнятыми контактными площадками, а кружками изображены сквозные пустоты или отверстия.
На фиг.5 изображено поперечное сечение согласно варианту реализации, на котором изображена многослойная тканая подложка с текстурированной поверхностью покрытия или слоистой пленки. Покрытие/пленка немного проникает внутрь тканой структуры, содержащей барьерный слой. Сквозные пустоты, такие как сквозные отверстия, изображены проходящими через непроницаемую пленку/покрытие внутрь открытой тканой структуры, обеспечивая проход воды и/или воздуха.
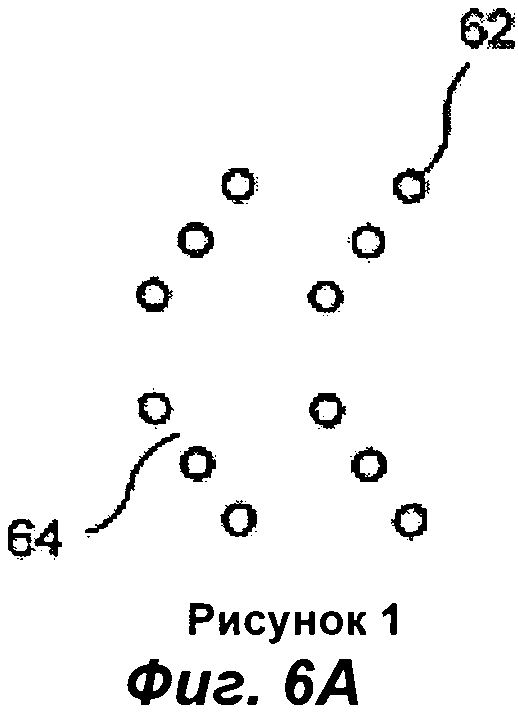
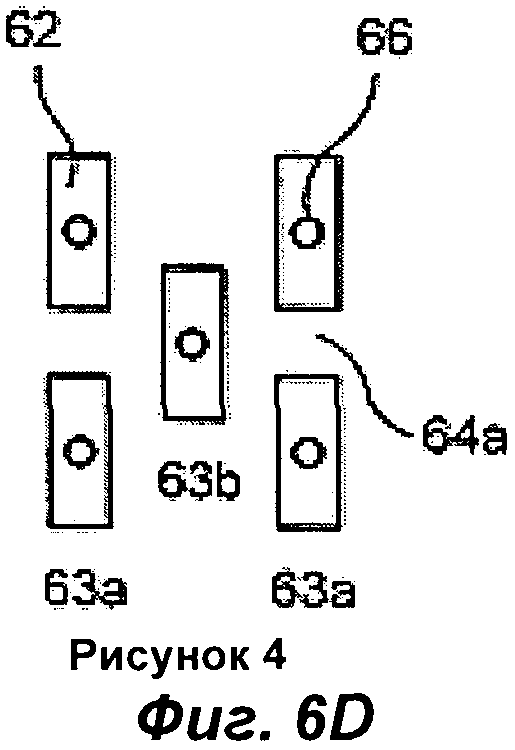
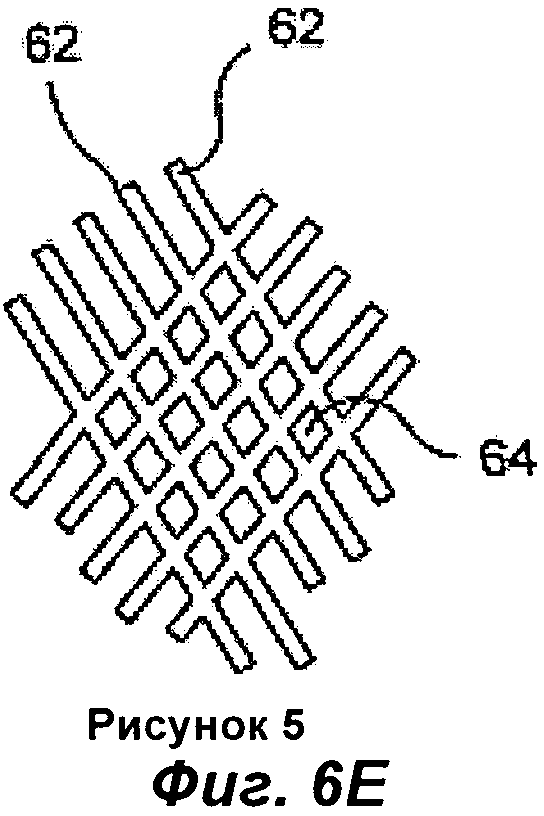
На фиг.6A-6E изображены рисунки контактных площадок и соответствующих углублений, сформированных гравировкой или резанием. На фиг.6D изображена пустота (сквозное отверстие) в контактных площадках.
На фиг.7 изображена фотография ленты с покрытием, гравированным перекрещивающимся рисунком. Пары пустот находятся в углублениях/впадинах, в которых они перекрещиваются в определенных предварительно заданных местах. Таким образом, пустоты ориентированы, в основном, вдоль линий в машинном направлении («МН»). Кроме того, расположение пустот вносит некоторый вклад в текстуру конечных салфеток, полотенец или нетканых материалов вследствие локализованной переориентации волокон, когда жидкость (воздух и/или вода) проходит сквозь пустоты из текстурированной поверхности сквозь остальную часть структуры.
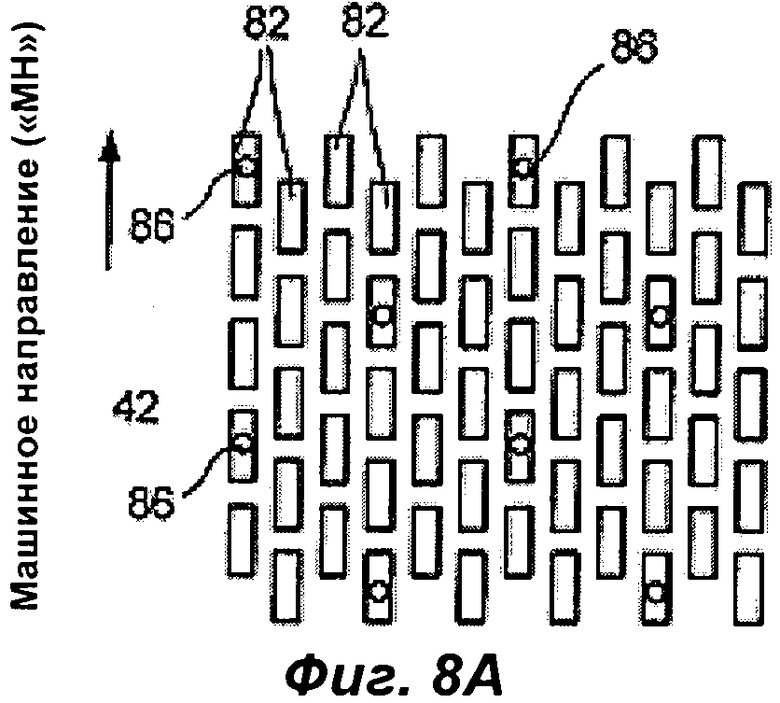
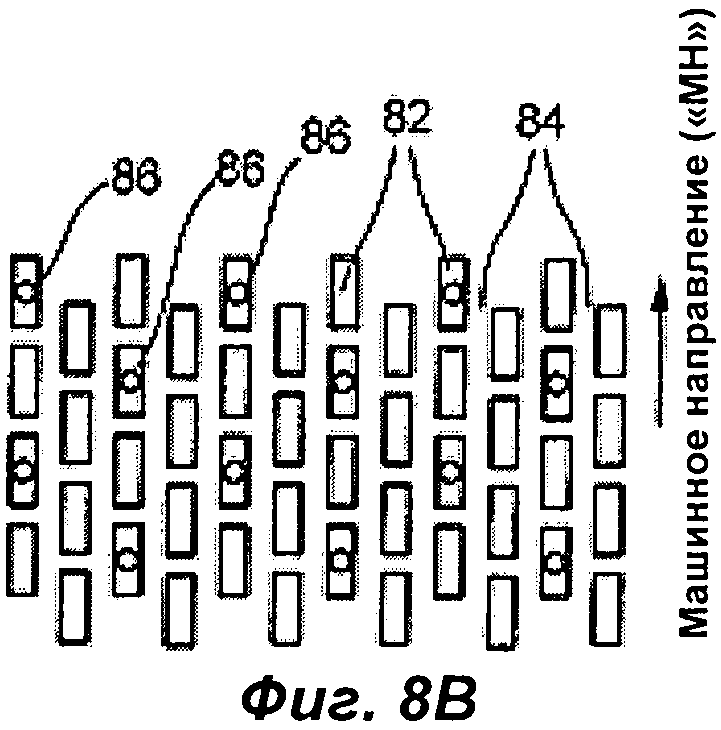
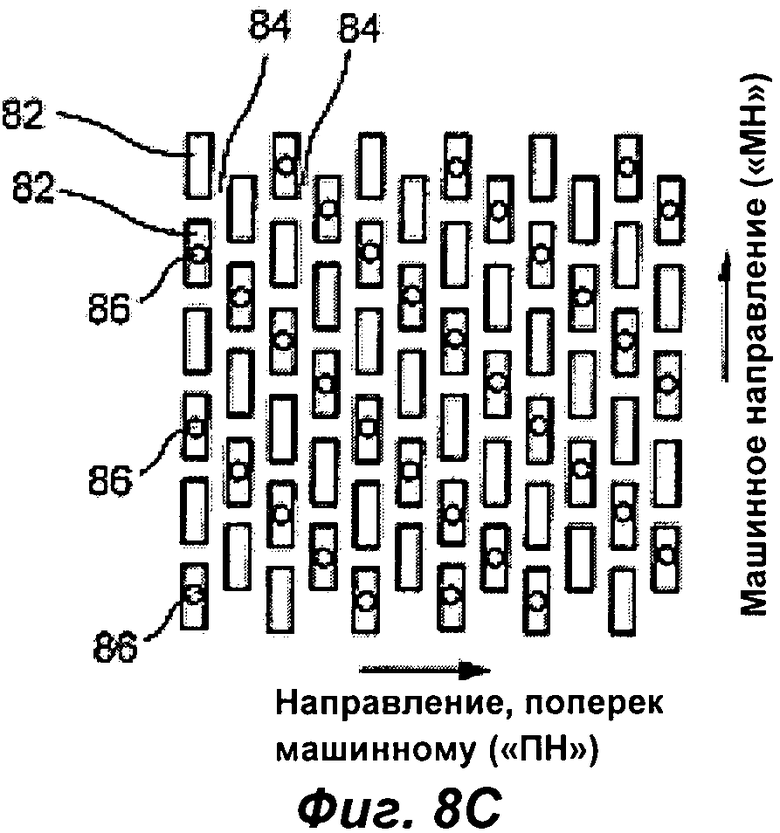
На фиг.8A-8C изображены различные рисунки контактных площадок и углублений со сквозными отверстиями, сформированными в заданном рисунке проходящими через некоторые контактные площадки.
