Изобретение относится к машиностроению и металлургии и может быть использовано при нагреве и термообработке металлических заготовок широкой номенклатуры.
Целью изобретения является автома тизация нагрева заготовок широкой номенклатуры, экономия производственной площади, повьшение надежности индукционного нагревателя.
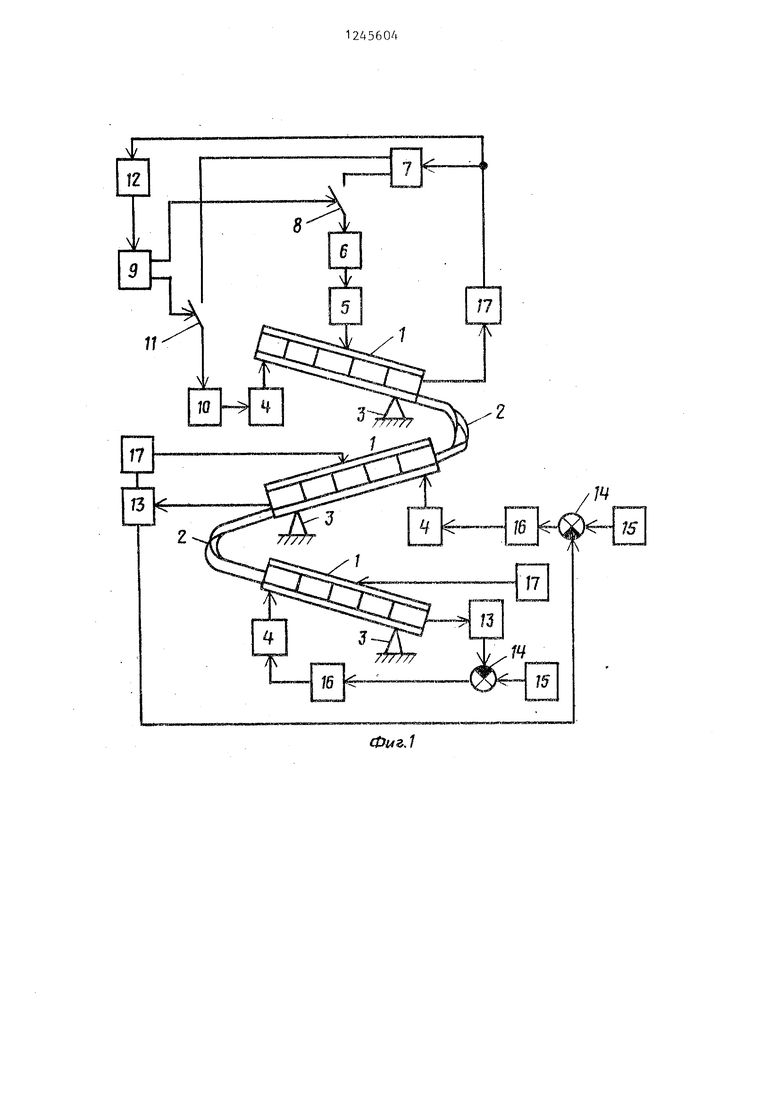
.На фиг. 1 изображена блок-схема индукционного нагревателя; на фиг.2 - блок-схема оптимизатора; на фиг. 3 - временные диаграммы, поясняющие работу оптимизатора.
Заготовки перемещаются под действием собственной силы тяжести через секции 1 индуктора, связанные посредством наклонных желобов 2, при этом выходные концы секций 1 установлены на неподвижных опорах 3, а входные связаны с приводами 4.
Питание первой секции осуществляется от источника 5 питания, реализованного на базе ТПЧ-300, которьй че- рез регулятор 6 соединен с выходом второго канала многоканального автоматического оптимизатора 7 через контакт 8 реле 9. Выход первого канала оптимизатора 7 соединен с входом регулятора 10 привода 4 первой секции через контакт 11 реле 9, вход реле 9 соединен с выходом порогового элемента 12, вход которого соединен с выходом датчика 13 температуры первой , входы датчиков 13 температуры последующих секций соединены с выходами этих секций, а их выходы соединены с соответствующими им входами элементов 14 сравнения, вторые входы которых соединены с выходами задатчиков 15, а выходы элементов 14 сравнения соединены, через регуляторы 16 с приводами 4 соответствующих секций. Питание этих секций осущест- вляе1 ся от источников 17 питания.
В качестве датчиков 13 температуры могут быть использованы цветовые пирометры типа Спектропир-6, приводы 4 могут быть реализованы на основе серийных электроприводов типа ПТОР, пороговый элемент 12 с гисте- резисной передаточной характеристикой может быть реализован на операционном усилителе.
На уровне стандартных функциональных элементов один типовой канал оптимизатора 3 представлен на фиг. .2
и состоит из первого интегратора 18, триггера 19, второго интегратора 20 объекта 21, имеющего передаточную характеристику Q(X), дифференциатора 22 и инвертора 2-3.
Функциональные преобразования в оптимизаторе, заключаюш;иеся в поиске экстремума функции Q(X), показаны на фиг. 3.
Принцип действия оптимизатора основан на том, что он обеспечивает рри постоянной скорости движения по координате X больший период времени движения к экстремуму (t ), чем от него (tj ) за счет того, что в первом случае на входе интегратора 14 при
сутствует сигнал (U - Ц ), а во втором - сигнал (U
.И
X
+
и, )dt.
+ и). Так как t
то
Z
пос ; 4
скольку эти интервалы ограничиваются моментом переключения триггера 19 при достижении X величины сигнала
срабатывания триггера 19 X
СР
Реверс движения по координате X осуществляется за счет разной полярности выходных сигналов триггера 15, а постоянная скорость движения по этим координатам определяется постоянством параметров интегратора 16. Сброс Х осуществляется по команде от триггера 19.
