персного шлама, которая глубоко внедряется в металл и не удаляется при использовании известного устройства.
Известно, что понижение кавитационной прочности жидкости можно достигнуть путем повышения содержания в ней газовых пузырьков 2.
Это достигается тем, что в моющий раствор вводят дополнительные ядра кавитации путем продувки жидкости газом в тех местах рабочего объема, где необходимо получить интенсивную кавитационную область. Это позволит значительно повысить эрозионную активность в рабочем объеме с раствором и соответственно ускорить процесс очистки.
Целью изобр ет ния является интенсификация процесса очистки путем локальногхэ введения в моющую жидкость газовых пу,1ырьков.
Это достигается тем, что в ИЗЁОСТНОЙ установке для ультразвуковой очистки изделий типа лент, перемещаемых в ванне с рабочей жидкостью по направляющим, закрепленным на опорной раме, в которую встроены ультразву1совые преобразователи, направляюпоие и опорная рама расположены так, что образуют с очищаемым изделием ограниченную полость, и в них выполнена система каналов, через которую упомянутая полость соединена с источником сжатого газа.
Создание огран1гченной полости через которую протягивается с высокой скоростью очищаемое изделие (лента) позволяет локально вводить в нее газосодержащие зародыши. При вкгао гении ультразвуковых колебаний происходит разрыв жидкости в местах нахождения зародышей. Такие зародышевые пузырьки приводят к возникновению кавитации при достаточно низких интенсивностях ультразвука, что способствует интенсификации процесса очистки.
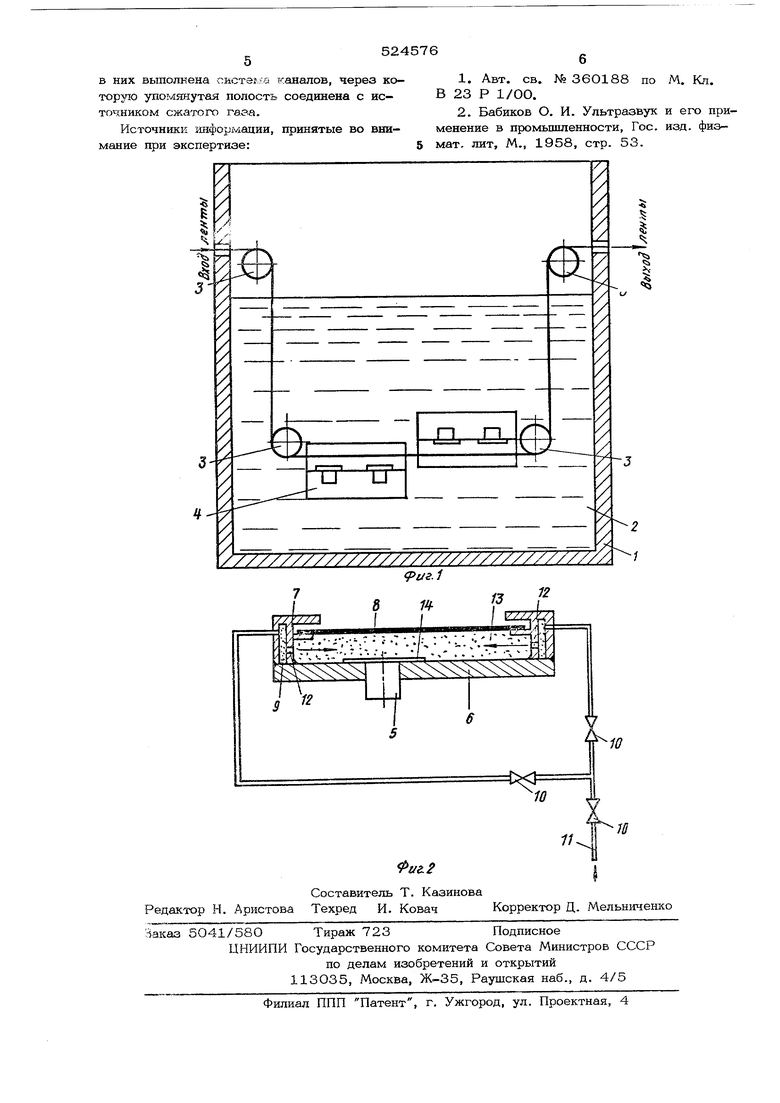
На фиг. 1 представлен общий вид установки для ультразвуковой очистки непрерывно движущейся ленты; на фиг. 2 - блок с источниками ультразвуковых колебаний.
