(54) ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПЛАСТМАСС
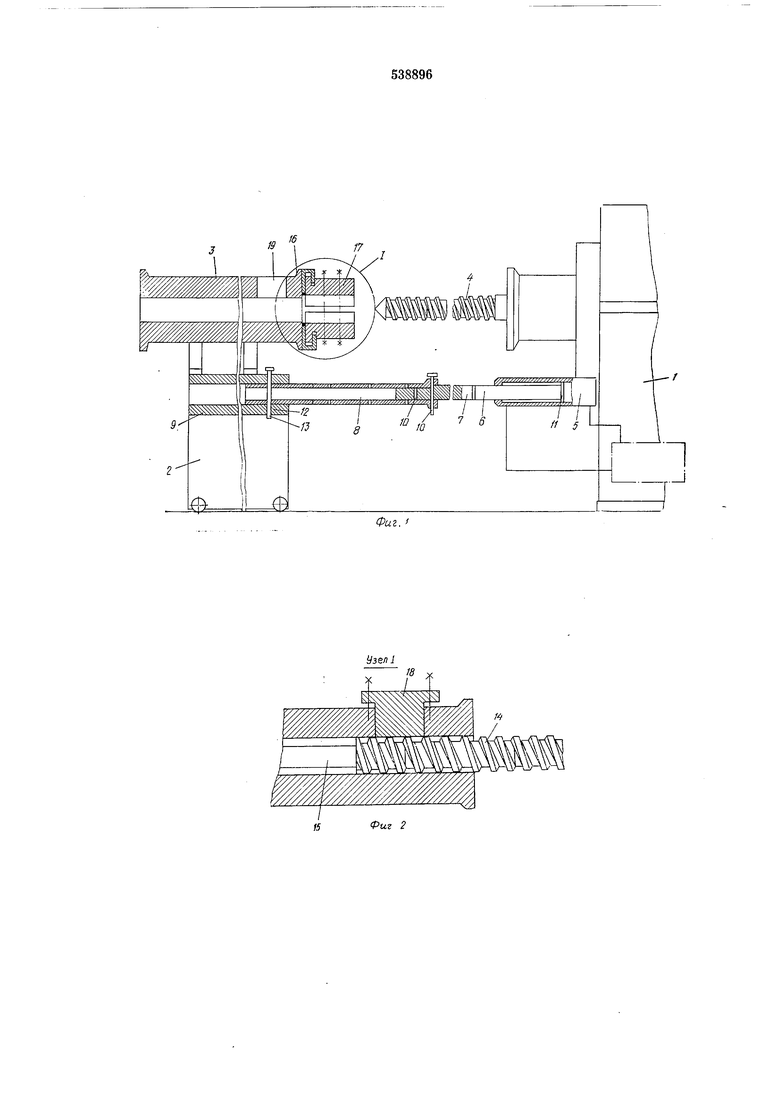
16 цилиндра 3 крепится клеммный зажим 17 или, как это показано на фиг. 2, зажим 18 вставляется в отверстие 19 цилиндра 3.
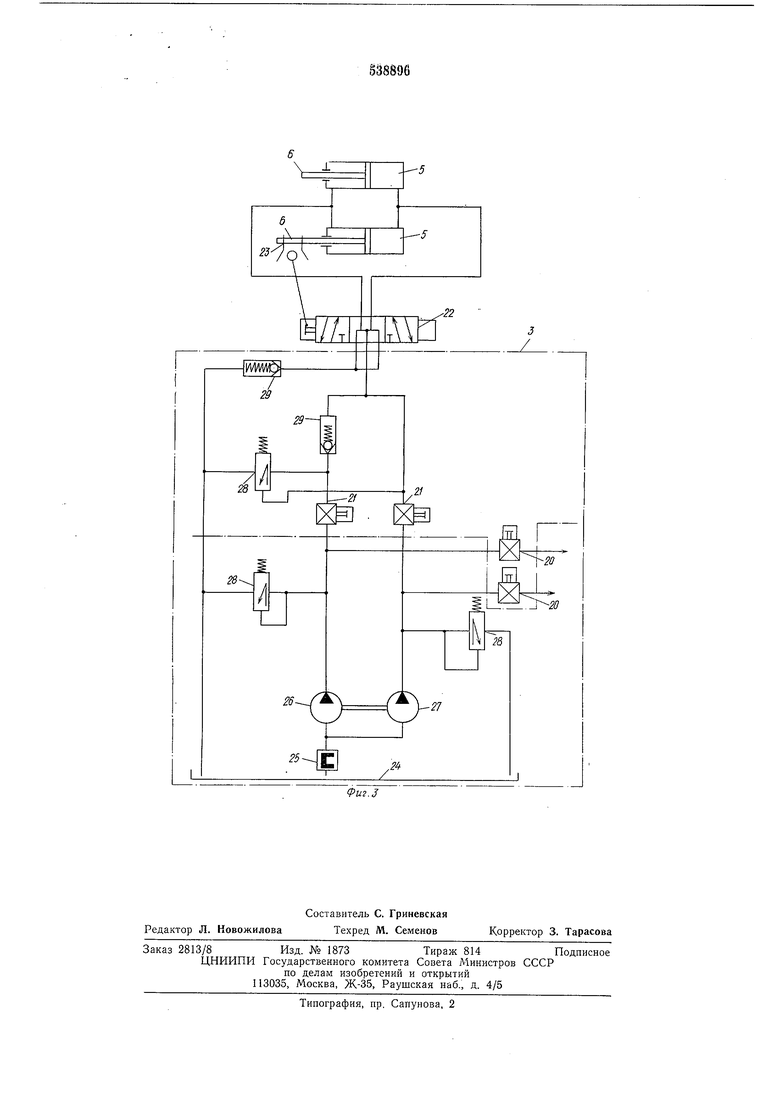
Схема расположения гидравлических элементов для осуществления перемещения рамы 2 состоит из запорного клапана 20, проходного клапана 21 и двойного клапана 22, осуществляющих управление рабочими цилиндрами 5. Шток 6 порщня снабжен кулачками 23 для механического управления цилиндрами 5. На схеме представлены также резервуар для масла 24, магнитный фильтр 25, насосы высокого 26 и низкого 27 давления, перепускные клапаны 28 и обратные клапаны 29.
