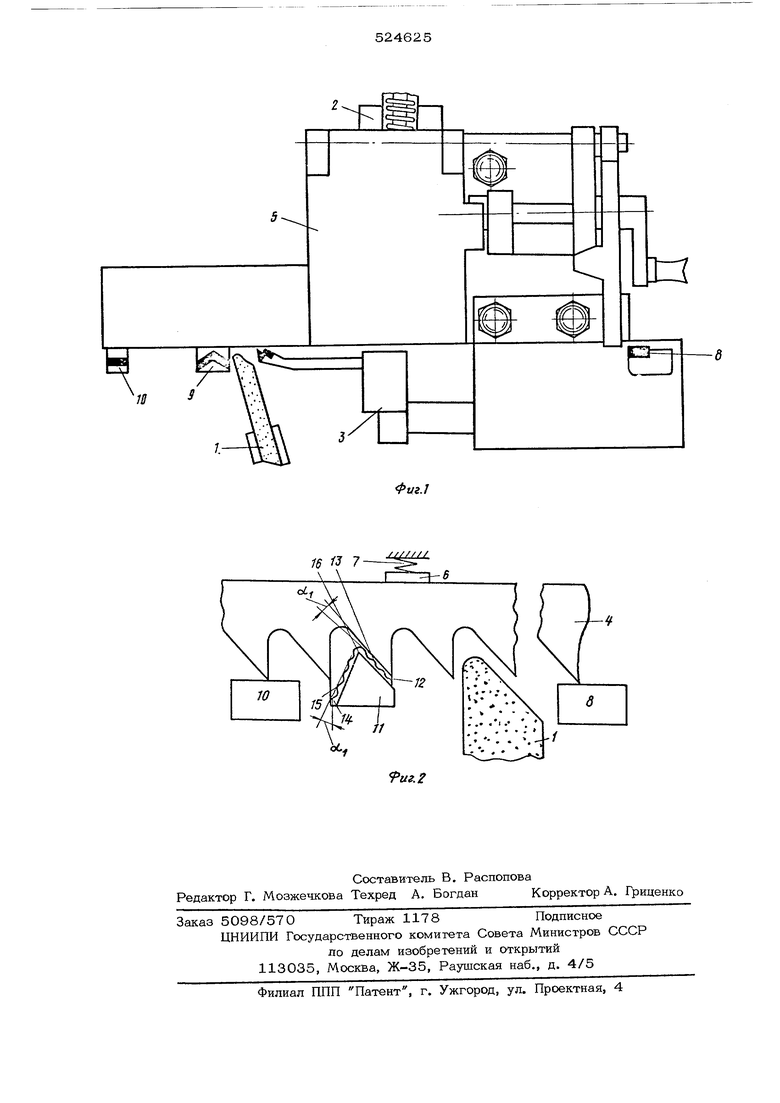
(54) СТАНОК ДЛЯ ЗАТОЧКИ ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ После включения станка и обработки оче редного межзубья полотно пилы 4 подают в направлении шаговой подачи на 0,5-0,95 часть шага. Задняя грань зуба скользит по вершинам выступов 13, упрочняясь и проглаживаясь. Контакт происходит по линии. В то же время пила 4 отходит от абразивного круга 1, воздействуя на тыльный прижим 6, и сжимает пружину 7. В конце шаговой подачи режушая кромка зуба пилы 4 соскальзывает с последней вершины выступа 13 на вершину 16 опорного элемента, а затем на первую вершину выступа 15. В этот момент подачу по шагу прекраш;ают. После окончания шаговой подачи под действием сжатой пружины пилу подают на опорный элемент. Передняя грань зуба начинает скользить по вершинам выступов 15, а так как они находятся на одной плоскости, расположенной под углом cL , то пила 4 досылается на оставшуюся часть шага. Во время проскальзывания верхней части зуба по вершинам выступов 13 и 15 и поверхности вершины 16 опорною элемен та происходит проглаживанио режушей кромки, задней и передней граней зуба пилы. Проглаживание происходит как бы линией. При наличии нескольких выступов на пласти нах 12 и 14 проглаживаемые части задней и передней граней зуба с большим шагом и высотой испытывают, кроме того, и удары в момент соскальзывания с одной вершины выступа на другую. При этом выступ, прокон тактировавший с задней гранью (передней гранью) первым, выходит из контакта. Заднюю и переднюю грань проглаживают на длине 0,5-2 мм от режушей кромки. Чистота проглаженной поверхности достигает Cv 8 - Д 9 класса. Скорость каждого этапа проглаживания равна сотым и даже тысячным долям секунды. Вследствие больших скоростей заточки (порядка 450 зубьев в минуту и выше) посредством удара (ударов) по задней (передней) грани