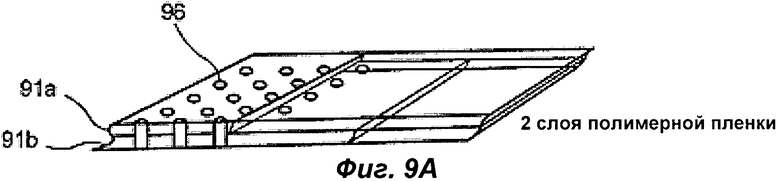
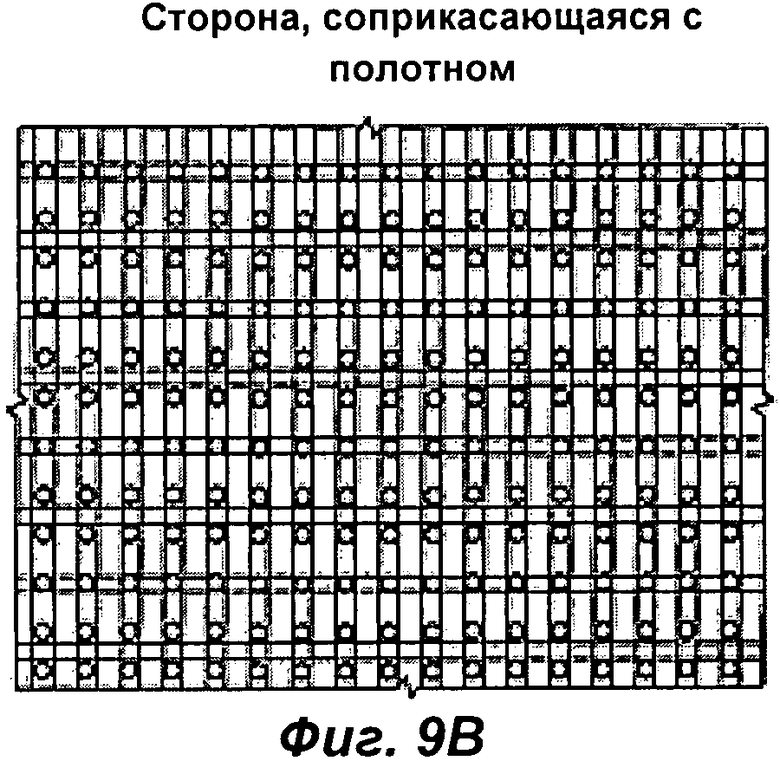
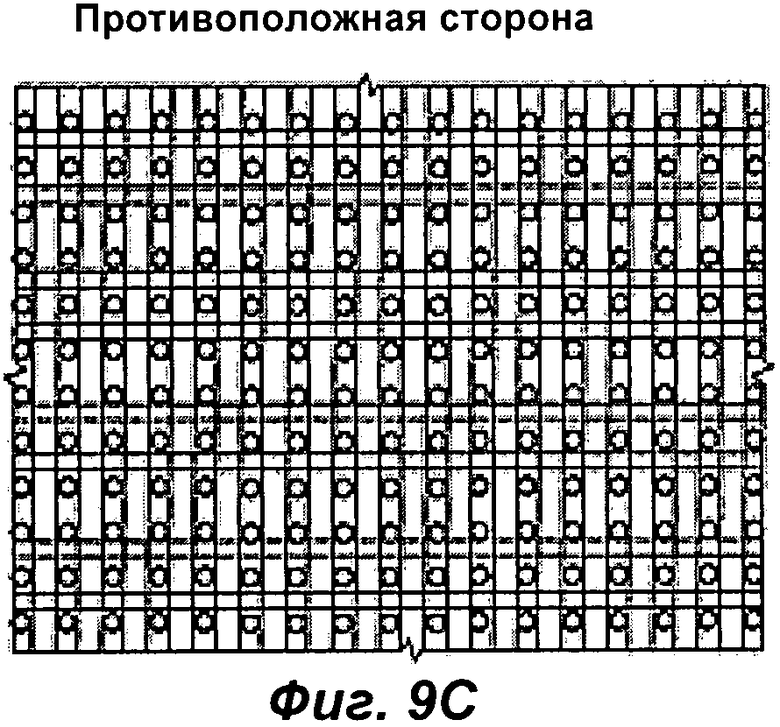
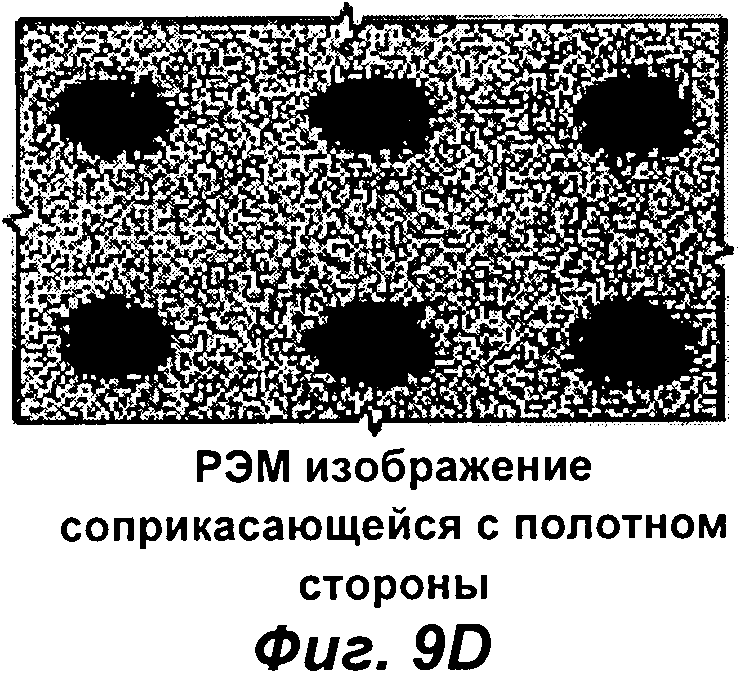
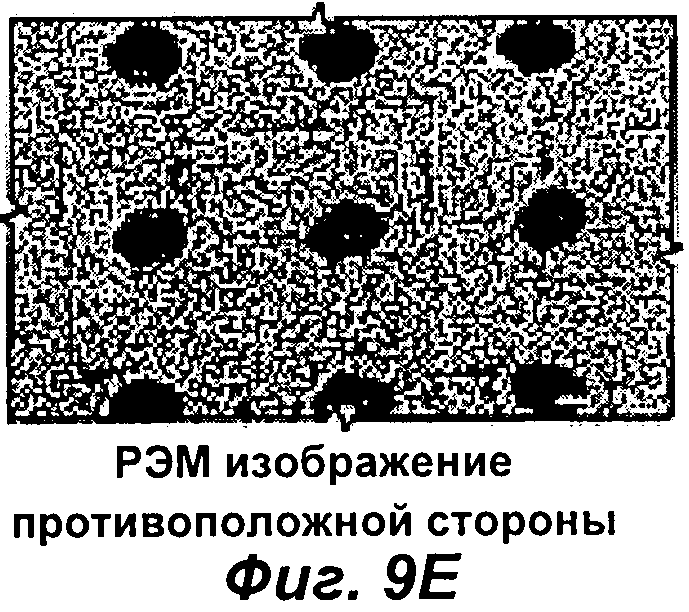
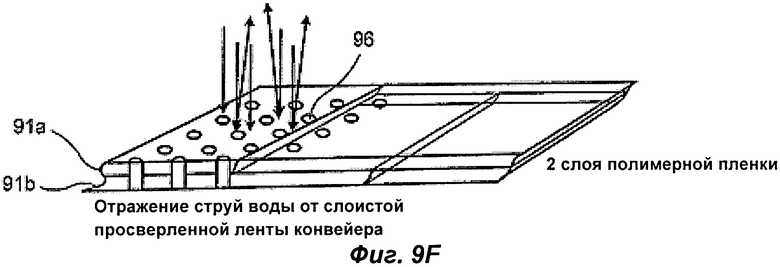
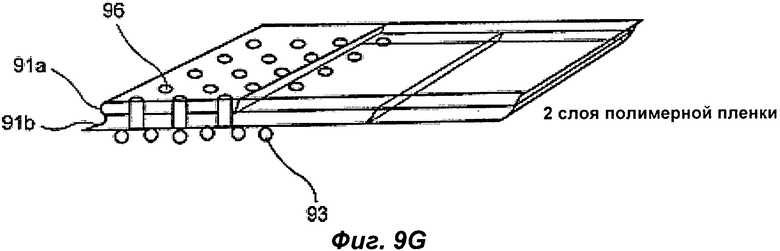
На фиг.9A-9G изображены тканевые структуры, сконфигурированные как конвейерная лента, используемая в процессах производства салфеток, полотенец или нетканых материалов.