Экструдер в момент отведения рамы 2 с установленным жестко на ней цилиндром 3 работает следующим образом.
Двигатель привода экструдера выключают, и экструдер останавливается. Подачу масла в систему смазки прекращают путем перекрывания запорного клапана 20. Открывают проходной клапан 21 и масло через двойной клапан 22 поступает к рабочим цилиндрам 5. Управление рабочими цилиндрами 5 для перемещения поршня 11 производится вручную или от приводящегося в действие механически клапана 22. От насоса низкого давления 27 подается больщое количество масла в рабочий цилиндр, и тем самым достигается больщая скорость перемещения поршня 11. От насоса высокого давления 26 в рабочий цилиндр 5 поступает небольшая порция масла, и в нужном случае на поршне 11 может достигаться высокое давление. Оба насоса 26 и 27 работают параллельно. Преимущество такого способа работы насосов заключается в том, что при возникновении больших рабочих сопротивлений на поршне 11, для преодоления которых давление, развиваемое от насоса низкого давления 27, недостаточно, используется насос высокого давления 26. Трубопровод от насоса низкого давления 27 к клапану 22 перекрывается обратным клапаном 29, который установлен за проходным клапаном 21. Поток масла от насоса низкого давления 27 поступает во впускной маслопровод через перепускной клапан 28. Для снятия цилиндра 3 с вала щнека 4 двойной клапан 22 устанавливают в позицию «вперед. Объем рабочего цилиндра 5 заполняется маслом и щток 6 поршня 11, соединенный с корпусом 1 редуктора через шатун 7, телескопическую трубу 8 и направляющую трубу 9 перемещает подвижную раму 2 и находящийся на ней цилиндр 3 на величину хода поршня 11 от корпуса 1. По окончании перемещения щтока 6 клапан 22 вновь устанавливают в исходное положение. Стопорные болты 13 вынимают. Клапан 22 устанавливают в положение «назад благодаря обратному ходу щтока 6, телескопическая труба 8 выходит из направляющей трубы 9 и рама 2 перемещается на величину хода поршня 11. После окончания обратного хода поршня 11 закрепляют стопорными болтами 13 телескопическую трубу 8 в
направляющей трубе 9 и устанавливают клапан 22 в положение «вперед. Рама 2 вновь перемещается на величину хода порщня 11. Вся работа повторяется описанным путем до тех пор, пока не будет достигнуто конечное
положение перемещаемой рамы 2 и не освободится шнек 4.
Работа экструдера по снятию шнековых гильз. Чтобы СНЯТЬ шнековые гильзы 14 с вала
щнека 4 на фланце 16 цилиндра 3 закрепляют клеммный зажим 17 или зажим 18 закрепляют в отверстии 19 цилиндра 3. Свинчивают наконечник шнека с вала шнека 4, затем отводят раму 2 благодаря обратному ходу поршня 11 на такое расстояние, что обеспечивает зажим шнековых гильз 14 клеммным зажимом 17 (или зажимом 18). Раму 2 снова отводят, и гильзы 14 стягиваются с ва ла шнека 4 сразу или за несколько приемор
Формула изобретения
Экструдер для переработки пластмасс, со держащий цилиндр, установленный на раме механизм возвратно-поступательного пере мещения рамы и размещенный в цилиндре шнек, соединенный с редуктором его вращения, и систему смазки, отличающийся тем, что, с целью упрощения чистки цилиндра и щнека экструдера, механизм возвратнопоступательного перемещения рамы выполнен в виде установленных на корпусе редуктора гидроцилиндров с рабочими полостями, соединенными с системой смазки, а рама снабжена телескопическими трубками, концы которых соединены со штоками гидроцилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДОЗИРОВАНИЯ И ФАСОВКИ ПЛАСТИЧНЫХ ПИЩЕВЫХ ПРОДУКТОВ, В ТОМ ЧИСЛЕ СЛИВОЧНОГО МАСЛА | 2020 |
|
RU2742617C1 |
| Шнековая закладочная машина | 1979 |
|
SU920234A1 |
| Легкая буровая установка | 1958 |
|
SU118789A1 |
| Гидравлический пресс для изготовления брикетов | 1940 |
|
SU63127A1 |
| ДВИГАТЕЛЬ | 2008 |
|
RU2372489C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГРУНТОВОЙ ПОДУШКИ ТРУБОПРОВОДА | 1989 |
|
RU2044119C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
| УСТРОЙСТВО ДЛЯ СМАЗКИ ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 2023 |
|
RU2823000C1 |
| Устройство для уплотнения штока глубинного насоса | 1982 |
|
SU1078129A1 |
| Устройство для смазки задвижек фонтанной арматуры на устье скважин | 2021 |
|
RU2752201C1 |