Изобретение относится к средствам автоматизации технологических процессов, и в частности к средствам программного управления температурой при индукционном нагреве. Устройство может найти широкое применение в системах управления технологическими процессами по температуре в металлургической, машиностроительной, станкоинструментальной и других отраслях промышленности.
Известна система управления температурой с программным регулятором [1] Основным недостатком системы является то, что при температуре точки Кюри (700-800oC) резко изменяются теплофизические свойства объекта управления и коэффициент усиления генератора, уменьшаясь, понижает коэффициент усиления всей системы. Это приводит к увеличению ошибки воспроизведения реальной температуры объекта от заданной по программе и невозможности ее полной компенсации системой, т.к. выходное напряжение усилителя программного регулятора имеет ограничение по величине.
Известно устройство для автоматического регулирования температуры индукционной нагревательной установки [2] Это устройство принято авторами за прототип, поскольку оно наиболее близко к предлагаемому по технической сущности и достигаемому эффекту. Устройство содержит по меньшей мере два датчика измерения температуры по толщине заготовки, каждый из которых связан с одним из входов блока задания конечных температур заготовки и через последовательно включенные блок управления и релейный элемент со входом силового двухпозиционного регулятора мощности. Для повышения производительности установки путем ускорения нагрева заготовки блок управления выполнен в виде нелинейных элементов с параболическими статическими характеристиками в количестве, равном количеству датчиков измерения температуры, и подключенного к их выходам сумматора, причем входом блока управления служат входы нелинейных элементов, а его выходом выход сумматора. Существенным недостатком данного устройства является ограниченная точность воспроизведения реального температурного поля заготовки, нелинейным элементом, которое описывается в общем случае двумя "полуапериодическими" звеньями
WОБ(P)  где KОБ=
где KОБ=  коэффициент передачи объекта,
коэффициент передачи объекта,
T1=  постоянная времени первого "полуапериодического" звена,
постоянная времени первого "полуапериодического" звена,
T2=  постоянная времени второго "полуапериодического" звена. Представленное соотношение взято из статьи А.В. Нетушила "Объект индукционного или радиационного нагрева как звено системы автоматического регулирования", Известия АН СССР, ОТН, "Энергетика и автоматика", 1962, N 2. Ввиду специфики передаточной функции, представленной двумя "полуапериодическими" звеньями, параболическая статическая характеристика нелинейного элемента описывает переходный процесс по температурному полю приближенно. Другим недостатком является ограниченное быстродействие и склонность к автоколебаниям системы управления из-за наличия в ней нелинейных элементов. Перечисленные недостатки устройства не обеспечивают равномерного нагрева заготовки при индукционном нагреве.
постоянная времени второго "полуапериодического" звена. Представленное соотношение взято из статьи А.В. Нетушила "Объект индукционного или радиационного нагрева как звено системы автоматического регулирования", Известия АН СССР, ОТН, "Энергетика и автоматика", 1962, N 2. Ввиду специфики передаточной функции, представленной двумя "полуапериодическими" звеньями, параболическая статическая характеристика нелинейного элемента описывает переходный процесс по температурному полю приближенно. Другим недостатком является ограниченное быстродействие и склонность к автоколебаниям системы управления из-за наличия в ней нелинейных элементов. Перечисленные недостатки устройства не обеспечивают равномерного нагрева заготовки при индукционном нагреве.
Целью изобретения является повышение равномерности нагрева за счет точного воспроизведения реального температурного поля заготовки при одновременном сохранении высокой производительности индукционного нагрева.