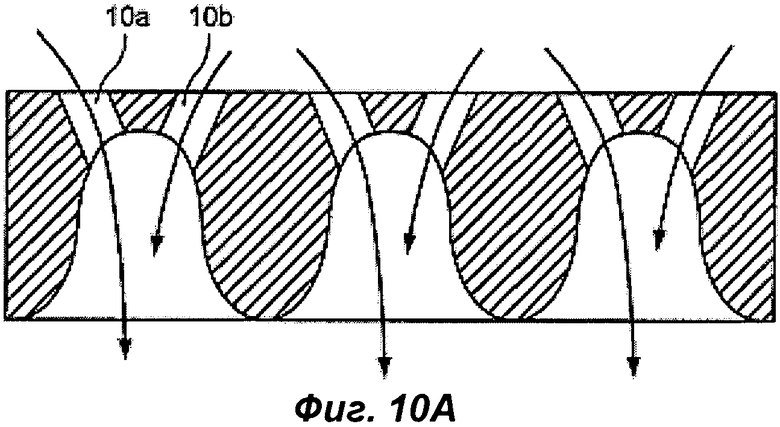
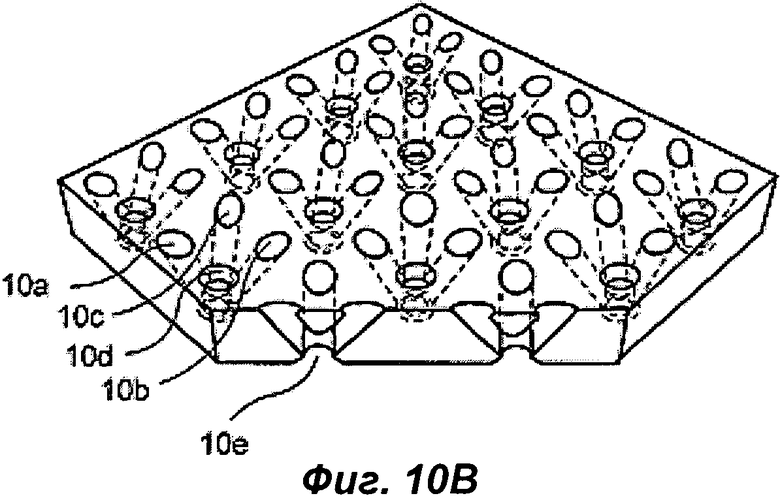
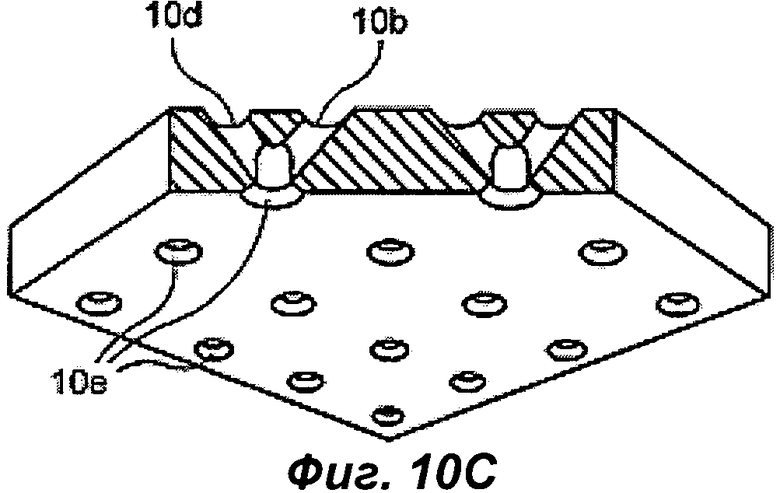
На фиг.10A-10C изображена тканевая структура со структурой разветвленных пустот.
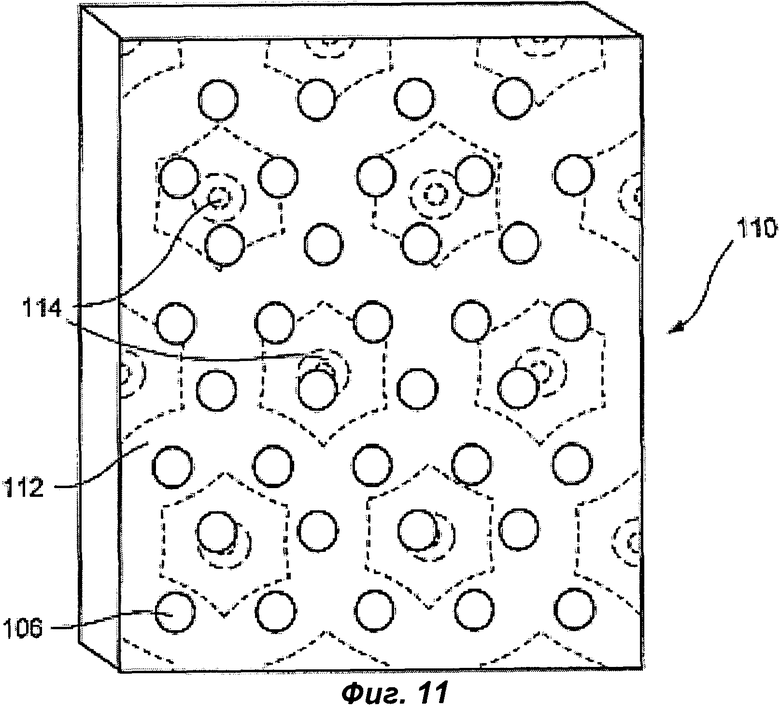
На фиг.11 изображен вид верхней поверхности тканевой структуры, или стороны, соприкасающейся с бумажным полотном, содержащей проницаемую полимерную пленку, которая содержит определенный рисунок кармана заданной глубины и формы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже представлено подробное описание изобретения со ссылками на прилагаемые чертежи, на которых изображены приведенные в качестве примера варианты реализации изобретения. Однако настоящее изобретение может быть реализовано во многих других формах и не должно быть понято как ограниченное представленными в настоящем описании иллюстративными вариантами реализации. Напротив, данные иллюстративные варианты приведены для того, чтобы настоящее описание было исчерпывающе полным и полностью передавало специалистам объем изобретения.
В то время, как объем изобретения включает применение структуры ленты или рукава при получении, как нетканых материалов, так и салфеток и полотенец, большая часть описания будет касаться салфеток/полотенец.
Наряду с использованием термина ткань и тканевая структура, термины ткань, лента, конвейер и тканевая структура используются взаимозаменяемо для описания структур, согласно настоящему изобретению.
На фиг.1 изображен чертеж машины, которая может быть применена при изготовлении салфеток или полотенец, на котором изображены три ткани: формовочная ткань 1, прессовая ткань 2 и транспортная ткань 3. Предложенная тканевая структура может быть применена в качестве любой ткани 1, 2 и 3. Следует заметить, что тканевая структура может быть выполнена с возможностью применения в машине, которая придает текстуру (например, отпечатки) салфеткам или полотенцам.
Так как полотно салфетки/полотенца направляется через машину, оно проходит через ряд вальцовых прессов A, B и C, где полотно обезвоживается, и тканевые структуры 1, 2 и 3 благодаря рельефу рисунка на их поверхности придают предварительно заданную текстуру полотну салфетки/полотенца в любом из вальцовых прессов A, B и C, поскольку тканевая структура и полотно проходят через них вместе.
Тканевая структура может быть применена при получении текстурированных салфеток, полотенец или нетканых материалов и является проницаемой для воды и воздуха. Структура содержит на соприкасающейся с полотном поверхности рисунок, содержащий ряд приподнятых контактных площадок и углублений, которые выполнены с возможностью придания текстуры салфеткам, полотенцу или нетканому материалу. Тканевая структура может содержать несущую подложку, которая может быть выполнена из одного или более текстильных материалов - которые включают любую тканую или нетканую несущую подложку (т.е. ткань основы) - таких как сотканные нити, нетканые материалы, системы нитей, витые спирали, вязаный материал, плетеный материал; намотанные спиралью полосы из любых выше перечисленных форм, независимые кольца и другие экструдированные элементы различной формы. Например, текстильный материал может быть сделан из полимеров, таких как полиэтилентерефталат («ПЭТ»), полиамид («ПА»), полиэтилен («ПЭ»), полипропилен («ПП»), полифениленсульфид («ПФС»), полиэфирэфиркетон («ПЭЭК») и полиэтилен нафталат («ПЭН»), металла или комбинации из полимеров и металла.
Еще в одном примере на фиг.2 изображен чертеж варианта реализации тканой подложки, на котором изображен рисунок из контактных площадок 22, сформированных нитями, ориентированными в машинном («МН») направлении, и углублений 23, сформированных между контактными площадками, полученных из нитей, когда они переплетаются над и под друг другом. Такая подложка может быть выполнена в виде любой из тканых форм, например, в форме длинной основы с местами переплетения сверху и в форме длинной основы с местами переплетения снизу. Примеры таких плетений предложены в патенте США №6769535, содержание которого полностью включено в настоящее описание посредством ссылки. Кроме того, вся тканевая структура или только несущая подложка может быть выполнена с антистатическими свойствами, так как антистатические свойства или свойства рассеивания статического заряда являются важными факторами в производстве нетканых материалов «сухим» способом, таким как мелтблаун.
На фиг.3 изображен еще один вариант реализации поверхности тканевой структуры в которой образованы пустоты. Как изображено, углубления представляют собой желобки 35, гравированные внутри поверхности материала, такого как пленка или покрытие ткани, рукава или ленты. Материалом поверхности может быть покрытие, сформированное из жидкости или плавкого порошка, слоистой пленки или расплавленного волокна, причем покрытие может быть сформировано с использованием, например, жидкости (водной или с высоким содержанием твердой фазы), коагулированного материала, расплавленного дисперсного полимера или вспененного материала. Например, покрытие может быть полиуретаном, акрилом, силиконом или покрытием, содержащим фторуглерод, армированным полимерными волокнами или волокнами целлюлозы, или наполненным неорганическими частицами любого размера (например, наноразмерными частицами). Например, частицы могут быть выполнены с возможностью создания тканевой структуры с улучшенным снятием полотна, устойчивостью к износу или загрязнению.
Тканевая структура является проницаемой для воздуха и воды и содержит ряд пустот, таких как отверстия, которые пропускают воду и/или воздух с поверхности ткани внутрь и сквозь структуру; причем пустоты имеют эффективный диаметр более, чем 50 микрон. Предпочтительно, отверстия имеют эффективный диаметр более 0,2 мм. Наряду с тем, что пустоты рассматриваются как отверстия, пустоты могут включать любое число рассмотренных в настоящем описании конфигураций. Отверстия могут быть выполнены таким образом, чтобы пропускать воду и/или воздух через поверхность внутрь структуры и сквозь структуру. Отверстия могут быть одного размера или разных размеров. Кроме того, отверстия могут быть расположены таким образом, что они находятся только в углублениях (см., например, фиг.4). Однако тканевая структура может быть выполнена таким образом, что отверстия находятся только в контактных площадках или как в контактных площадках, так и в углублениях. В случае, когда отверстия расположены как в контактных площадках, так и в углублениях, отверстия могут быть выполнены так, что размеры отверстий в контактных площадках будут отличаться от размеров отверстий в углублениях. Например, отверстия в контактных площадках могут быть больше, чем отверстия в углублениях, или отверстия в контактных площадках могут быть меньше, чем отверстия в углублениях. Еще в одном примере, размеры отверстия могут быть такими, что отверстия меньше на поверхности отверстия, чем во внутренней части или в нижней части отверстия. С другой стороны, размеры отверстия могут быть больше на поверхности отверстия, чем во внутренней части или в нижней части отверстия. Кроме того, форма отверстий может быть цилиндрической. Тканевая структура может быть выполнена так, что отверстия расположены во всех контактных площадках. Кроме того, тканевая структура может быть выполнена так, что отверстия расположены во всех углублениях. Отверстия могут быть сделаны любым количеством способов, включая механическое пробивание или перфорацию лазером. Кроме того, тканевая структура может быть выполнена так, чтобы поверхность покрытия/пленки являлась гибкой и сжимаемой в направлении по оси Z (т.е. в направлении толщины), но к тому же упругой.
В одном варианте реализации тканевая структура может содержать рисунок поверхности, содержащий составную текстуру. Составная текстура может содержать первую текстуру, сформированную контактными площадками и соответствующими углублениями, сформированными в материале поверхности. Углубления могут быть сформированы, например, вырезанием, тиснением, гравировкой или гравировкой лазером материала поверхности, такого как смоляное покрытие, пленка или вспененный материал. Вторая текстура может быть сформирована текстильным материалом основы и промежутками текстильного материала основы. Конструкция текстильного материала может быть сформирована: ткаными нитями, нетканым материалом, системой нитей, ориентированных в машинном («МН») направлении, системой нитей, ориентированных в поперечном («ПН») направлении, витыми спиралями, независимыми кольцами, экструдированным элементом, вязаным материалом или плетеным материалом. Например, когда текстильный материал соткан из нитей или сформирован из соединенных витых спиралей и вторая текстура сформирована нитями или витыми спиралями и промежутками между нитями или витыми спиралями основы. Предложенный в настоящем описании материал поверхности включает покрытие, пленку, сплавленное волокно, сплавленные частицы или вспененный материал. Материал поверхности может иметь достаточную эластичность, так что, например, когда он наложен на тканую подложку, он согласовывается с ее формой, включая места переплетения с образованием текстурированной поверхности. В случае, когда в качестве материала поверхности используется пленка, при наложении на подложку, она может быть достаточно гибкой (например, полиуретановая пленка), так что при нагревании она будет согласовываться с поверхностью подложки. Например, если подложка является тканой, то пленка будет согласовываться с рисунком переплетения, местами переплетения и всем другим. Однако, если пленка является жесткой (например, MYLAR®), она не будет согласовываться с поверхностью подложки, а напротив, плоско ляжет на любых высоких точках (например, местах переплетения в случае тканой подложки) с образованием плоской поверхности, которую далее текстурируют. В тканевой структуре отверстия могут находиться в контактных площадках только одной из текстур, или отверстия могут находиться в контактных площадках обеих текстур. Кроме того, отверстия могут находиться в углублениях только одной текстуры или в углублениях обеих текстур. Еще в одном варианте отверстия могут находиться в контактных площадках одной текстуры и в углублениях другой текстуры.
На фиг.4 изображен вид сверху поверхности тканевой структуры, поверхности, которая может быть или пленкой или покрытием. Темные участки являются гравированными углублениями 44; а светлые участки являются приподнятыми контактными площадками 42, а кружками изображены сквозные пустоты или отверстия 46. На чертеже отверстия 46 сконфигурированы так, что они находятся только в углублениях 44. Как изображено на фиг.4, рисунок поверхности может быть однородным и повторяющимся. Контактные площадки 42 рисунка поверхности являются непрерывными, хотя рисунок может быть выполнен так, что контактные площадки являются обособленными островками. Углубления 44 изображены обособленными, однако они также могут быть выполнены непрерывными. Углубления могут быть сформированы любым числом способов, включая тиснение, вырезание, гравировку или гравировку лазером. Следует заметить, что несмотря на то, что контактные площадки и углубления так показаны на чертеже, очевидно, что они могут представлять собой противоположный рисунок, в котором контактные площадки принимают форму углублений и наоборот, как в данном и других вариантах реализации, представленных в настоящем описании.
