Для массовой выработки вил навозных и сенных существует несколько способов и между ними способ нрокатки наиболее механизирован. При этом способе берут полосу стали и режут ее на определенно длины куски (болванки), нагревают последние в печи и пропускают калсдую в отдельности между вальцами нрокатного стана. Прокатка применяется обратная, т.-е. на вальцах а (фиг. 1) надеты полуцилиндрические, с нрофрезированными на них ручьями, матрицы Ь, которые при вращении своем то сходятся вместе и прокатывают полосу, то расходятся, нри чем в образовавшееся пространство рабочий успевает просунуть нагретую болванку до упора с, после чего сходящиеся матрицы захватывают полосу и выталкивают ее в сторону рабочего, при этом в части болванки прокатываются ручейки, заполненные тонким слоем металла, подлежащего удалению для очистки зубьев вилы от этих заусениц. Для механического удаления указанных заусениц предлагается приспособление, при помощи которого удаление заусениц достигается на строгальном станке.
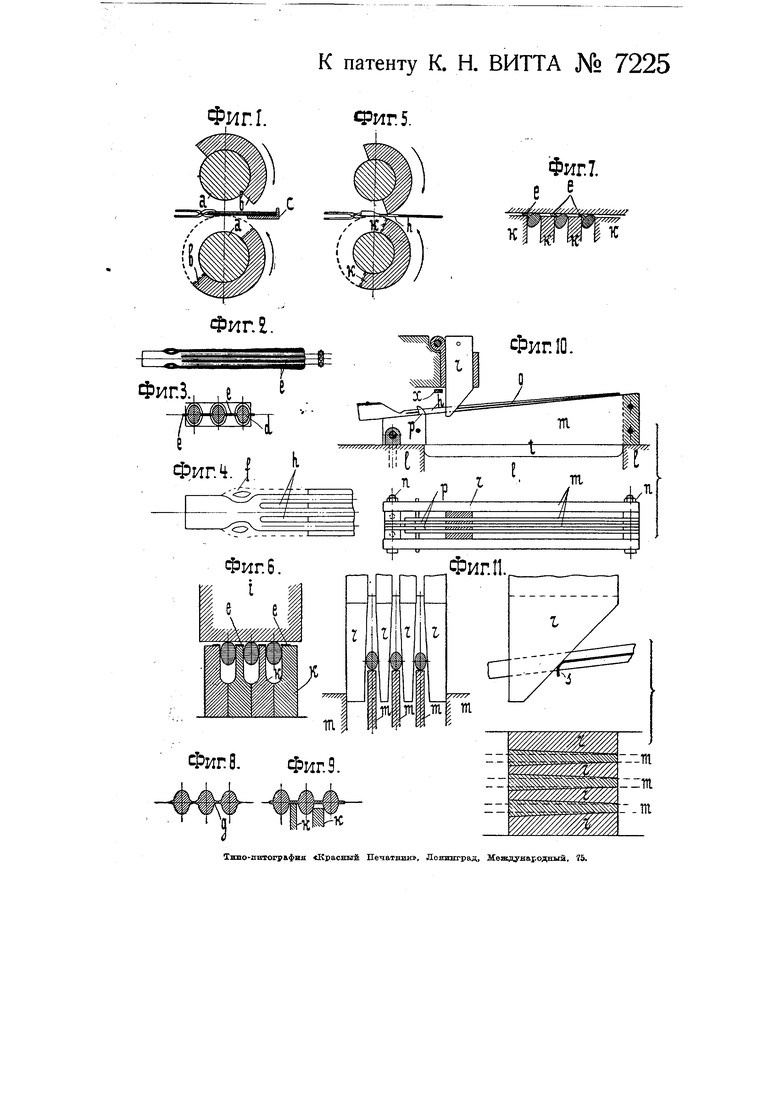
На фиг. 1-7 поясняется процесс работы, а на фиг. 8-11 изображено предлагаемое приспособление.
