Изобретение относится к системам автоматического регулирования технологических нроцессов обработки металлов и может быть использовано в промышленных установках, где в процессе производства применяется индукционный нагрев. Известны устройства для регулирования режима индукционного нагрева 1, 2. Эти устройства основаны на изменении мощности источника питания в зависимости от различных сигналов (скорости движения заготовки, пульсации амплитуды и частоты напряжения и т. п.). Однако такие устройства сложны и не обеспечивают достаточной точности процесса регулирования. Наиболее близким техническим решением к изобретению является устройство для регулирования режима индукционного нагрева, содержащее датчик температуры - пирометр, автоматический регулятор и систему возбуждения нагревателя, соединенные иоследовательно 3. В таком устройстве регулироваиие режима нагрева осуществляется по одному сигналу- температуре поверхности заготовки, которая определяется пирометром. При обработке металлов давлением в прессовом и кузнечном производстве необходимым условием является равномерность нагрева по сечению заготовки. При индукционном нагреве мощность выделяется в поверхностном слое металла, а внутренние слои прогреваются за счет теплопроводности. Этот процесс достаточно инерционный, поэтому наиболее точно тепловое состояние заготовки оценить, 1сходя из температуры нескольких точек сечения. Как правило, такими точками являются поверхность и центр. Цель изобретения - повыщение качества нагрева. Это достигается тем, что предлагаемое устройство дополнительно содержит датчик мош,ности, вход которого включен параллельно нагревателю, а выход соединен с входом преобразователя, выход которого в свою очередь нодключен к второму входу автоматического регулятора. Преобразователь содержит два апериодических и одно интегрирующее звено, соединенные между собой параллельно, выходы которых нодключены к сумматору. Известна зависимость, устанавливающая пропорциональность между мощностью, передаваемой индуктором в заготовку и ее температурой. Эта зависимость описывается выражением(t + S),
где /(- коэффициент, зависящий от теплофизических свойств;
Р - мощность, передаваемая в заготовку;
Т - температура точки сечения заготовки; / - время;
5 - функция времеии, учитываюи1,ая распределение внутренних источников тепла по сечению заготовки, зависящая от частоты тока, размеров заготовки и координаты точки определения температуры.
Таким образом, мощность, передаваемая в заготовку, может быть взята в качестве сигпала, характеризующего температуру любой точки сечеиия. Этот сигнал может быть преобразован в соответствии с указанной формулой аналоговыми звеньями. Первое слагаемое суммы K,Pt, иредставляюи1,ее собой линейно растун1ую функцию времеии, реализуется ийyvтегрнруюнщм звеном W(, где / -коэффициент усиления звеиа; Р-оператор Лапласа. Второе слагаемое KPS проиорциональпо функции 5. Функция 5 представляет собой монотонно возрастающую функцию времени, стремяи уюся к установившемуся значению 5(оо). Значения функции задаются таблицами. Данная функция может быть апнроксимироваиа выражением
( J. . f()(co)U-2e + е
.(i-)-(i-r).
Точность аиироксимации равна 3-4% при временных, близких к нулю, и стремится к точному значению функции при возрастании времени. Подобная аиироксимация позволяет реализовать функцию 5 двумя параллельно соединенными апериодическими звеньями с передаточными функциями
(тт1
гдеK.Z - коэффициент усиления апериодического звена; TI и Т2 - постоянные времени звеньев;
Р - оператор Лапласа.
Коэффициент усиления и постоянные времени аналоговых звеньев рассчитываются в предлагаемом устройстве таким образом, что реализуется функция 5 для центра заготовки.
Таким образом, сигнал, пропорциональный мощности, преобразуется в сигнал, пропорциональный температуре центра заготовки и иодается совместно с сигналом температуры поверхности на автоматический регулятор, который воздействует на мощность источника питания.
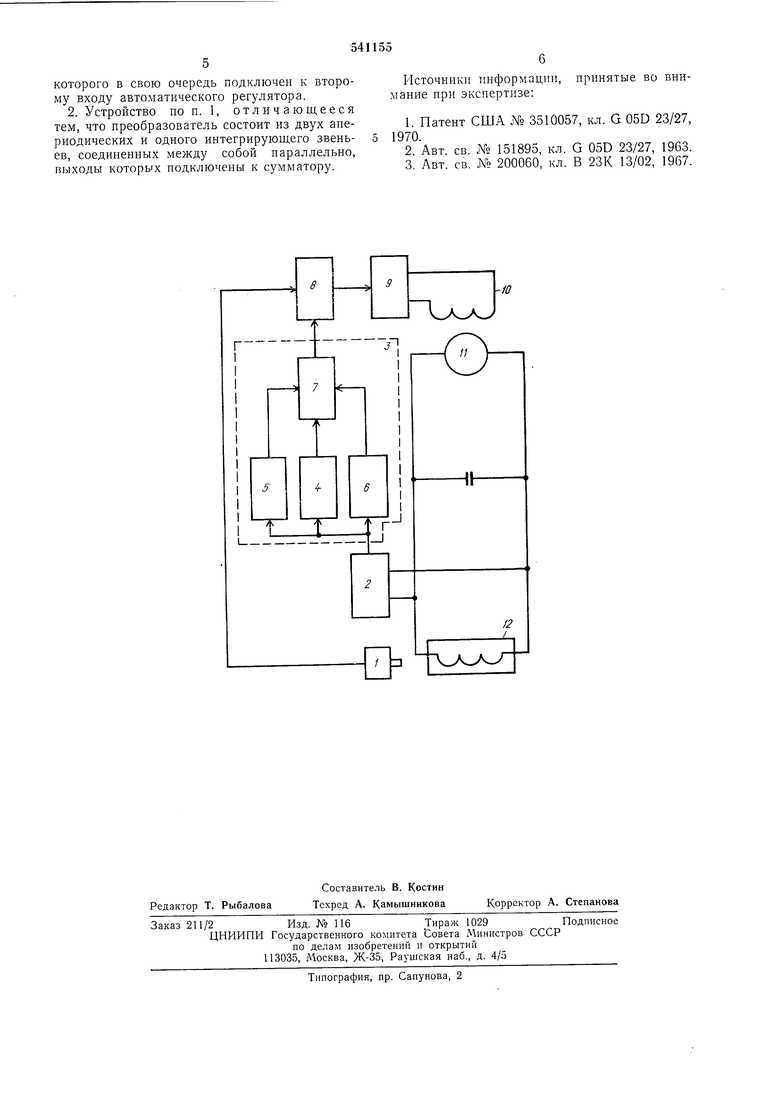
На чертеже представлена схема устройства для регулирования режима индукционного нагрева.
