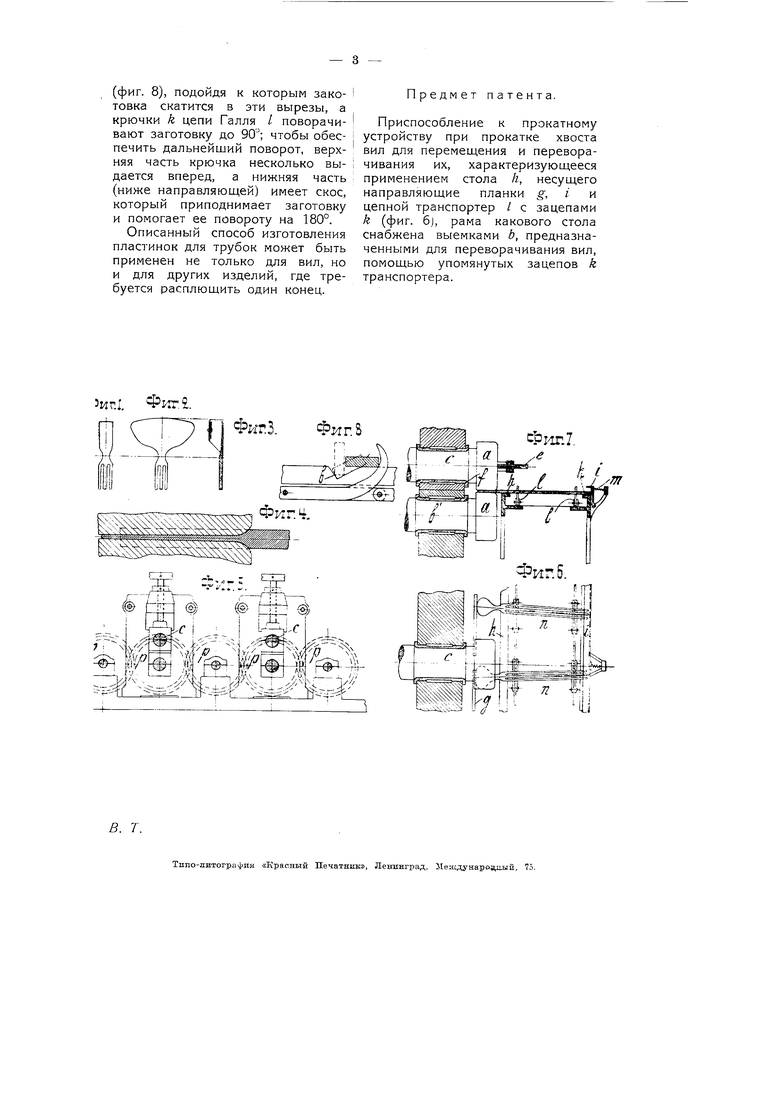
Трубки у вил обычно получаются расковкой под приводным молотом, для чего нагретый конец вильной заготовки (фиг. 1) помещают на наковальню и передвигают после каждого удара молота, при чем получается пластинка (фиг. 2), которую потом свертывают в трубку (фиг. 3) под падающим молотом или под специальным прессом, и заклепывают. Предлагаемое приспособление касается получения пластинки хвоста вил для свертывания в трубку, посредством прокатки.
На чертеже фиг. 1 и 2 изображают схему общего вида хвоста вил до и после расковки, фиг. 3 - хвост вилы, завернутый в трубку, фиг. 4 - схему прокатки хвоста, фиг. 5-схему бокового вида прокатного устройства, фиг. б - 7- схемы приспособления для перемещения и переворачивания вил,
вид сбоку и в плане, фиг. 8-деталь.