Для достижения поставленной цели устройство управления температурой индукционного нагрева заготовки, расположенной между нижним неподвижным и верхним подвижным индукторами, содержащее задатчик и датчик температуры заготовки, датчики мощности, скорости, якорного тока, последовательно соединенные регулятор мощности, регулятор скорости, регулятор тока, управляемый тиристорный преобразователь, выход которого подключен к якорной цепи двигателя перемещения верхнего индуктора, вал которого жестко соединен с валом датчика скорости, а также посредством шарико-винтовой пары редуктора соединен с индуктором, электрически связанным с входом датчика мощности, выход которого соединен с первым входом регулятора мощности, вход регулятора тока подключен к выходу датчика якорного тока, включенного в якорную цепь двигателя перемещения верхнего индуктора, выход датчика скорости подключен ко второму входу регулятора скорости, дополнительно снабжено N регуляторами температуры с пропорционально-интегральной зависимостью выходного напряжения от входного, каждый из которых имеет постоянную времени интегрирования равную постоянной времени соответствующего N-апериодического звена, которыми представляется температурное поле объекта, число которых определяется заданной неравномерностью нагрева + εзад, коэффициент усиления каждого регулятора равен частному от деления произведения коэффициента усиления датчика мощности и постоянной времени τNсоответствующего N-апериодического звена на произведение удвоенной малой постоянной времени контура температуры, коэффициента усиления датчика температуры и коэффициента усиления KN cоответствующего N-апериодического звена, первые входы N регуляторов температуры подключены к выходу датчика температуры, вторые входы к выходу задатчика температуры, выходы регуляторов объединены и подключены ко второму входу регулятора мощности, причем постоянные времени звеньев определяются соотношением
τN=  где R линейный размер (радиус) нагреваемой заготовки, а температуропроводность, μN π˙N собственное число, а коэффициенты усиления соответствующих N апериодических звеньев объекта управления определяются соотношением
где R линейный размер (радиус) нагреваемой заготовки, а температуропроводность, μN π˙N собственное число, а коэффициенты усиления соответствующих N апериодических звеньев объекта управления определяются соотношением
KN=  · cosμN
· cosμN где х расстояние от центра заготовки до точки контроля по радиальному сечению. Установлено, что при заданной неравномерности ε зад +20 30oC температурное поле объекта должно быть представлено двумя апериодическими звеньями (N=2), а при ε зад +15oC тремя апериодическими звеньями (N 3).
где х расстояние от центра заготовки до точки контроля по радиальному сечению. Установлено, что при заданной неравномерности ε зад +20 30oC температурное поле объекта должно быть представлено двумя апериодическими звеньями (N=2), а при ε зад +15oC тремя апериодическими звеньями (N 3).
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается наличием новых блоков: математическим представлением реального температурного поля заготовки в виде параллельно соединенных N апериодических звеньев, N регуляторами температуры с разными передаточными функциями, их связями с остальными элементами устройства. Таким образом, предлагаемое устройство соответствует критерию изобретения "новизна". Сравнение предлагаемого решения с другими техническими решениями показывает, что ПИ-регуляторы широко известны, однако их введение в указанной связи с остальными элементами устройства, а также управление объектом, представленным в виде параллельно соединенных N апериодических звеньев приводит к повышению равномерности нагрева за счет точного воспроизведения реального температурного поля заготовки при одновременном сохранении высокой производительности индукционного нагрева. Это позволяет сделать вывод о соответствии технического решения критерию "существенные отличия".
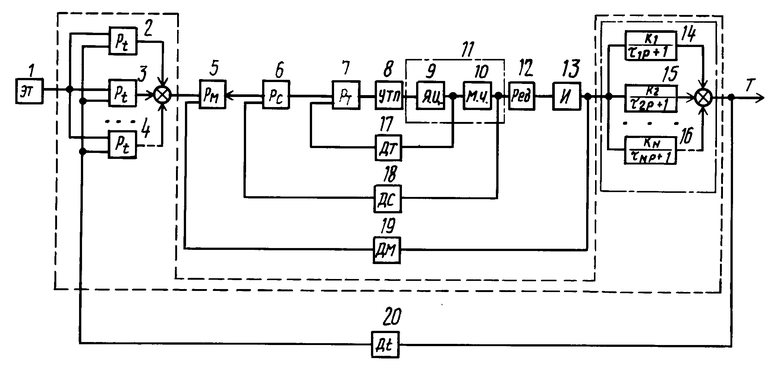