Устройство работает следующим образом.
Смене партий нагреваемых заготовок предшествует пауза, связанная с переналадкой предыдущего звена технологической цепочки, содержащей данньй индуктор. Это время достаточно для того, чтобы между заготовками уходящей и новой партии в первой секции индуктора образовалось незаполненное пространство. I
В связи с этим, после выхода .из
этой секции последней заготовки уходящей партии выходной сигнал датчика 13 изменяется скачком, выходя за пределы зоны нечувствительности элемента 12, что приводит к срабатыванию
реле 9 и размыканию контактов 8 и 11. Это, в свою очередь, приводит к тому, что привод первой секции и ее источник питания выходят на верхний предел диапазона изменения своего состояния,
так как операционные усилители, стоя- щи е во входных каскадах регуляторов 6 и 10, входят в состояние насыщения при размыкании контактов 8 и 11, т.е.
к первой секции прикладьгоается максимальное напряжение и при этом она занимает положение с максимальным углом наклона к уровню горизонта.
Следовательно заготовки, находящиеся в этой секции, обладают максимальной скоростью движения и нагрева. После появления первой заготовки новой партии на выходе первой- секции вновь происходит скачкообразное изменение выходного сигнала датчика 13, при этом он оказывается в зоне нечувствительности элемента 12, что приводит к отключению реле 9 и замыканию контактов 8 и 11. Оптимизатор 7 начинает автоматически корректировать состояние источника 5 и привода 4 первой секции в функции выходного суг- нала датчика 13 с целью поиска релсима нагрева заготовок в данной секции, обеспечивающего температуру на ее выходе, равную температуре магнитных превращений, что позволяет локализировать в этой секции холодные заготовки, обеспечив для них оптимальный в условиях существующих ограничений релшм нагрева путем предварительного выбора частоты тока источника питания. При этом за счет большей инер- идонности привода 4 первой секции по- сравнению с источником 5 второй канал оптимизатора 7 обладает более высоким быстродействием, что определяет преимущественное изменение выходного сигнала источника 5, автоматически гарантируя максимально возможную скорость перемещения заготовок новой партии в первой секции с учетом ограниченной мощности источника питания и требований к их температуре на выходе из секции.
Угол наклона последующих (N-1) сек- ций изменяется лишь после появления первой заготовки новой партии на их выходе, что обеспечивает стационарные условия нагрева для заготовок уходящей партии. Угол наклона каждой секции корректируется автономно в функции выходного сигнала, расположенного на ее выходе, датчика 13 температуры посредством соответствующего этой секции привода 4 с целью обеспечения у заготовок заданной на выходе из этой секции те1 шературы.
За счет автономности управления каждой секции повышается быстродейст- вие всей системы в целом, что позволяет минимизировать отходы в брак, связанные с некондиционным температурным состоянием первых заготовок новой партии на выходе из последней
0 секции индуктора. Напряжение на выходе источника 17 питания всегда максимальное, что автоматически гаранти- рует максимальную производительность индуктора в условиях широкой номенк5 латуры заготовок. Автоматизация нагрева заготовок широкой номенклатуры достигается благодаря автоматическому изменению темпа перемещения заготовок повой партии путем изменения
0 углач наклона секций в функции тe ffle- ратуры заготовок на выходе этих секций, при этом отпадает необходимость в специальных устройствах перемещения, исключается заклинивание заго5 товок в индукторе и разрушение футеровки, что повышает надежность установки на 10-15Z. Расположеш е сек- индуктора в вертикальной плоскости одна под другой обеспечивает экоQ номию производственной площади 100(1- ..-N)%, где N - число индуктора. За счет автоматического отде,пения в первой секции нагревателя холодных заготовок от остальных, а также обеспечения максимального темпа перемещения заготовок в условиях ограничений мощности источников питаний обеспечиваются наиболее благоприятные условия нагрева холодных и го5
40
45
50
рячих заготовок. При этом за счет соответствующего выбора частот первого и второго источников питания поддерживается примерно постоянная глубина проникновения электромагнитной волны в металл, что в совокупности обеспечивает одинаково высокий электрический КПД всех секций индуктора при максимуме приложенного к ним напряжения источников питания, а следо- :вательно, автоматически поддерживает максимальную производительность уста- в условиях широкой номенклатуры заготовок.
/14
/
W
Ф14е,1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индукционного нагрева ферромагнитного материала | 1982 |
|
SU1082846A1 |
| Способ индукционного нагрева ферромагнитных заготовок в методической многопозиционной установке | 1980 |
|
SU1021026A1 |
| Индукционная установка непрерывного действия для нагрева ферромагнитных заготовок | 1983 |
|
SU1270909A1 |
| Индукционная методическая нагревательная установка | 1981 |
|
SU1164913A1 |
| Устройство для автоматического регулирования температуры нагрева заготовок в производственном комплексе индукционная печь-пресс | 1987 |
|
SU1453625A1 |
| Устройство для автоматизации индукционного нагрева | 1982 |
|
SU1090738A1 |
| Способ управления нагревом заготовок в индукционной методической установке | 1983 |
|
SU1109454A1 |
| Индукционная установка | 1979 |
|
SU849557A1 |
| Автоматизированная линия горячей штамповки | 1986 |
|
SU1488093A1 |
| Индукционная установка | 1979 |
|
SU847529A1 |

Редактор Н.Гунько
Заказ 3961/17Тираж 552 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель Ю.Рыбьев
Техред Л.Олейник, Корректор С.Черни
| Устройство для автоматизации индукционного нагрева | 1982 |
|
SU1090738A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