Устройство содержит датчик температуры- пирометр 1, датчик мощности 2, подключенный к преобразователю 3, который состоит из
днух апериодических 1 п 5 и одного интегрирующего звена G, соедпиеппых параллельно и подключенных к суммато)у 7. Преобразователь 3 и ппрометр I подключены к двум входам автоматического регулятора 8, выход которого через тиристорный возбудитель 9 подключен к обмотке возбуждения 10 источника пптапия 11 индуктора 12.
Устройство работает следующим образом.
Температурный сигнал с поверхности заготовки (на чертеже не показана) снимается с помощью ппрометра 1. Температура центра заготовки определяется с помощью датчика мопцюстп 2 и преобразователя 3, который
п)еобразует сигнал о мощности нагревателя в сигнал о температуре цептра заготовки.
Оба сигнала одновременно подаются на автоматический регулятор. При изменении температуры цептра пли поверхности заготовки
меняется выходной спгпал автоматического регулятора. Этот сигнал воздействует через возбудитель 9 на обмотку возбуждения 10, что нриводит к из.менению напряжения источнпка питанпя 11 и передаваемой в индуктор 12 мощности.
Предлагаемое устройство позволяет осуществить регулирование режима нагрева по температурным сигналам двух точек сечения заготовки - поверхиости и центра. Регулирование по этим параметрам является более качественным, так как на вход автоматического регулятора поступает больше информации о тепловом состоянии заготовки. Это создает возможность повышения качества нагрева заготовок, разработки технологии ускоренного нагрева, увеличения срока службы прокатного и прессового оборудования. Экономический эффект при использовании предлагаемого устройства для регулирования режима индукционного нагрева составляет при нагреве заготовок 150 мм и производительности стайка 1000 т/сутки 100000 руб. и заключается в повышении качества нагрева заготовок; в уменьшении износа валков стана и увеличении срока службы на 20%; в уменьшении простоев стана в связи с его переоборудованием; в снижении обл имных усилий на 15%, следовательно, уменьшении установленной мощности приводных двигателей стана и в снижеНИИ расхода электроэнергии.
Формула изобретения
55
1. Устройство для регулирования режима пидукционного нагрева, содержащее датчик температуры, нодключенный к нервому входу автоматического регулятора, выход которого
подключеп к системе возбуждения нагревателя, о т л и ч а ю HJ, е е с я тем, что, с целью улучшения качества иагрева, оно дополнительно содерлсит датчик мощности, вход которого включен параллельно нагревателю, а выход
соединен с входом преобразователя, выход
которого в свою очередь подключен к второму входу автоматического регулятора.
2. Устройство по п. 1, отличающееся тем, что преобразователь состоит из двух апериодических и одиого интегрирующего звеиьев, соединенных между собой параллельно, выходы которых подключены к сумматору.
Источники информации,
принятые во внимание ири экспертизе:
1.Патент США jYg 3510057, кл. G 05D 23/27, 1970.
2.Авт. св. № 151895, кл. G 05D 23/27, 1963.
3.Авт. св. № 200060, кл. В 23К 13/02, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Методическая индукционная нагревательная установка | 1984 |
|
SU1159179A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПЛОСКОЙ ЗАГОТОВКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 1991 |
|
RU2032996C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 1992 |
|
RU2076465C1 |
| Электротермическая установка | 1978 |
|
SU848945A1 |
| Методическая индукционная нагревательная установка | 1985 |
|
SU1246419A1 |
| Устройство для управления температурным режимом индукционной печи | 1983 |
|
SU1095150A1 |
| Индукционная методическая нагревательная установка | 1981 |
|
SU1164913A1 |
| Индукционный нагреватель заготовок | 1984 |
|
SU1245604A1 |
| Индукционная нагревательная установка непрерывного действия | 1987 |
|
SU1457176A1 |
| Методическая индукционная нагревательная установка | 1981 |
|
SU1001511A1 |
