Для получения комбинированного изображения путем составления его или исключительно из различных частей уже имеющихся кино-изображений, или же в комбинации их с дорисовкой, имеются различные предложения. Предлагаемый способ отличается от них тем, что результат достигается одной экспозицией, причем возможна и панорамная съемка. Кроме того, процесс составления изображений видим и не требует никаких добавочных или особых аппаратов, кроме кино-аппаратуры с точно работающими механизмами, уже имеющимися в практике.
На чертеже изображена схема установки по предлагаемому способу. Как видно из чертежа, 7 представляет собою киносъемочный аппарат; 2-светорассеивающий экран (для проекции на просвет), 3 и 4-два проекционных аппарата, проектирующие кино-изображения, которые являются исходными; 5 и 6-два различных по спектральной характеристике светофильтра, которые можно считать взаимно дополнительными для цветочувствительности, применяемой при съемке пленки и при спектральной характеристике применяемых источников света, 7 и 8-комбинированный фильтр-экран, имеющий те же спектральные характеристики, что и для фильтров 5 и б.
Как комбинированное кино-изображение, так и „вытеснение одного изображения другим без какой бы то ни было разграничительной линии достигается следующим образом: лист тонкой бумаги (контрольный экран), сложенный вместе с двумя избранными „дополнительными фильтрами, желатиновыми или целлюлоидными, обрезается точно по размерам экрана 2 и все вместе маркируется прорезами отверстий на краях. Затем контрольный экран накладывается по маркировочным знакам . на поверхность экрана 2, лучше со стороны проекционных аппаратов, после чего аппаратами 3 w4 поочередно проектируют изображения с желаемым масщтабом увеличения. На белой бумаге четкой линией карандаша обозначают границы, по которым желательно комбинировать оба изображения. Затем контрольный экран открепляют и вновь точно, лучше на том же специальном станке, совмещают с маркированными фильтрами. По имеющейся на контрольном экране контурной линии раздела двух изображений все три листа одновременно разрезают. Затем любые две точно соответствующие друг другу половинки „дополнительных фильтров складывают, образуя площадь, равную экрану, и по маркировочным точкам, прижатием плоско-параллельного стекла к экрану, устанавливают в плоскости и на месте, которое ранее занимал контрольный экран. Перед объективом каждой проекционной камеры устанавливают фильтры Зибтакихже спектральных характеристик, как и для комбинированного фильтр-экра на 7, 8. Естественно, что, если верхней частью комбинируемого изображения должна быть часть изображения, проектируемого аппаратом 3, то фильтр 5 имеет ту же спектральную характеристику, что и часть 8 фильтрэкрана. Таким образом изображение, проектируемое аппаратом 3, пройдя через фильтр 5 (например, желтый - 520 miJ- и 700 m :), прежде чем с проектироваться на экран 2, встретит у его поверхности в одной части S прозрачную среду, избирательно не поглощающую его лучей света, а в другой части 7, полностью его поглощающую (напр., синий фильтр с спектральной характеристикой400т - 490 m;j-) и на экране будет видна только та часть которая избрана и обусловлена формой части 8 фильтр:экрана. То же справедливо и для второго изображения, проектируемого аппаратом 4 через фильтр той же спектральной характеристики, что и часть фильтр-экрана, (т. е. синий). Таким образом, на экране получается комбинированное изображение, кото.рое может быть снято. Съемочная камера в процессе съемки, конечно, будет; наезжать, отъезжать, панорамировать, снимать комбинированное изображение, полученное на экране в любой его части, и т. п.
Для уравнения фотографического .действия обеих частей комбинированного изображения (желтой и синей) служат компенсирующие серые фильтры, помещаемые либо перед источниками света проекционных аппаратов, либо перед объективом проек.ционного аппарата, либо, наконец.
возможно регулирование режима источников света. Так как изображения на экране построены различным спектральным составом света, обусловливающим и различные гаммы для одной пленки, на которой снимается, то позитивные изображения (проектирующиеся) для унификации значения результативной гаммы снятого комбинированного кино-изображения следует изготовлять с соответственно разными значениями гаммы.
В случае, если предполагают комбинировать кино-изображения с дорисовкой, то предварительной одновременной маркировке подвергают один фильтр (лучше с длинноволновой спектральной характеристикой), лист прозрачной бумаги для контрольного экрана и лист материала, на котором будет произведена зарисовка. Контрольный же экран теперь помещается по другую сторону рассеивающего экрана 2 со стороны съемочного аппарата и на нем точно так же „калькируется изображение на экране. Еще проще избранный для зарисовки материал непосредственно использовать во время „калькирования в качестве экрана, а рассеивающий экран 2 на это время заменить стеклом. Возможны и другие варианты, при которых рисунок непосредственно делается на светорассеивающем экране и защищается соответственной черной маской со стороны проекции. При первом или втором варианте изготовленный рисунок соответственно подклеивают с задней стороны тонкой черной бумагой и обрезают по имеющейся контрольной границе. На поверхность экрана 2 устанавливают избранный фильтр, покрывающий весь экран со стороны съемочного аппарата, а затем изготовленный рисунок по маркировочным точкам. Для съемки перед осветительными приборами, расположенными со стороны съемочного аппарата и освещающими рисунок, ставят фильтры, „дополнительные к фильтру, установленному на экране. Благодаря этому, свет, освещающий рисунок, не отражается, а поглощается дополнительным фильтром той части экрана, на которую проектируется изображение проектором
Класс 49 а, 39
№ 52757 О
Зарегистрировано в Бюро последующей регистрации изобретений Госплана при СНК СССР ПИСАНИЕ ИЗОБРЕТЕНИЯ к АВТОРСКОМУ СВИДЕТЕЛЬСТВУ, ВЫДАННОМУ НАРОДНЫМ КОМИССАРИАТОМ МАШИНOCTPOEHF.R
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения комбинированных кино-снимков | 1936 |
|
SU52754A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ДВОЙНОЙ ФОТОГРАФИЧЕСКОЙ СЪЕМКИ | 1928 |
|
SU9593A1 |
| Способ комбинированной киносъемки | 1959 |
|
SU126743A1 |
| Способ производства комбинированных съемок для цветного кино | 1930 |
|
SU40880A1 |
| Способ комбинированных съемок | 1948 |
|
SU77651A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ПОЛУЧЕНИЯ КОМБИНИРОВАННЫХ СНИМКОВ | 1926 |
|
SU7936A1 |
| Аппарат для получения и проектирования цветных кинематографических изображений | 1935 |
|
SU45805A1 |
| УСТРОЙСТВО ДЛЯ КИНОПРОЕКТИРОВАНИЯ НА СФЕРИЧЕСКИЙ ЭКРАН | 1931 |
|
SU29725A1 |
| Приспособление для получения на экране кинематографических рельефных изображений | 1928 |
|
SU12436A1 |
| Кинотелевизионный способ получения комбинированного изображения | 1980 |
|
SU901980A1 |
М. С. Соколов. Способ ковки резцов, сверл и тому подобных инструментов,
сварных в стык на элеитросварочном аппарате.,
Заявлено 1 апреля 1936 года за № 19C6S3. Опубликовано 31 марта 1938 года.
С целью повышения качества резцов, сверл и тому подобных инструментов, подвергаемых ковке посла сварки в стык на электросварочном аппарате, уменьшения процента брака, связанного с трещинами после ковки, а также удешевления производства, согласно настоящему изобретению, предлагается ковку производить непосредственно после сварки, не допуская промежуточного охлаждения сварочного шва ниже 400-500°. Для предупреждения остывания заготовки инструментов, вынимаемые из сварочного аппарата, помещаются сразу же в печь с температурой 600-700°. Перед ковкой на окончательный профиль заготовки извлекают из печи и подвергают дополнительному подогреванию до ковочной температуры (порядка 1280°). Таким путем исключаются операции охлаждения и отжига инструментов после сварки, а также обдирка грата на наждачном круге (грат в этом случае обрубается в горячем состоянии перед ковкой). При этом, по опытам автора, переохлаждение инструментов с температуры
,0;i.l-.j ...
OATia;;, 0сварки (около 1500) до температуры промежуточной печи не вызывает разрушающих внутренних напряжений во время деформации при ковке, если только инструмент не успел ранее охладиться ниже 400-500° и не выдерживался в печи слишком долго.
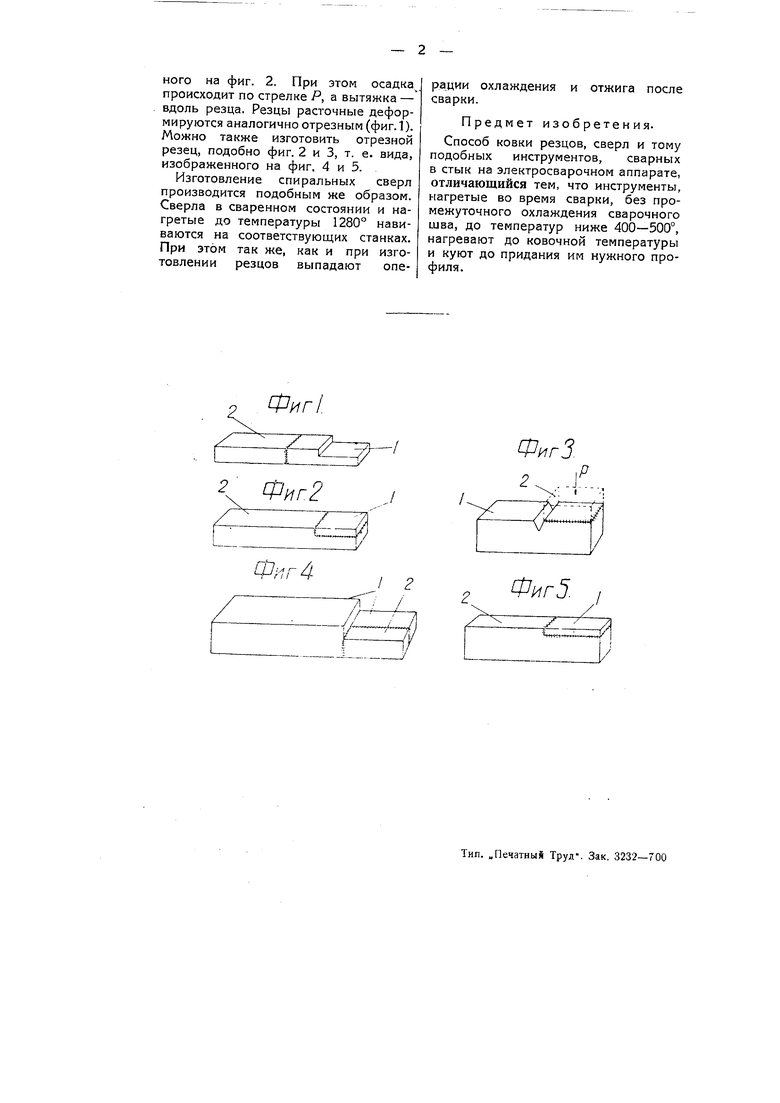
На чертеже фиг. 1-5 поясняют процесс изготовления различного рода резцов (отрезных, с наварными пластинами и расточных) по предлагаемому способу.
Отрезные резцы (фиг. 1) оттягиваются обычным путем, но только непосредственно после сварки с предварительным нагревом до 1280°. Резцы с пластинами 7 из быстрорежущей стали, аналогичные напайным резцам и допускающие закалку (фиг. 2), изготавливаются следующим образом. На заготовку 2 из поделочной стали наваривается пластина / (фиг- 3) на стыковом электросварочном аппарате. Прижимы осуществляются по направлению стрелки Р, после чего сварная заготовка в нагретом состоянии куется под молотом (осаживается и протягивается) до вида, изображенного на фиг. 2. При этом осадка происходит по стрелке Р, а вытяжка - вдоль резца. Резцы расточные деформируются аналогично отрезным (фигЛ). Можно также изготовить отрезной резец, подобно фиг. 2 и 3, т. е. вида, изображенного на фиг. 4 и 5.
Изготовление спиральных сверл производится подобным же образом. Сверла в сваренном состоянии и нагретые до температуры 1280° навиваются на соответствующих станках. При этом так же, как и при изготовлении резцов выпадают опеФиг1.
Z
рации охлаждения и отжига после сварки.
Предмет изобретения.
Способ ковки резцов, сверл и тому подобных инструментов, сварных в стык на электросварочном аппарате, отличающийся тем, что инструменты, нагретые во время сварки, без промежуточного охлаждения сварочного шва, до температур ниже 400-500°, нагревают до ковочной температуры и куют до придания им нужного профиля.
ФигЗ Фиг2
Фиг 4
ФигЗ.