На чертеже представлена схема, поясняющая работу устройства управления температурой при индукционном нагреве, обозначения на которой соответствуют: I задатчик температуры, 2 первый регулятор температуры, 3 второй регулятор температуры, 4-N-ый регулятор температуры, 5 регулятор мощности, 6 регулятор скорости, 7 регулятор тока, 8 управляемый тиристорный преобразователь, 9 и 10 якорная цепь и механическая часть электродвигателя 11, 12 редуктор, 13 индуктор, 14,15,16 первое, второе, N-ое апериодическое звено температурного поля объекта, 17 датчик якорного тока, 18 датчик скорости, 19 датчик мощности, 20 датчик температуры. Нагреваемое изделие находится между нижним неподвижным и верхним 13 подвижным индукторами. Выход задатчика температуры 1 соединен с вторыми входами первого регулятора 2 температуры, второго регулятора 3 температуры, N-го регулятора 4 температуры. Выходы регуляторов температуры 2-4 объединены и подключены ко второму входу регулятора мощности 5. Последовательно соединены регулятор мощности 5, регулятор скорости 6, регулятор тока 7 и управляемый тиристорный преобразователь 8, выход которого подключен к якорной цепи 9 двигателя 11 перемещения верхнего индуктора 13. Вал двигателя 11 жестко соединен с валом датчика скорости 18, а также посредством шарико-винтовой пары редуктора 12 соединен с индуктором 13. Индуктор 13 электрически связан со входом датчика мощности 19, выход которого соединен с первым входом регулятора мощности 5. Второй вход регулятора тока 7 подключен к выходу датчика якорного тока 17, включенного в якорную цепь 9 двигателя 11. Выход датчика скорости 18 подключен ко второму входу регулятора скорости 16. Первые входы регуляторов температуры 2-4 объединены и подключены к выходу датчика температуры 20. Датчик температуры 20 электрически связан по входу с нагреваемым изделием, которое представлено первым 14, вторым 15 и N-ым апериодическим звеном 16.
Оптимальный режим нагрева изделия до заданной температуры Тзадобеспечивается устройством управления температурой при индукционном нагреве в один интервал, на протяжении которого подается полная мощность Рпол источника питания на верхний и нижний индукторы, автоматически устанавливается минимально допустимый зазор между заготовкой и верхним индуктором. Каждым регулятором температуры компенсируется заданная постоянная времени соответствующего N-апериодического звена τ N. При достижении реальной неравномерностью нагрева ε значения, близкого к значению заданной неравномерности ε зад нагрева, устройством управления температурой прекращается процесс регулирования температурного поля объекта. Источник питания при этом отключается. Этот момент характеризуется тем, что температуры поверхности заготовки и произвольных внутренних точек по радиальному сечению достигают значения Тзад + ε а температуры внутренних точек по толщине Тзад- ε Таким образом, регулирование температурного поля объекта, представленного в виде параллельно соединенных N апериодических звеньев, N регуляторами температуры позволяет повышать равномерность нагрева за счет точного воспроизведения реального температурного поля заготовки и сохранять высокую производительность индукционного нагрева.
Устройство, реализующее описанный режим индукционного нагрева работает следующим образом. Токовый контур, в составе 7-9, 17, настроен на технический оптиум и компенсирует электромагнитную постоянную времени якорной цепи Тя. Переходный процесс в контуре определяется малой постоянной времени токового контура Ттm. Регулятор тока 7 имеет пропорционально-интегральную зависимость выходного напряжения от входного. Скоростной контур, в составе 6, 10, 18, настраивается на технический оптиум и компенсирует электромеханическую постоянную времени Тм механической инерционной части 10 электродвигателя 11. Переходной процесс в контуре определяется удвоенной малой постоянной времени скоростного контура 2Тсm. Регулятор скорости 6 пропорционального типа стабилизирует скорость электродвигателя 11 на заданном уровне и задает уровень напряжения входного сигнала регулятору тока 7. Контур мощности, в составе 5, 12, 13, 19, настроен на технический оптиум. Переходный процесс в контуре определяется удвоенной малой постоянной времени контура мощности 2Трm. Регулятор мощности 5 пропорционального типа стабилизирует мощность в контуре верхнего индуктора 13 на заданном уровне и задает уровень напряжения входного сигнала регулятору скорости 6. Контур температуры, в составе 2-4, 14, 15, 16, 20, настроен на технический оптиум и компенсирует постоянные времени N апериодических звеньев τ1 τN. Переходный процесс в контуре определяется удвоенной малой постоянной времени контура температуры 2Тtm. Регуляторы температуры 2-4 пропорционально-интегрального типа стабилизируют температуру в контуре температуры и задают уровень входного напряжения регулятору мощности 5.