зуба и трения контактирующих поверхностей происходит качественное упрочнение и повышение чистоты граней в зоне вершины зуба пилы. Эффективность проглаживания прямо пропорциональна скорости заточки. Для увеличения качества проглаживания и более лучшего уплотнения поверхностного слоя металла в зонах вершин зубьев пилы можно устанавливать последовательно несколько опорных элементов, а если пила бесконечная, то опорные элементы можно устанавливать на разных ветвях пилы в компоновке с соответствующими механиз- мами. При необходимости опорные элементы можно устанавливать и на разводном механизме, если происходит одновременно заточка и разводка. Формула изобретения Станок для Заточки зубьев ленточных пил, включаюший заточный механизм, каретку с приводом, механизм подачи пилы и зажимное приспособление с упорами, один из которых снабжен опорным элементом с поверхностями, контактирующими с задней и передней гранями зуба пилы, отличающийся тем, что, с целью повышения чистоты проглаживаемых участков зуба пилы и плотности его поверхностного слоя, поверхности, контактирующие с задней и передней гранями зуба пилы, выполнены криволинейными, например с выступами.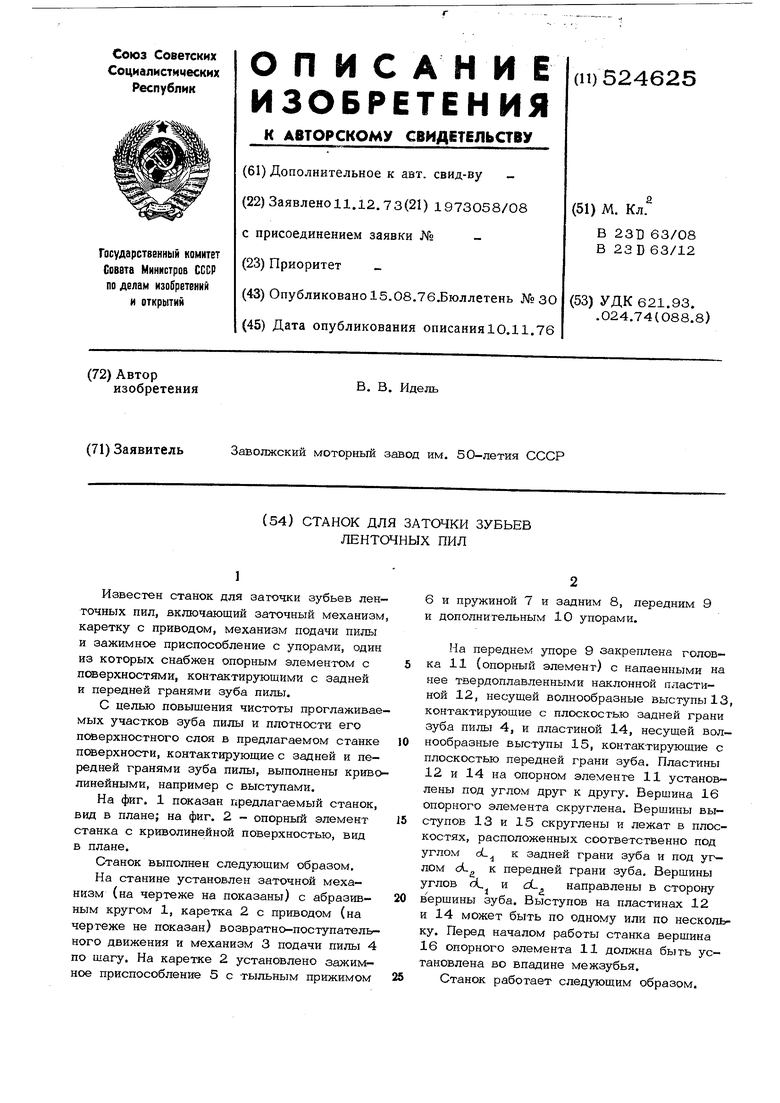
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU546442A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU546440A1 |
| Станок для заточки зубьев ленточных пил | 1973 |
|
SU554960A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU554961A1 |
| Зажимной механизм станка для заточки зубьев ленточных пил | 1974 |
|
SU527262A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU553063A1 |
| Станок для заточки ленточных пил | 1974 |
|
SU546441A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU553065A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU553062A1 |
| Станок для заточки ленточных пил | 1974 |
|
SU553066A1 |