Прокатанная болванка имеет форму, изображенную на фиг. 2, а на фиг. З нредставлен разрез в натуральную величину трехрогой вилы. Прокатаннал болванка представляет пучок рогов d (фиг. 3), соединенных тонкими заусеницами е. Так как рога вилы имеют коническую форму., то и ширина заусеницы изменяется по длине рогов: в начале, у основания вилы, ширина его равна 5 мм, а у конца-увеличивается до 1 мм, при более или менее однообразной толщине заусеницы в 1-1,5 мм. Операция продавки, следующая за прокаткой, состоит в том, что штампованием под прессом удаляются заусеницы у основания вилы, вследстЕие чего она принимает форму, согласно фиг. 4, т.-е. она теряет заусеницы: боковые / и средние h (длина образовавшихся щелей равна, примерно, 60 мм). После продавки идут операции расковки, загибки и заклепки трубок, затем вила переходит на операцию «прорезки, при которой удаляются все оставшиеся заусеницы вдоль рогов; последние делаются свободными, один от другого разединенными. Строгальный станок для очистки от заусениц (фиг. 5) есть тот же прокатный стан с обратной прокаткой, где вместо прокатных матриц укреплены: на верхнем валу «горбуша г с совершенно гладкой поверхностью и на нижнем-«ножи k в виде полуколец (фиг. 6). Для прорезки заусеницы нож должен заполнять весь промежуток между рогами (фиг. 6), а так как последний увеличивается по ширине к концам рогов, то и толщина ножей постепенно увеличивается от 5 до 7 мм. Во время вращения валов станка (фиг. 5) рабочий вдвигает вилу в промежуток между горбушей г и ножами k так, чтобы щели h попали на концы ножей; тогда, с приближением ножей к горбуше, острые кромки ножей срезают заусеницы е (фиг. 6), прижимая последние к горбуше, и выталкивают вилу вместе с заусеницами в сторону рабочего. У прорезанной вилы иногда заусеницы отваливаются сами, но большей частью остаются прикрепленными Е рогам на самых концах, откуда легко удаляются вручную. Ножи всегда хорошо прорезают Д длины рогов, но в последней четверти часто прорезается только один край заусеницы, и рога получают продольное скручивапие (фиг. 7). Станок работает плохо при мягком металле, который дает себя чувствовать сейчас же, но специальные опыты показали, что мягкость металла не является главной причиной и увеличивает только вероятность скручивания. Замечено, что чем толще заусеница, тем работа идет хуже, и поэтому при прокатке строго следят за толщиной заусеницы. То же получается при большой галтели д (фиг. 8) в месте перехода заусеницы в рог, потому что резать заусеницу приходится имепно в этом месте. Понятно, что притупленные ножи режут плохо и потому сзади нижнего вала имеется наждачное точило для подточки ножей на ходу. Неправильная работа может происходить и от того, что толщина ножей не соответствует ширине заусеницы (фиг. 9); поэтому имеются наборы ножей различной толщины, так как при прокатке ручьи постепенно изнашиваются, пропиливаются и прочеканиваются, вследствие чего они становятся
шире, а, следовательно, заусеницы постепенно становятся уже. Если при фрезеровании матриц одна из фрез окажется на 0,5 мм в диаметре больше других, то это выразится скручиванием и на станке. Пока вила дойдет до прорезки, она испытывает два нагрева, покрывается слоем окалины, которая местами отваливается и потому делать измерения в десятых миллиметра весьма не надежно. Скручивание рогов есть результат неполного равновесия сил, действующих при прорезке; достаточно небольшого обратного крутящего момента, чтобы работа прорезки сделалась нормальной. Предлагаемое приспособление основано на следующих соображениях. Если, например, ножницами режут тонкую жесть, то нри несколько притупленных лезвиях или при неплотно сходящихся ножницах заусеницы не будет прорезаться, а отворачивается вниз; но если все-таки надрежут полоску и отделенный конец заусеницы будут отгибать вниз под углом к линии разреза, то загнутый конец унрется в боковую плоскость нижнего ножа, образуя кронштейн, препятствующий перегибу по линии разреза. Если жесть толстая, то заусеница сама свертывается в спираль без посторонней помощи, и угол резания в этом случав играет большую роль. Если бы срезали заусеницу вдоль рога, то скручивание было бы равным нулю, а при обрезке заусеницы по перпендикулярному направлению, сверху вниз, момент скручивания будет наибольший и проявится сильнее на концах рогов, благодаря уменьшению момента сопротивления (рог тоньше) и увеличению расстояния от точки закрепления. Вследствие неравномерности нагрева болванки при прокатке, от различной величины ручьев матрицы и от неправильной установки матрицы, .рога вилы очень редко бывают прямыми, но чаще всего слегка изогнутыми по кривой, и если бы прорезать заусеницы длинными прямыми ножами, хотя бы под прессом, то нож обязательно срежет часть рогов. Чем короче нож, тем меньше он зажимает рога и дает виле некоторую игру в горизонтальном направлепии; круглые ножи станка зажимают рога на небольшом участке и потому катятся по заусеницам, несмотря
на кривизну рогов. Вот почему нельзя гладкую горбушу заменить ножами, которые входили бы в промежутки между нижними ножами, хотя при этом угол резания увеличился бы и условия прорезки улучшились.