Рассмотрим работу устройства управления температурой в процессе индукционного нагрева. Задатчик температуры 1 задает сигнал входного напряжения регуляторам температуры 2-4, соответствующий заданной температуре Тзад. Появляется напряжение на выходах 5-8, и электродвигатель 11, вращаясь, приближает верхний индуктор 13 к нагреваемой заготовке до заданного значения мощности в контуре мощности. При равенстве заданной температуры 1 и фактической 20 выходное напряжение регуляторов 2-4 равно нулю, что приводит к нулевому выходному напряжению 5-8, при этом электродвигатель 11 останавливается и устанавливает индуктор 13 в положение, соответствующее необходимой мощности нагрева до заданной температуры. Далее осуществляется рабочий процесс нагрева изделия. Если в процессе нагрева изделия происходит отклонение ее температуры от заданной, то появляется выходное напряжение 2-8, и электродвигатель 11, включаясь, компенсирует ошибку по температуре соответствующей установкой индуктора относительно изделия, приближая или удаляя индуктор. В процессе нагрева изделия каждый регулятор 2, 3, 4 компенсирует соответствующие постоянные времени τ1 τN апериодических звеньев 14-16, описывающих реальное температурное поле изделия, воспроизводимое устройством с точностью до +εзад.
Проведем синтез устройства управления температуры для осуществления описанного режима индукционного нагрева. Разомкнутая передаточная функция токового контура, настроенного на оптиум по модулю будет
W где Ттm Тутп + Тдт малая постоянная времени токового контура;
где Ттm Тутп + Тдт малая постоянная времени токового контура;
Tутп постоянная времени управляемого тиристорного преобразователя;
Тдт постоянная времени датчика тока.
Разомкнутая передаточная функция токового контура (действительная):
Wтд(P)  ·
·  ·
·  Тогда передаточная функция регулятора тока 7 будет
Тогда передаточная функция регулятора тока 7 будет
Wрт(P) 

 ·
· 
 · βрег
· βрег
Отсюда следует, что регулятор тока 7 имеет пропорционально-интегральную зависимость выходного напряжения от входного, а коэффициент усиления пропорциональной части будет
βрег= 
Замкнутая передаточная функция токового контура, настроенного на оптиум по модулю
W
 ≃
≃ 
Разомкнутая передаточная функция скоростного контура, настроенного на оптиум по модулю =
= где Тсm 2Ттm + Тдс малая постоянная времени скоростного контура;
где Тсm 2Ттm + Тдс малая постоянная времени скоростного контура;
Тдс постоянная времени датчика скорости.
Разомкнутая передаточная функция скоростного контура имеет вид
Wсд(P) W ·
· 
 ·
·  ·
·  Тогда передаточная функция регулятора скорости 6 будет
Тогда передаточная функция регулятора скорости 6 будет
Wpc(P) 
 βрег
βрег
Следовательно, регулятор скорости 6 является пропорциональным регулятором. Замкнутая передаточная функция скоростного контура, настроенная на оптиум по модулю =
= =
= ≃
≃
Разомкнутая передаточная функция контура мощности, настроенного на оптиум по модулю =
= где Тpm 2Тсm + Тдм малая постоянная времени контура мощности;
где Тpm 2Тсm + Тдм малая постоянная времени контура мощности;
Тдм постоянная времени датчика мощности. Разомкнутая передаточная функция контура мощности
Wдm(P)  · W
· W Kи=
Kи= 

 Kи
Kи
Тогда передаточная функция регулятора мощности 5 будет
Wрm(P) 

 = βрег
= βрег
Таким образом, регулятор мощности 5 пропорциональный регулятор. Замкнутая передаточная функция контура мощности, настроенного на оптиум по модулю, имеет вид =
= =
= ≃
≃
≃ 
Разомкнутая передаточная функция контура температуры, настроенного на оптиум по модулю =
= где Тtm 2Трm + Тдt малая постоянная времени контура температуры;
где Тtm 2Трm + Тдt малая постоянная времени контура температуры;
Тдt постоянная времени датчика температуры. Разомкнутая передаточная функция контура температуры имеет вид
Wtд(P) W




Тогда передаточная функция регулятора температуры 2-4 примет вид
Wpt(P) 
 =
=



Cледовательно, регуляторы температуры 2-4 являются ПИ-регуляторами, настроенными на постоянные времени соответствующих N-апериодических звеньев с коэффициентами усиления пропорциональной части
 Интервал нагрева цилиндрической стальной заготовки с диаметром 850 мм и высотой 145 мм до 1000oC характеризуется следующими параметрами. Температурное поле объекта представлено тремя параллельно-соединенными апериодическими звеньями. Заданная неравномерность нагрева при этом составляет +15oC. В качестве источника питания верхнего и нижнего индукторов используется индукционная установка УПИ2-500/1Н c преобразователем частоты ППЧВ-500-1,0-6000 с управлением по цепи возбуждения. Расстояние от центра заготовки до точки контроля по радиальному сечению составляет 212,5 мм. В начальный момент интервала нагрева в контуры индукторов подается полная мощность Pпол=
Интервал нагрева цилиндрической стальной заготовки с диаметром 850 мм и высотой 145 мм до 1000oC характеризуется следующими параметрами. Температурное поле объекта представлено тремя параллельно-соединенными апериодическими звеньями. Заданная неравномерность нагрева при этом составляет +15oC. В качестве источника питания верхнего и нижнего индукторов используется индукционная установка УПИ2-500/1Н c преобразователем частоты ППЧВ-500-1,0-6000 с управлением по цепи возбуждения. Расстояние от центра заготовки до точки контроля по радиальному сечению составляет 212,5 мм. В начальный момент интервала нагрева в контуры индукторов подается полная мощность Pпол=  Три регулятора температуры на протяжении всего интервала нагрева компенсируют заданные постоянные времени первого, второго, третьего апериодических звеньев объекта, которым соответствуют значения 52,3 мин; 13,1 мин; 5,8 мин. В конце интервала нагрева температуры поверхности заготовки и произвольных внутренних точек по радиальному сечению равны 1015oC, а температуры внутренних точек по толщине 975oC. Равномерность нагрева за счет точности воспроизведения реального температурного поля заготовки по сравнению с передовой технологией ускоренного индукционного нагрева повышается при этом на 30% при достаточно высокой производительности индукционного нагрева. В качества привода перемещения верхнего индуктора использовано устройство воспроизведения УВЗ-21, изготавливаемое Новосибирским электромеха- ническим заводом с приводом типа IЭМ8-012, имеющим усилие на штоке при заторможенном роторе 8КН. Приводной электродвигатель имеет мощность Р1,3 кВт, номинальный ток Iном 23 А, напряжение питания Uп 45,5 В. В качестве регуляторов 2-4 используется серийный регулятор Ф5173, выпускаемый отечественной промышленностью. Этот блок входит в комплекс средств Государственной системы промышленных приборов, например на суперблоках СУПС (Комплекс технических средств для локальных информационно-управляющих систем (КТС ЛИУС)). Средства управления с переменной структурой. Том 4, вып. 2, М. ЦНИИТЭИприборостроения, 1980). Годовой экономический эффект от внедрения устройства управления температуры при индукционном нагреве будет окончательно определен при внедрении устройства за счет уменьшения угара металла, а также уменьшения бракованных заготовок по качеству нагрева.
Три регулятора температуры на протяжении всего интервала нагрева компенсируют заданные постоянные времени первого, второго, третьего апериодических звеньев объекта, которым соответствуют значения 52,3 мин; 13,1 мин; 5,8 мин. В конце интервала нагрева температуры поверхности заготовки и произвольных внутренних точек по радиальному сечению равны 1015oC, а температуры внутренних точек по толщине 975oC. Равномерность нагрева за счет точности воспроизведения реального температурного поля заготовки по сравнению с передовой технологией ускоренного индукционного нагрева повышается при этом на 30% при достаточно высокой производительности индукционного нагрева. В качества привода перемещения верхнего индуктора использовано устройство воспроизведения УВЗ-21, изготавливаемое Новосибирским электромеха- ническим заводом с приводом типа IЭМ8-012, имеющим усилие на штоке при заторможенном роторе 8КН. Приводной электродвигатель имеет мощность Р1,3 кВт, номинальный ток Iном 23 А, напряжение питания Uп 45,5 В. В качестве регуляторов 2-4 используется серийный регулятор Ф5173, выпускаемый отечественной промышленностью. Этот блок входит в комплекс средств Государственной системы промышленных приборов, например на суперблоках СУПС (Комплекс технических средств для локальных информационно-управляющих систем (КТС ЛИУС)). Средства управления с переменной структурой. Том 4, вып. 2, М. ЦНИИТЭИприборостроения, 1980). Годовой экономический эффект от внедрения устройства управления температуры при индукционном нагреве будет окончательно определен при внедрении устройства за счет уменьшения угара металла, а также уменьшения бракованных заготовок по качеству нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 1992 |
|
RU2076465C1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2076466C1 |
| ПОЗИЦИОННЫЙ ЭЛЕКТРОПРИВОД | 1995 |
|
RU2110882C1 |
| САМОНАСТРАИВАЮЩИЙСЯ ЭЛЕКТРОПРИВОД | 1994 |
|
RU2060530C1 |
| СИСТЕМА АКТИВНОЙ ВИБРОЗАЩИТЫ | 1995 |
|
RU2115844C1 |
| СЛЕДЯЩИЙ ЭЛЕКТРОПРИВОД | 2012 |
|
RU2489798C1 |
| СИСТЕМА УПРАВЛЕНИЯ ЭЛЕКТРОМАГНИТНЫМ ПОДВЕСОМ РОТОРА | 1999 |
|
RU2181922C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НЕЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2130360C1 |
| Устройство для регулирования режима индукционного нагрева | 1976 |
|
SU541155A1 |
Сущность изобретения: устройство управления температурой плоской заготовки при индукционном нагреве, расположенной между нижним и верхним подвижным индукторами, содержит задатчик и датчик температуры, датчики мощности, скорости, якорного тока, последовательно соединенные регуляторы мощности, скорости, тока, управляемый тиристорный преобразователь, выход которого подключен к якорной цепи двигателя перемещения верхнего индуктора. Вал верхнего индуктора жестко соединен с валом датчика скорости, а также посредством шарико-винтовой пары редуктора соединен с индуктором. Индуктор электрически связан со входом датчика мощности, выход которого соединен с первым входом регулятора мощности, второй вход регулятора тока подключен к выходу датчика якорного тока, включенного в якорную цепь двигателя перемещения верхнего индуктора, выход датчика скорости подключен ко второму входу регулятора скорости. В зависимости от заданной неравномерности нагрева устройство снабжено пропорционально-интегральными регуляторами, входы которых соединены с выходом модели, характеризующей температурное поле объекта нагрева. 1 ил.
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПЛОСКОЙ ЗАГОТОВКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ, расположенной между нижним неподвижным и верхним подвижным идукторами, содержащее задатчик и датчик температуры заготовки, датчик мощности, скорости якорного тока, последовательно соединенные регулятор мощности, регулятор скорости, регулятор тока, управляемый тиристорный преобразователь, выход которого подключен к якорной цепи двигателя перемещения верхнего индуктора, вал которого жестко соединен с валом датчика скорости, а также посредством шариковинтовой пары редуктора соединен с индуктором, электрически связанным с входом датчика мощности, выход которого соединен с первым входом регулятора мощности, второй вход регулятора тока подключен к выходу датчика якорного тока, включенного в якорную цепь двигателя перемещения верхнего индуктора, выход датчика скорости подключен к второму входу регулятора скорости, отличающееся тем, что устройство дополнительно снабжено N-регуляторами температуры с пропорционально-интегральной зависимостью выходного напряжения от входного, каждый из которых имеет постоянную времени интегрирования, равную постоянной времени соответствующего N-апериодического звена, которыми представляется температурное поле объекта, число которых определяется заданной неравномерностью нагрева ± εзад, коэффициент усиления каждого регулятора равен частному от деления произведения коэффициента усиления датчика мощности и постоянной времени τN соответствующего N-апериодического звена на произведение удвоенной постоянной времени контура температуры, коэффициента усиления датчика температуры и коэффициента усиления kN соответствующего N-апериодического звена, первые входы N-регуляторов температуры подключены к выходу датчика температуры, вторые входы к выходу задатчика температуры, выходы регуляторов объединены и подключены к второму входу регулятора мощности, причем при εзад= ± (20-30)°C число апериодических звеньев равно N 2, а при εзад= ± 15°C число апериодических звеньев соответствует N 3, постоянные времени τN и коэффициент усиления KN апериодических звеньев определяются по соотношениям
где R линейный размер (радиус) нагреваемой заготовки;
a температуропроводность;
μN= πN собственное число;
X расстояние от центра заготовки до точки контроля по радиальному сечению.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматического регулирования температуры индукционной нагревательной установки | 1977 |
|
SU759036A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