Установка для ультразвуковой очистки содержит ванну 1, заполненную моющей жидкостью 2, транспортирующие валки 3 и блок 4. Источники 5 ультразвуковых коле- балий смонтированы в опорной раме 6 блока, к которой прикреплены направляющие 7, расположенные по обе стороны движущейся ленты 8 и предотвращаюв1ие ее свободное биение.
Внутренняя зона 9 направляющих 7 через вентшти 10 соед1шека с источником 11 схсатого газа например, воздушной цеховой магистоалью. Каналы 12, выполненные в
направляющих 7, соединяют их внутреншою зону 9 с ограниченной полостью 13, образованной очищаемым изделием (лентой 8), направляющими 7 и опорной рамой 6, Ввод ультразвуковых колебаний в ограниченную полость 13 с рабочей жидкостью осуществляется излучающей поверхностью 14 источников ультразвуковых колебаний 5.
Установка для ультразвуковой очистки работает следующим образом.
Ванна 1 заполняется рабочим раствором (например, щелочным) таким образом, чтобы верхний уровень превьпшл уровень очищаемой ленты 8 на О,2-О,6 м. Включаете привод транспортирующих валиков 3 (на фиг. не показан) и лента начинает перемещаться в направляющих 7 в рабочем растворе 2, которым заполнена ванна 1. Предварительно подается питание с генератора к источникам 5 ультразвуковых колебаний, открываются вентили 1О подачи сжатого газа во внутреннюю зону 9 направляющих 7. Через каналы 12 сжатый газ поступает в ограниченную полость 13 и насыщает моющий раствор газовыми пузырьками. Изменяя прочность жидкости таким ваеденнем газовых пузырысов, удается создать развитую кавитац 4онную область в зоне очистки и значительно ускорить процесс обработки.
Таким образом, предлагаемое техническое рещение позволяет:
а)введением в моющий раствор, подвергаемый воздействию ультразвуковых колебаний, пузырьков газа очистить за счет развт-ой кавитации загрязнения, прЬчно связанные с поверхностью ленты. Развитая кавитация в зоне обработки достигается смешиванием газа и моющей жидкости;
б)за счет ускорения операции очистки пакты повысить ее скорость движения в зоне обработки до 10 м/сек, а соответственно и скорость прокатных станов металлургических цехов.
Формула изобретения
Установка для ультразвуковой очистки изделий типа лент, перемещаемых в ванне с рабочей жидкостью по направляющим, закрепленным на опорной раме, в которую встроены ультразвутсовые преобразователи, отличающаяся тем, что, с целью интенсификации процесс-, очистки путем локального введения в раб -i JKIIC.KOCTB газовых пузырьков, направл ще и опорная рама расположены так, что образуют с очи- DiaeMbiM изделием ограниченную полость, и
в них выполнена систэгка каналов, через которую упомянутая полость соединена с источником сжатого гааа.
Источники И11формацин, принятые во внимание при экспертизе:
1.Авт. св. № 36О188 по В 23 Р 1/00.
2.Бабиков О. И. Ультразвук менение в промьшшенности. Гос. мат, лит, М., 1958, стр. 53.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ ПРОВОЛОКИ ИЛИ ЛЕНТЫ | 2007 |
|
RU2360746C1 |
| Ультразвуковое устройство для очистки изделий | 1976 |
|
SU558722A1 |
| СПОСОБ ДЕЗИНТЕГРАЦИИ ЗАГРЯЗНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2129920C1 |
| Установка для ультразвуковой очистки изделий | 1980 |
|
SU902875A1 |
| Способ ультразвуковой очистки изделий | 1988 |
|
SU1574285A1 |
| Способ очистки изделий | 1978 |
|
SU732039A1 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2129921C1 |
| Ультразвуковое устройство для очистки непрерывно движущейся полосы | 1981 |
|
SU1000127A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375127C1 |
| СПОСОБ АКУСТИЧЕСКОЙ ОБРАБОТКИ ОБЪЕКТА | 2001 |
|
RU2196014C2 |