Согласно предлагаемого изобретения, на столе строгального станка I (фиг. 10) укрепляется наклонная «решетка, состоящая из нескольких продольных брусьев т, стянутых болтами «. На решетку накладывается вила о таким образом, чтобы выступы р решетки приходились в прорезы Ji, полученные при продавке вилы, а рога лежали бы на ребрах брусьев т. В суппорт зажимаются несколько ножей. Пусть, например, движется стол строгательного станка, а ножи остаются на месте; тогда, при движении решетки влево, ножи входят в прорезы k ж снимают заусеницы, свободные концы s которых (фиг. 11) попадают в промежутки между пластинами решетки и выпадают в щель t (фиг. 10). Так как ширина заусеницы увеличивается от начала рога к концу его, то ножи имеют клинообразное или, правильнее, трапецоидальное сечение г Гфиг. 11), при чем все три величины (клинообразность ножей, угол скоса режущих кромок и уклон решетки) находятся между собой в строгой зависимости, и всегда толщина ножей соответствует ширине заусениц. Так как суппорт можно поднимать и опускать, то такое перемещение равносильно перемене ножей на ножи другой толщины, что очень важно.
После прорезки заусениц решетка возвращается на свое место вправо, при чем, для удобства вынимания вилы, ножи
приподнимаются упорным штифтом х. Чтобы не давать плотовине холостого хода, можно установить две решетки и два суппорта так, чтобы во время прорезки одной вилы можно было вынимать другую для замены новой вилой. Дело не изменится, если вместо движения решетки двигать ножи, т.-е. поместить решетку на стол шепинга.
Описанное приспособление не только служит для прорезки рогов, но может быть применено и для строгания заусениц, т.-е. для снятия остатков заусениц в виде продольных ребер на рогах вилы. Приспособление может быть применено для строжки рогов и после разводки вилы; в этом случае удобнее строгать каждый рог в отдельности, т.-е. при помощи двойного ножа с одной прокладкой; способ закрепления вилы на решетке должен быть соответственно изменен.
Прострожка рогов сгладит все неровности, полученные при прорезке, так как в этом случае ножи будут снимать легкую стружку; это сглаживание придаст более красивый вид рогам и облегчит операцию полировки.
Предмет патента.
Приспособление к строгальному станку для очистки от заусениц изготовленных прокаткой вил, характеризующееся применением наклонно устанавливаемой на столе станка рамы с продольными брусьями т (фиг. 10), на которых закрепляется своими рогами заготовка вил, в целях прострожки заусениц помощью клинообразной формы резцов (фиг. 8,
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для разводки рогов вил | 1925 |
|
SU5320A1 |
| Приспособление к прокатному устройству при прокатке хвоста вил для перемещения и переворачивания их | 1926 |
|
SU5265A1 |
| Устройство для полирования предметов путем перемещения их в полирующем веществе | 1926 |
|
SU7895A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТНОЙ ПЛАНКИ | 1992 |
|
RU2015884C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТРОГАЛЬНЫЙ ЧЕТЫРЕХСТОРОННИЙ СТАНОК | 2001 |
|
RU2201336C2 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ И ПОГРУЗКИ СИЛОСА И СЕНАЖА | 2004 |
|
RU2261579C1 |
| Станок для обработки деревянных заготовок | 1983 |
|
SU1155445A1 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |