Изобретение относится к неразрушающему контролю, и может найти применение в машиностроительной, химической, радиотехнической промышленности для разбракоБ ки изделий по физико-механическим свойствам (например, пределу текучести) и тогадине проводящего (например, щшково- го) покрытия готовых изделий и полуфабри«. катов.
Контроль физико-механических характеристик и топщины проводящих покрытий форромагнитных изделий производится раздельно, что требует принципиально разных устройств и приемов для производства измерений, а также не позволяет вести разбраковку изделий одновременно по двум параметрам, например пределу текучести и толщине цинкового покрытия.
Известен способ контроля толщины покрытий, нанесеш-тых на ферромагнитную подпожку, заключающийся в том, что на из депие помещают эяектроматнитньгй преобразователь. Другой преобразоватепь устанавливают на эталонное изделие, и по разности их сигналов судят о толщине покрытия l.
Известен также способ контроля качест ферромагнитных сталей, заключающийся в том, что контролируемое изделие помещают в переме1-шое электромагнитное поле преобразовате.гш и по его реакщ и судят о флзико-механических свойствах контролируемого изделия 2.
Известные способы позво.яяют определят или качество изделия, иди толщину электропроводящего покрытия, нанесенного на него но не обеспечивают одновременное определение физико-механ1гческих свойств изделия и толщины покрытия, что позволило бы производить разбраков1су ферромагнитных изделий с токопроЕо.цяшим покрытием посредством одной операции контроля.
Целью изобретения является повыщение достоверности контроля путем учета толщины покрытия,
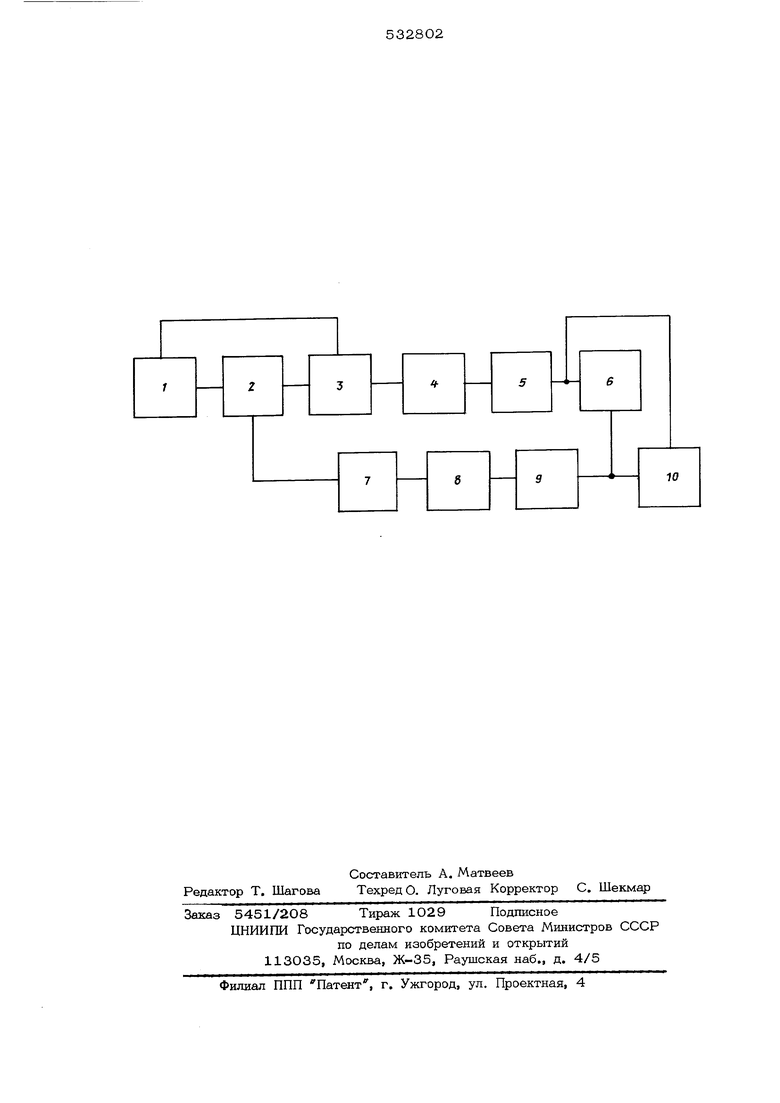
Это достигается тем, что из реакции преобразователя выделяют с ломощью полосового фильтра сигналы, характеризующие магнитные шумы изделия, определяют по ним толщину покрытия, сравнивают реакцию преобразователя и сигнал, характе- риаующий магнитные шуьШ, и по результатам сравнения судят о годности кздепия. Сущность способа заключается в том, что анализируют многопараметровый сигнал преобразователя с помещенным в его электромагнитное поле изделием, сравнивают сигнал, характеризующий физико-механические свойства изделия, и селективно выделенный сигнал спектра магнитных шумов, характеризующий толщину проводящего покрытия и получают единый суммарный сиг нал, характеризующий годность изделия по двум параметрам ,например пределу текучести и толщине цинкового покрытия. На чертеже дана блок-схема предложенного устройства, реализующего данный способ. Устройство работает следующим образом. С генератора 1 на преобразователь 2 подают напряжение перемагничивания. В электромагнитное поле преобразователя 2 помещают контролируемое изделие (.на чертеже не показано). При этом в измеритель ной обмотке преобразователя 2 возникает вторичная э.д.с. основной частоты и индуцируется напряжение магнитного щума. Сигнал основной частоты подают в одно из плеч фазочувствительного блока 3. На другое плечо блока 3 подают опорное напряжение с генератора 1. Усиленный уси лителем 4 сигнал после детектора 5 подают на измерительный блок 6, отградуированный в единицах измеряемой физикомеханической характеристики, например пре дела текучести. Одновременно селективно выделенный полосовым фильтром 7 спектр магнитного щума усиливают щирокополосным усилителем 8 и через детектор 9 подают на измерительный блок 6, одна из щкал которого проградуирована в единицах