Форма рисунка поверхности смотрящего вниз островка, независимо от того, углубление это или контактная площадка, может быть любой формы, включая круглую, продолговатую, квадратную, прямоугольную, трапециевидную, пятиугольную, шестиугольную, ромбовидную форму, форму усеченного конуса, треугольную или форму другого многоугольника. Непрерывные контактные площадки или углубления могут быть прямыми в машинном направлении («МН»), прямыми в поперечном машинному направлении («ПН»), расположенными под углом к машинному («МН») направлению или поперечному машинному («ПН») направлению или расположенными в двух отдельных группах под углом к машинному («МН») направлению или поперечному машинному («ПН») направлению (для каждой группы). Непрерывные контактные площадки или непрерывные углубления могут быть криволинейными или прямыми. Более того, непрерывные контактные площадки или непрерывные углубления могут быть как криволинейными, так и прямыми на одной и той же тканевой структуре, и непрерывные площадки могут содержать криволинейные и прямые участки. Формы поперечного сечения контактных площадок - островков и непрерывных контактных площадок - могут принимать многочисленные формы, включая многоугольные или другие подходящие для указанной задачи формы. Поперечное сечение означает вид вдоль оси ткани. Как изображено на фиг.4, обособленные углубления 44 и непрерывные контактные площадки 42 являются прямыми в машинном («МН») направлении. Хотя контактные площадки и углубления изображены прямоугольными, они могут принимать многочисленные формы, включая те, которые могут образовать логотип на салфетках, полотенцах или нетканом материале.
Таким образом, поверхность структуры может быть сделана любым числом способов, в том числе непосредственным формованием на производственном оборудовании для изготовления структуры или на другом оборудовании, например, путем последующей гравировки лазером соприкасающейся с полотном поверхности или стороны тканевой структуры (например, лазером); или точным нанесением смолы, как раскрыто в патентах США №7005044, №7008513, №7014735, №7022208, №7144479, №7166196, и №7169265; или экструдированием, как раскрыто в патенте США №6358594, содержание которых полностью включено в настоящее описание посредством ссылки. Там, где используется тканевая структура, например, при изготовлении салфеток, полотенец или нетканого материала, рисунки разработаны так, чтобы оптимизировать объем полотна и устойчивость машины к прогону вариантов текстуры.
На фиг.5 изображено поперечное сечение согласно варианту реализации, на котором изображена многослойная тканая подложка 53 с материалом поверхности 52, такой как покрытие или поверхность слоистой пленки. Покрытие или пленка могут иметь достаточную жесткость, чтобы постоянно находиться на поверхности мест переплетения, содержащихся в тканевой структуре. На фиг.5 изображена тканая подложка 53, содержащая нити 54, ориентированные в машинном («МН») направлении, и нити 55, ориентированные в поперечном («ПН») направлении, и которая не содержит волокнистый холст, иглопробитый в ткань основы. Как изображено на фиг.5, покрытие/пленка 52 слегка проникает внутрь тканой структуры 53, содержащей барьерный слой 58. Кроме того, материал 52 поверхности, такой как покрытие, может быть пористым или поропластом, а тканевая структура 50 может быть выполнена таким образом, чтобы не быть проницаемой для воды и воздуха, за исключением отверстий 56. Отверстия или пустоты 56 изображены проходящими через непроницаемую пленку/покрытие 52 внутрь открытой тканой структуры 53, обеспечивающей прохождение воды и/или воздуха.
Материал поверхности может содержать долговечный материал с большим содержанием твердых веществ, таких как, например, полиуретан, акрил, силикон или покрытие, содержащее фторуглерод, каждый из которых может быть армирован полимерными волокнами или волокнами целлюлозы, или наполнен неорганическими частицами любых размеров (например, наноразмерными частицами). Например, частицы могут быть выполнены с возможностью придания тканевой структуре свойства улучшенного снятия полотна, устойчивости к износу или загрязнению. Таким образом, полученная покрытая ткань содержит на поверхности твердое покрытие. Тогда как покрытие не проникает в несущую подложку, составная структура становится непроницаемой. Затем покрытая ткань может быть отшлифована или ее поверхность может быть улучшена с получением гладкой поверхности. Затем в ней могут быть сформированы отверстия, например, пробиванием лазером. Пробивание лазером может быть сконфигурировано так, что отверстия проникают только через покрытие, но не проходят через элементы несущей подложки (например, нити). Затем поверхность может быть гравирована для придания требуемой текстуры, и полученная тканевая структура будет представлять собой текстурированную покрытую ткань со сквозными отверстиями в покрытии. Вследствие чего поверхность полученной ткани является долговечной и проницаемой для воды и/или воздуха.
Однако материал поверхности может покрывать несущую подложку из любого текстильного материала, который содержит как тканую, так и нетканую основу ткани с волокнистым холстом, иглопробитым в струткуру основы. Например, тканевая структура может содержать слой волокнистого холста под покрытой поверхностью. Слой волокнистого холста может быть выполнен таким образом, чтобы пропускать материал поверхности внутрь слоя волокнистого холста и/или, по меньшей мере, частично внутрь основы.
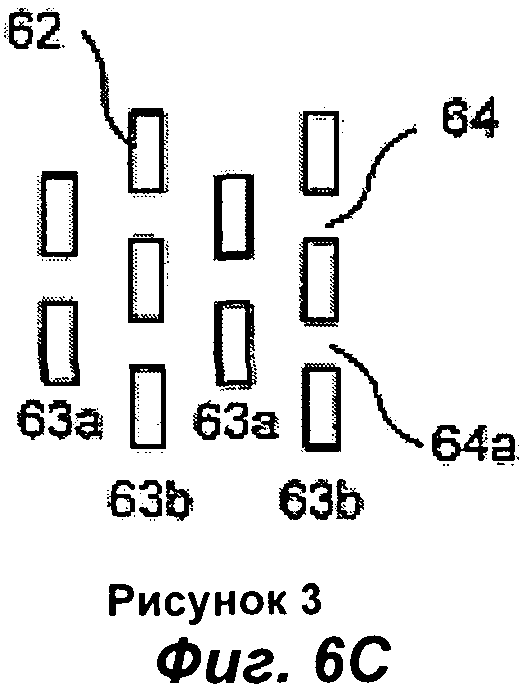
На фиг.6A-6E изображены рисунки контактных площадок и соответствующих углублений, сформированных, например, гравировкой или вырезанием, на которых затененные участки обозначают контактные площадки 62. На фиг.6D изображены пустота или отверстие 66 в контактных площадках. Рисунки поверхности могут быть однородными и повторяющимися, неоднородными и повторяющимися, а также неоднородными и случайными. Как объяснялось выше (т.е. по отношению к фиг.4), контактные площадки 62 на рисунке поверхности содержат обособленные островки 62 или непрерывные площадки (не показаны), а углубления 64 могут содержать обособленные островки (не показаны) или непрерывные площадки 64. Форма островка может быть круглой, продолговатой, квадратной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, ромбовидной, в форме усеченного конуса, треугольной или другой многоугольной формы. Как изображено на фиг.6A, рисунок имеет примерно 3 контактные площадки 62 на см2. Как изображено на фиг.6B и 6D, рисунок содержит прямоугольные обособленные контактные площадки 62 размером примерно 2,0 мм на 1,0 мм и непрерывные углубления 64, которые разделяют направляющие колонки 63a и 63b обособленных контактных площадок 62, размером примерно 1,0 мм. Другие колонки 63а контактных площадок 62 разделены углублениями 64a размером примерно 1,0 мм.
На фиг.6C изображен рисунок, содержащий прямоугольные обособленные контактные площадки 62 размером примерно 0,5 мм на 1,0 мм и непрерывные углубления 64а, которые разделяют направляющие колонки 63a и 63b обособленных контактных площадок, размером примерно 0,5 мм. Другие колонки 63а контактных площадок 62 разделены углублениями 64а размером примерно 0,5 мм. На фиг.6Е изображен рисунок, содержащий перекрещенные по диагонали непрерывные контактные площадки 62 и обособленные, квадратные или ромбовидные, углубления 64, на котором каждое углубление и контактная площадка имеют ширину примерно 1 мм, и обособленные углубления 64 размером примерно 1,0 мм2.
На фиг.7 изображена фотография ленты 70 с покрытием, гравированным перекрещивающимся рисунком. Как изображено на чертеже, пара пустот 76 расположена в углублениях 71, где они перекрещиваются на определенных предварительно заданных местах. Таким образом, пустоты 76 ориентированы, в основном, вдоль линий в машинном направлении («МН»). Кроме того, расположение пустот 76 вносит вклад в текстуру полученных салфеток, полотенец или нетканого материала благодаря локализованной переориентации волокон, так как жидкость (воздух и/или вода) проходит через пустоты 76 от текстурированной поверхности сквозь остальную часть структуры.
На фиг.8A-8C изображены различные рисунки, содержащие контактные площадки 82 и углубления 84 со сквозными отверстиями 86, сформированными в требуемом рисунке сквозь некоторые площадки. Непрерывные контактные площадки 82 или углубления 84 могут быть прямыми по отношению к машинному направлению («МН»), прямыми по отношению к поперечному направлению («ПН»); расположенными под углом к машинному направлению («МН») или поперечному направлению («ПН») или в двух отдельных группах под углом к машинному направлению («МН») или поперечному направлению («ПН»). Углы двух групп могут быть одинаковыми или разными. Непрерывные контактные площадки 82 или углубления 84 могут быть криволинейными или прямыми. Кроме того, непрерывные контактные площадки 82 или углубления 84 могут быть обе и криволинейными и прямыми; или иметь криволинейные или прямые участки. Углубления могут быть сформированы при помощи любого из способов: тиснением, вырезанием, гравировкой или гравировкой лазером. Как изображено на фиг.8A рисунок имеет примерно 4 отверстия 86 на см2 в каждом третьем рисунке в машинном («МН») и поперечном («ПН») направлении, тогда как на фиг.8 В изображен рисунок, содержащий примерно 7 отверстий 86 на см2 в каждом втором рисунке в поперечном («ПН») направлении и в каждом втором рисунке в машинном («МН») направлении. И на фиг.8C изображено примерно 12 отверстий 86 на см2. На каждой из фиг.8A-8C пустоты 86 изображены сформированными в контактных площадках 82, которые являются обособленными островками и прямоугольными.
Еще в одном варианте реализации тканевая структура может содержать подложку ткани, покрытую смолой или поропластом; и сформированную из структуры текстильного материала, которая может быть каким-либо тканым материалом, сформированным из нитей, системы нитей, ориентированных в машинном («МН») направлении, системы нитей, ориентированных в поперечном («ПН») направлении, системы нитей, ориентированных как в машинном («МН») направлении, так и в поперечном («ПН») направлении; витых спиралей; независимых колец или других форм экструдированного элемента, вязаного материала или плетеного. Контактные площадки и углубления могут быть сформированы из текстильного материала, из которого сделана подложка, и промежутков текстильного материала. Например, контактные площадки и углубления могут быть сформированы из нитей или соединенных витых спиралей, образующих подложку и промежутки между нитями или витыми спиралями. Контактные площадки могут иметь геометрическую характеристику. Например, контактные площадки могут иметь по существу одинаковую форму или разную форму. Кроме того, контактные площадки могут быть одной высоты или разной. Кроме того, контактные площадки могут отличаться геометрическими характеристиками, что также применимо к другим вариантам реализации, рассмотренным в настоящем описании. Кроме того, отверстия могут быть сконфигурированы так, что они находятся только в контактных площадках и проходят через нижележащий текстильный материал, формирующий контактные площадки. Кроме того, отверстия могут быть сконфигурированы так, что они расположены только в углублениях (т.е. промежутках) между контактными площадками, сформированными текстильным материалом. Кроме того, отверстия могут быть расположены как в контактных площадках, так и в углублениях между нитями или элементами текстильного материала.
Как изображено на фиг.9A-9G, еще в одном варианте реализации, тканевая структура может быть применена в процессе производства салфеток, полотенец или нетканого материала. Однако данный вариант реализации оказался особенно выгодным, при использовании в процессе гидросплетения нетканых материалов. В данном варианте реализации тканевая структура может быть выполнена с возможностью формирования проницаемого для воздуха конвейера, для применения в вышеуказанных областях применения. Конвейер может быть сделан из полученной выдавливанием или слоистой пленки 91, в которой сформированы отверстия 96 для достижения требуемой проницаемости для воздуха. Указанные отверстия 96 могут иметь различные диаметры примерно от 0,2 мм до 5 мм, и отверстия 96 могут быть сконструированы расположенными под различными углами по отношению к плоскости конвейера. Форма отверстий 96 может быть круглой, квадратной, овальной или любой другой заданной формой, например, звездообразной.
Как изображено на фиг.9A, положение отверстий 96 на поверхности конвейера может быть равномерным или случайным. Кроме того, отверстия 96 могут быть распределены с конкретной плотностью на заданном участке конвейера или равномерно по всей поверхности, в зависимости от, например, требований к изготовленному нетканому материалу. Кроме того, пустоты 96 могут иметь форму линий, которые вырезаны или гравированы на конвейере для создания, например, логотипов. Конвейер может быть изготовлен с применением одного слоя или нескольких слоев полимерных пленок 191a и 191b, с армированием волокна или без армирования (тканого или нет). Кроме того, тканевая структура может быть изготовлена как «сэндвич» со слоем тканого или нетканого материала, ламинированным между полимерными пленками, как может быть в случае с любой подложкой, уже предложенной в настоящем описании. Данное армирование может повысить механическую стабильность тканевой структуры.
Поверхность конвейера может быть гравирована для создания рельефа поверхности, такого как ячеистая структура или другой рисунок, или может быть подвергнута дальнейшей обработке для конкретных областей применения, таких как рассеивание статического заряда или препятствование загрязнению. Кроме того, на поверхности конвейера могут быть сделаны желобки для создания рельефа поверхности для нанесения различных рисунков. Кроме того, тканевая структура может быть сделана в виде рукава для установки на барабан (усадочный рукав) или в виде бесконечной или сшиваемой тканевой структуры.
Как изображено на фиг.9F, применение конвейера данного типа обеспечивает лучшее отражение энергии при применении в процессе водяных струй (гидроспутывание) по сравнению со стандартной тканой лентой. Например, структура приводит к улучшенному сплетению волокон, а также предотвращает проникновение захваченных волокон в промежутки или пересечения нитей тканой структуры. В результате улучшено сплетение волокон и уменьшено выщипывание волокон, например, нетканый материал лучше снимается с данной конвейерной ленты или переносится на следующую позицию в процессе.
Кроме того, как изображено на фиг.9С, соприкасающаяся с деталями машины сторона ткани может быть изготовлена с рельефом поверхности, желобками или дополнительным моноволокном 93 для создания более высокой степени осушения в случае влажного процесса; или создания аэродинамического эффекта в случае сухого процесса.
Кроме того, сама подложка, если присутствует, может иметь антистатические свойства или свойства рассеивания статического заряда.
Еще в одном варианте реализации предложена тканевая структура, которая имеет или не имеет несущую подложку и содержит соприкасающуюся с полотном поверхность, имеющую контактные площадки и углубления и структуру разветвленных пустот, выполненная с возможностью придания текстуры салфеткам, полотенцам или нетканому материалу. Контактные площадки и углубления могут быть сформированы согласно предложенным в настоящем описании способам и структурам. На фиг.10A-10C изображены поверхность и поперечное сечение поверхности тканевой структуры 10 с разветвленной пустотой или отверстием, содержащим множество маленьких отверстий 10a, 10b, 10c и 10d на соприкасающейся с полотном стороне 12, наклоненных так, что они сливаются в большую пустоту 10e на противоположной стороне 14 поверхности. Например, считается, что такая проницаемая текстурированная структура может заменить тканую структуру в формовочной части бумагоделательной машины. Кроме того, данная структура позволяет сформировать в тканевой структуре большое количество маленьких отверстий, а также обеспечивает небольшое долгосрочное удлинение в машинном («МН») направлении при высокой прочности на изгиб в направлении поперек машинному («ПН»), Кроме того, данная структура может быть приспособлена, например, для отверстий в тканевой структуре диаметром меньше толщины подложки, что не вызывает, например, закупоривание отверстий вследствие загрязнения.
Кроме того, тканевая структура с описанной поверхностью разветвленной структуры может быть применена для сквозной сушки воздухом (TAD) или другого способа производства салфеток или полотенец или нетканых материалов. Например, шероховатая структура на соприкасающейся с бумажным полотном стороне и более маленькие отверстия на противоположной стороне, соприкасающейся с деталями машины, могут обеспечить, например, захват, форму и/или ориентировать расположенные в тканевой структуре волокна в заданном рисунке и создавать салфетки, полотенца или нетканые материалы с большим объемом.
Пустоты могут быть прямыми (цилиндрическими) или коническими. Например, конические отверстия различных рисунков могут быть выполнены так, что они будут большими и будут правильно распределены на одной стороне, такой как соприкасающаяся с полотном поверхность, в то время как пустоты на противоположной стороне, соприкасающейся с деталями машины поверхности, могут быть по существу выровнены в машинном направлении («МН»), посредством этого обеспечивается, например, улучшенное осушение.
Указанная разветвленная пустота может быть сформирована в изображенной структуре или в слоистой подложке. Пустоты могут быть сформированы любым из многочисленных способов перфорирования или их комбинацией, включая сверление лазером, механическое пробивание и тиснение (например, тепловое или ультразвуковое). Например, пустоты могут быть сформированы комбинированием сверления лазером с тиснением. Как изображено на фиг.10С, четыре пустоты 10a, 10b, 10c, 10d, расположенные в первой стороне, сливаются в одну пустоту 10е, расположенную во второй стороне. Однако может быть задумано любое количество и любая комбинация разветвленных пустот для каждой стороны тканевой структуры.
Еще в одном варианте реализации предложена тканевая структура, содержащая соприкасающуюся с полотном поверхность, содержащую рисунок, содержащий контактные площадки и углубления, выполненный с возможностью придания текстуры салфеткам, полотенцам или нетканому материалу. На фиг.11 изображен вид верхней, или соприкасающейся с полотном поверхности 110 тканевой структуры, содержащей проницаемые полимерную пленку или покрытие, которые содержат определенный рисунок кармана предварительно заданной глубины и формы. Рисунок кармана может быть вытравленным лазером, зарубленным, гравированным или тисненным внутрь поверхности. Тканевая структура содержит непрерывные контактные площадки 112 и обособленные углубления 114, при этом увеличивающаяся глубина изображена более затененной. Контактные площадки 112 образуют шестиугольную матрицу или решетку в плоскости, расположенной выше, чем более темные заштрихованные углубления 114. Углубления 114 могут быть сформированы внутри поверхности тканевой структуры, так что углубление принимает предварительно заданную форму, изображенную в форме шестиугольника 114. Глубина карманов 114 увеличивается где затененные участки темнее. Пустоты 106 распределены по поверхности, делая тканевую структуру проницаемой.
Придание поверхности заданной текстуры наряду со сверлением отверстий лазером создает поверхность, содержащую объем карманов различных форм. В связи с этим, карманы, например, при применении в формовочной части машины или в секции сквозной сушки воздухом машины, предназначенной для сквозной сушки воздухом, обеспечивают поверхность, так что при формировании или транспортировке волоконного ковра (салфеток или полотенец) на поверхности, ковер принимает форму узорчатой тканевой структуры в зеркальном отражении, посредством этого создается объем в полученном бумажном полотне (например, салфетках или полотенцах), сформированном из волоконного ковра.
Карманы 114 могут формировать любой предварительно заданный рисунок. Кроме того, карманы 114 могут иметь любую форму, такую как, например, ромбовидную, произвольную, форму бабочек, кошачьих лапок, других животных, логотипов и т.д. Углубления 114 могут также быть любой предварительно заданной глубины. Карманы 114 могут образовать участок волокнистого ковра для согласования с созданием дополнительной толщины в направлении оси Z (объема) в салфетках, полотенцах или в нетканом материале, изготовленном на тканевой структуре 110, а также с созданием характерного рисунка. Как было выше указано, обычные ленты, используемые в бумажном производстве, не придают текстуру изготовленному на ней бумажному полотну. Термин «структура» относится к изменениям основной массы и/или плотности бумажного полотна, которые больше, чем встречаются при обычном производстве бумаги и благодаря обычным изменениям, таким как изменения, вызванные крепированием. Однако термин «структура» может также относиться к текстуре или рисунку на полотне салфеток или полотенец. Обычно такие «структурированные» салфетки/ полотенца являются мягкими и объемными с высокой впитывающей способностью. Такие ленты, используемые в бумажном производстве, могут быть лентами, используемыми в технологии сквозной сушки воздухом (TAD-технологии) или традиционными прессовыми тканями, транспортными тканями или формующими тканями. Такие ленты содержат каркас для нанесения рисунка на поверхность и могут иметь армирующую структуру. Структурированные салфетки и полотенца могут быть более мягкими, более впитывающими и иметь меньшую основную массу, чем неструктурированные.
Следует отметить, что в отношении всех вышеуказанных вариантов реализации, не смотря на то, что считается, что придание текстуры поверхности может быть сделано на всей поверхности структуры, в зависимости от области применения, придание текстуры поверхности может быть сделано только на одном участке или на некоторых участках поверхности ткани.
Специалистам должно быть очевидным, что могут быть сделаны модификации изобретения без отступления от объема изобретения, ограниченного прилагаемой формулой изобретения.





Изобретение относится к бумажному производству, а именно к проницаемым лентам для производства салфеток, полотенец и нетканых материалов. Заявлена тканевая структура, применяемая при изготовлении текстурированных салфеток, или полотенец, или нетканых материалов, проницаемая для воздуха и/или воды, содержащая поверхность контакта с полотном, имеющая рисунок, содержащий ряд приподнятых контактных площадок и углублений, пригодных для придания текстуры салфеткам, или полотенцам, или нетканым материалам, и ряд пустот, пригодных для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь указанную структуру, причем эффективный диаметр указанных пустот составляет более 50 микрон. Предложенная тканевая структура обеспечивает улучшенное обезвоживание и минимизацию повторного увлажнения полотна. 66 з.п. ф-лы, 11 ил.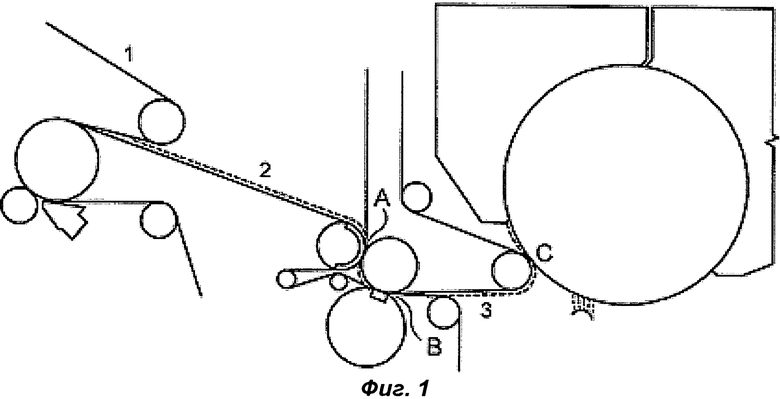
1. Тканевая структура, применяемая для изготовления текстурированных салфеток или полотенец, или нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, пригодных для придания текстуры салфеткам или полотенцам, или нетканым материалам, и
ряд пустот, пригодных для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь указанную структуру, причем эффективный диаметр указанных пустот составляет более 50 микрон.
2. Тканевая структура по п.1, в которой пустоты находятся только в контактных площадках.
3. Тканевая структура по п.1, в которой пустоты находятся только в углублениях.
4. Тканевая структура по п.1, в которой пустоты находятся как в контактных площадках, так и в углублениях.
5. Тканевая структура по п.1, в которой пустоты в контактных площадках имеют размеры, отличающиеся от размеров пустот в углублениях.
6. Тканевая структура по п.1, в которой пустоты в контактных площадках больше, чем пустоты в углублениях.
7. Тканевая структура по п.1, в которой пустоты в контактных площадках меньше, чем пустоты в углублениях.
8. Тканевая структура по п.1, в которой пустоты имеют одинаковый размер.
9. Тканевая структура по п.1, в которой размеры пустоты меньше на поверхности пустоты, чем во внутренней или нижней части пустоты.
10. Тканевая структура по п.1, в которой размеры пустоты больше на поверхности пустоты, чем в внутренней или нижней части пустоты.
11. Тканевая структура по п.1, в которой пустоты имеют цилиндрическую форму.
12. Тканевая структура по п.1, в которой пустоты сформированы некоторым способом, включающим механическое пробивание или сверление лазером.
13. Тканевая структура по п.1, в которой указанная поверхность контакта является гибкой и сжимаемой по оси Z и обладает упругостью.
14. Тканевая структура по п.1, в которой указанная поверхность включает материал поверхности, выбранный из группы включающей: покрытие, слоистую пленку, расплавленное волокно или вспененный материал.
15. Тканевая структура по п.1, которая содержит несущую подложку, при этом подложка может быть выполнена из текстильного материала, выбранного из группы, по существу состоящей из: тканых нитей, нетканого материала, системы нитей, витых спиралей, вязаного материала, плетеного материала; намотанной спиралью полосы, ряда независимых колец, и экструдированных элементов различной формы или любую комбинацию из перечисленных форм.
16. Тканевая структура по п.15, в которой состав текстильного материала выбран из группы, включающей полимер и металл; а полимер выбран из группы, по существу состоящей из полиэтилентерефталата (ПЭТФ), полиамида (ПА), полиэтилена (ПЭ), полипропилена (ПП), полифениленсульфида (ПФС), полиэфирэфиркетона (ПЭЭК) и полиэтилен нафталата (ПЭН).
17. Тканевая структура по п.14, в которой указанное покрытие выбрано из группы, по существу состоящей из: акрила, силикона, покрытия, содержащего фторуглерод, полиуретана, каждый из которых может быть армирован полимерными волокнами или волокнами целлюлозы, или наполнен неорганическими частицами, причем частицы выполнены с возможностью создания структуры с улучшенным снятием полотна, устойчивостью к износу или загрязнению.
18. Тканевая структура по п.17, в которой покрытие выполнено пористым или представляет собой поропласт, причем указанная структура является непроницаемой для воды или воздуха, за исключением пустот.
19. Тканевая структура по п.14, в которой материал поверхности представляет собой пленку, имеющую достаточную жесткость для образования плоской поверхности на тканевой структуре.
20. Тканевая структура по п.15, дополнительно содержащая материал поверхности, выбранный из группы, включающей: покрытие, слоистая пленка, расплавленное волокно или вспененный материал, и имеющий достаточную эластичность для прилегания к подложке тканевой структуры.
21. Тканевая структура по п.14, дополнительно содержащая:
слой волокнистого холста под поверхностью тканевой структуры, причем слой волокнистого холста выполнен таким образом, чтобы обеспечить проникание материала поверхности в слой волокнистого холста и/или по меньшей мере частичное проникание в подложку.
22. Тканевая структура по п.14, дополнительно содержащая: барьерный слой, выполненный с возможностью регулирования глубины проникания материала поверхности.
23. Тканевая структура по п.14, в которой материал поверхности представляет собой покрытие и содержит образующий материал, выбранный из группы, по существу состоящей из: жидкости (водной или с высоким содержанием твердой фазы), коагулированного материала, расплавленного дисперсного полимера или вспененного материала.
24. Тканевая структура по п.1, в которой рисунки поверхности выполнены однородными и повторяющимися.
25. Тканевая структура по п.1, в которой рисунки поверхности выполнены неоднородными и повторяющимися.
26. Тканевая структура по п.1, в которой рисунки поверхности выполнены неоднородными и случайными.
27. Тканевая структура по п.1, в которой контактные площадки рисунка поверхности содержат дискретные островки или непрерывные участки.
28. Тканевая структура по п.1, в которой рисунок поверхности содержит дискретные углубления или непрерывные участки.
29. Тканевая структура по п.27 или 28, в которой форма островка или дискретных углублений выбрана из группы, по существу состоящей из: круглой, продолговатой, квадратной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, ромбовидной формы, формы усеченного конуса, треугольной и многоугольной формы.
30. Тканевая структура по п.27, в которой форма поперечного сечения островков или непрерывных участков является многоугольной.
31. Тканевая структура по п.27 или 28, в которой непрерывные контактные площадки или углубления могут быть прямыми в машинном направлении («МН»), прямыми в направлении поперек машинному («ПН»), расположенными под углом к машинному или поперечному направлению, или расположенными в двух отдельных группах под углом к машинному или поперечному направлению.
32. Тканевая структура по п.31, в которой указанные две отдельные группы расположены под одним углом или под разными углами.
33. Тканевая структура по п.27 или 28, в которой непрерывные контактные площадки или углубления являются криволинейными или прямыми.
34. Тканевая структура по п.27 или 28, в которой непрерывные контактные площадки или углубления являются как криволинейными, так и прямыми; или непрерывные контактные площадки или углубления содержат криволинейные и прямые участки.
35. Тканевая структура по п.1, в которой углубления сформированы способом, выбранным из группы, по существу состоящей из тиснения, вырезания, гравировки и гравировки лазером.
36. Тканевая структура по п.1, в которой несущая подложка покрыта смолой или поропластом или имеет прикрепленную к ней пленку; а подложка ткани сформирована из конструкции текстильного материала, выбранной из группы, по существу состоящей из:
тканого материала,
системы нитей, ориентированных в машинном направлении («МН»),
системы нитей, ориентированных в поперечном («ПН») направлении,
основы из витой спирали,
независимых колец,
экструдированного элемента,
вязаной основы и
плетеной основы,
причем контактные площадки и углубления сформированы из текстильного материала, образующего подложку.
37. Тканевая структура по п.36, в которой пустоты находятся только в контактных площадках и проходят сквозь нижележащий текстильный материал, формирующий контактную площадку.
38. Тканевая структура по п.36, в которой пустоты находятся только в углублениях между сформированными из текстильного материала контактными площадками.
39. Тканевая структура по п.36, в которой пустоты находятся как в контактных площадках, так и в углублениях между текстильным материалом.
40. Тканевая структура по п.15, в которой рисунок поверхности содержит составную текстуру, содержащую:
первую текстуру, содержащую контактные площадки и углубления, и
вторую текстуру, отличающуюся от первой текстуры, сформированную из текстильного материала подложки.
41. Тканевая структура по п.40, в которой текстильный материал выбран из группы, по существу состоящей из тканых нитей, нетканого материал, системы нитей, ориентированных в машинном направлении («МН»), системы нитей, ориентированных в поперечном («ПН») направлении, витых спиралей, несвязанных колец, экструдированного элемента, вязаного материала или плетеного материала.
42. Тканевая структура по п.40, в которой пустоты находятся в контактных площадках только одной из текстур.
43. Тканевая структура по п.40, в которой пустоты находятся в контактных площадках обеих текстур.
44. Тканевая структура по п.40, в которой пустоты находятся в углублениях только одной из текстур.
45. Тканевая структура по п.40, в которой пустоты находятся в углублениях обеих текстур.
46. Тканевая структура по п.39, в которой пустоты находятся в контактных площадках одной текстуры и в углублениях другой текстуры.
47. Тканевая структура по п.1, в которой контактные площадки имеют геометрическую характеристику.
48. Тканевая структура по п.46, в которой форма контактных площадок является по существу одинаковой или различной.
49. Тканевая структура по п.46, в которой контактные площадки имеют одинаковую или разную высоту.
50. Тканевая структура по п.1, в которой контактные площадки отличаются геометрической характеристикой.
51. Тканевая структура по п.1, выполненная с обеспечением антистатических свойств.
52. Тканевая структура по п.1, которая выбрана из группы тканей, используемых в машине для придания текстуры нетканому материалу.
53. Тканевая структура по п.1, которая содержит тканую подложку, имеющую длинную основу с местами переплетения сверху.
54. Тканевая структура по п.1, которая содержит тканую подложку, имеющую длинную основу с местами переплетения снизу.
55. Тканевая структура по п.1, в которой пустоты расположены во всех контактных площадках.
56. Тканевая структура по п.1, в которой пустоты расположены во всех углублениях.
57. Тканевая структура по п.1, в которой контактные площадки являются непрерывными и формируют рисунок в виде решетки.
58. Тканевая структура по п.57, в которой углубления выполнены на предварительно заданной глубине и предварительно заданной формы.
59. Тканевая структура по п.1, в которой пустоты на поверхности указанной тканевой структуры соединяются в пустоты на противоположной поверхности указанной тканевой структуры.
60. Тканевая структура по п.59, в которой диаметр пустот меньше толщины подложки.
61. Тканевая структура по п.1, в которой контактные площадки являются непрерывными и формируют рисунок в виде решетки.
62. Тканевая структура по п.61, в которой углубления выполнены на предварительно заданной глубине и предварительно заданной формы.
63. Тканевая структура по п.59, в которой пустоты на поверхности указанной тканевой структуры соединяются в пустоты на противоположной поверхности указанной тканевой структуры.
64. Тканевая структура по п.28, в которой форма островка или дискретных углублений выбрана из группы, по существу состоящей из: круглой, продолговатой, квадратной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, ромбовидной формы, формы усеченного конуса, треугольной и многоугольной формы.
65. Тканевая структура по п.28, в которой непрерывные контактные площадки или углубления могут быть прямыми в машинном направлении («МН»), прямыми в направлении поперек машинному («ПН»), расположенные под углом к машинному или поперечному направлению, или расположенными в двух отдельных группах под углом к машинному или поперечному направлению.
66. Тканевая структура по п.28, в которой непрерывные контактные площадки или углубления являются криволинейными или прямыми.
67. Тканевая структура по п.28, в которой непрерывные контактные площадки или углубления являются как криволинейными, так и прямыми; или непрерывные контактные площадки или углубления содержат криволинейные и прямые участки.
| WO 2005075736 A2, 18.08.2005 | |||
| US 0005906786 A1, 25.05.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ И ЛЕНТА, ИСПОЛЬЗУЕМАЯ ДЛЯ ПРОИЗВОДСТВА ПУХЛЫХ САЛФЕТОК И ПОЛОТЕНЕЦ, А ТАКЖЕ НЕТКАНЫХ ИЗДЕЛИЙ И МАТЕРИАЛОВ | 2003 |
|
RU2317360C2 |
| US 0006660362 B1, 09.12.2003. | |||