Прокатный стан представляет из себя несколько пар вальцев, расположенных одна пара за другой (фиг. 5) (число пар можно брать по заданию) для пропуска нагретого конца заготовки (фиг. 1), последовательно между всеми парами вальцев. Все нижние вальцы Ь (фиг. 6) приводятся в движение от общего двигателя или червячной передачей, или коническими, или цилиндрическими шестернями р. Верхние вальцы с вращаются только благодаря трению во время прохождения металла и потому связывать их движение с движением нижних вальцев не следует, но, если износ их будет неравномерным, то возможно делать эту связь при помощи шестерен. Во время работы вальцы не должны иметь передвижение в вертикальной плоскости и зазоры между вальцами делаются так, чтобы получить равномерное распределение работы между всеми парами вальцев. Для устранения горизонтального перемещения вальцев имеются упорные скобы d (фиг. 6), сквозь которые проходят винты е, упирающиеся в центры верхних вальцев. Нижние вальцы удерживаются только своими закраинами на вкладышах подшипников /. Так как надо раскатать в пластинку только конец заготовки, то последнюю нужно держать во время прокатки параллельно осям вальцев, при чем прокатка получается поперечной по отношению к оси заготовки. После первого пропуска конец заготовки расплющится, но не равномерно: задний конец пластинки оттянется более переднего и, если так продолжать далее, то пластинка получится несимметричной. Чтобы этого не произошло, надо вилу перед вторым пропуском перевернуть вокруг оси на ISO и тогда второй пропуск исправит пластинку, придав ей более правильную форму. Если прокатка производится от руки, то перед каждым пропуском рабочий пододвигает заготовку к вальцам, несколько упираясь в боковую внутреннюю направляющую g (фиг. б), подле самой станины; эта направляющая неподвижна во время прокатки, но при наладке стана ее можно передвигать, удаляя или приближая к станине так, чтобы при прокатке получить совпадение рисунка от прокатки. Кроме этой внутренней направляющей имеются еще две нижних k, по которым заготовка скользит, приводимая в движение или от руки, или цепью Галля. Перевертывание заготовки производится в промежутке между парами вальцев. При механической прокатке, когда заготовка автоматически подается в вальцы и автоматически перевертывается, кроме указанных направляющих, должна быть и четвертая направляющая /, которая прижимает заготовку к
внутренней направляющей g, заменяя собою рабочего. Так как при прокатке происходит не только продольное удлинение металла, но и поперечное, то после каждого пропуска длина вилы становится больше, что и вызывает боковое давление и, если внешняя направляющая i закреплена намертво, то вила изогнется. Во избежание этого следует внешнюю направляющую i сделать пружинящей или при помощи грузов, или от пружин т, которые будут с одной стороны прижимать заготовку к внутренней направляющей, а с другой предохранять вилу от изгиба. Так как зазор между вальцами представляет клинообразную форму (фиг. 4), то вытяжка металла на краю трубки будет больше и во время прокатки ось вильной заготовки п (фиг. 6) сделает поворот под углом и холодный конец заготовки сместится в сторону, что выразится в уменьшении скорости движения холодного конца. Это надо учесть при механической подаче, потому что крючки цепи движутся равномерно, а холодный конец заготовки, благодаря повороту оси ее, изменит свою скорост1з в сторону уменьшения. Препятствовать поломке крючковможно, делая их пружинящимися, но проще придать цепи такую скорость, чтобы она была равна или меньше скорости движения холодного конца заготовки в моменты прокатки, так как в эти моменты горячий конец будет двигаться скорее и опередит свой крючок, т.-е. по выходе из вальцев горячий конец остановится, пока подошедший крючок не подхватит заготовку и не поведет к следующей паре вальцев. Для получения более правильной формы пластинки следует холодный конец заготовки вести несколько впереди горячего, что достигается изменением длины крючков. Для переворачивания заготовки вокруг ее оси на 180° нижние направляющие в соответственных местах имеют вырезы /
(фиг. 8), подойдя к которым закотовка скатится в эти вырезы, а крючки /г цепи Галля / поворачивают заготовку до чтобы обеспечить дальнейший поворот, верхняя часть крючка несколько выдается вперед, а нижняя часть (ниже направляющей) имеет скос, который приподнимает заготовку и помогает ее повороту на 180°.
Описанный способ изготовления пластинок для трубок может быть применен не только для вил, но и для других изделий, где требуется расплющить один конец.
Предмет патента.
Приспособление к прокатному устройству при прокатке хвоста вил для перемещения и переворачивания их, характеризующееся применением стола /г, несущего направляющие планки g, i и цепной транспортер / с зацепами k (фиг. 6j, рама какового стола снабжена выемками Ь, предназначенными для переворачивания вил, помощью упомянутых зацепов k транспортера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к строгальному станку для очистки от заусениц изготовленных прокаткой вил | 1926 |
|
SU7225A1 |
| Устройство для полирования предметов путем перемещения их в полирующем веществе | 1926 |
|
SU7895A1 |
| Приспособление для разводки рогов вил | 1925 |
|
SU5320A1 |
| Способ и аппарат для автоматического поддерживания постоянной кислотности раствора | 1931 |
|
SU30681A1 |
| Приспособление к гвоздильному станку для подачи заготовок подковных гвоздей | 1928 |
|
SU14148A1 |
| Электрическая пишущая машина | 1929 |
|
SU23994A1 |
| Машина для центробежной отливки втулок | 1926 |
|
SU6799A1 |
| Основонаблюдатель для ткацкого станка | 1936 |
|
SU51498A1 |
| Машина для обработки почвы | 1928 |
|
SU16465A1 |
| Перегрузочное устройство | 1934 |
|
SU45847A1 |
Эиг.1. Фиг. ФигЗ. Фиг.З