толщины проводящего, например цинкового покрытия. Сигналы детекторов 5 и 9 поступают также в блок 1О автоматики. В блоке автоматики происходит анализ сигнала основной частоты от детектора 5 и сигнала магнитного щума от детектора 9 по совокупности которых выдается сигнал, характеризующий годность изделия по двум параметрам. Одновременно с этим в блоке автоматики может быть предусмотрено разделение сигналов о годности изделия по каждому из контролируемых параметров для определения возможности всюстановления изделия, например, по толщине цинкового покрышя. Способ был опробирован на стальнь цилиндрических изделиях, покрытых цинком. После проведения электромагнитных испытаний на устройстве, реализующем способ, образцы, вырезанные из изделия, проходили механические испытания для определения механических характеристик, а так же определялась толщина цинкового по1фытия. Из проведенных исследований следует, что существует тесная связь между амплитудно-фазовой характеристикой и физико- механическими свойствами контролируемого изделия, а также величиной напряжения магнитного щума и толщиной проводящего июкрытия. На основании полученных данных можно сказать,что способ характеризует одновременно два параметра: предел текучести и толщину цинкового покрытия, благодаря чему повыщается достоверность контроля путем учета толщины покрытия и снижаются затраты времени и труда при разбра- ковке изделий. Формула изобретения Способ разбраковки ферромагнитных изделий по физико-механическим свойствам подложки с электропроводящим неферромаг- нитным покрытием, заключающийся в том, что контролируемое изделие помещают в переменное электромагнитное поле преобразователя и по его реакции судят о физико-механических свойствах подложки, о тличающийся тем, что, с целью повыщения достоверности контроля путем учета толщины покрытия, из реакции преобразователя выделяют с помощью полосового фильтра сигналы, характеризующие магнитные щумы изделия, определяют по ним толщину покрытия, сравнивают реакцию преобразователя и сигнал, характеризующий магнитные шумы, и по результатам сравнения судят о годности изделия. Источники информации, принятые во внимание при экспертизе: 1.Валитов А, М.-З., Шилов Г. И. Приборы и методы контроля толщины покрытий, Л., 1970 г, с. 50. 2.Авторское свидетельство СССР № 211130, М,Кп &01 N 27/86, 24,11.66 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный способ комплексного контроля ферромагнитных изделий и устройство для его осуществления | 1986 |
|
SU1437679A1 |
| Способ электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1983 |
|
SU1118906A1 |
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
| Устройство для электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1984 |
|
SU1173293A1 |
| СПОСОБ КОНТРОЛЯ ФИЗИКО-МЕХАНИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2027178C1 |
| Способ электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1982 |
|
SU1073690A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ КРЕПЛЕНИЯ СИДЕНИЙ ТРАНСПОРТНЫХ СРЕДСТВ | 2011 |
|
RU2478945C1 |
| НАКЛАДНОЙ ЭЛЕКТРОМАГНИТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 1992 |
|
RU2006851C1 |
| Способ электромагнитного контроля физико-механических свойств ферромагнитных изделий и устройство для его осуществления | 1986 |
|
SU1379716A1 |
| Способ контроля физико-механических свойств ферромагнитных изделий и устройство для его осуществления | 1986 |
|
SU1368765A1 |