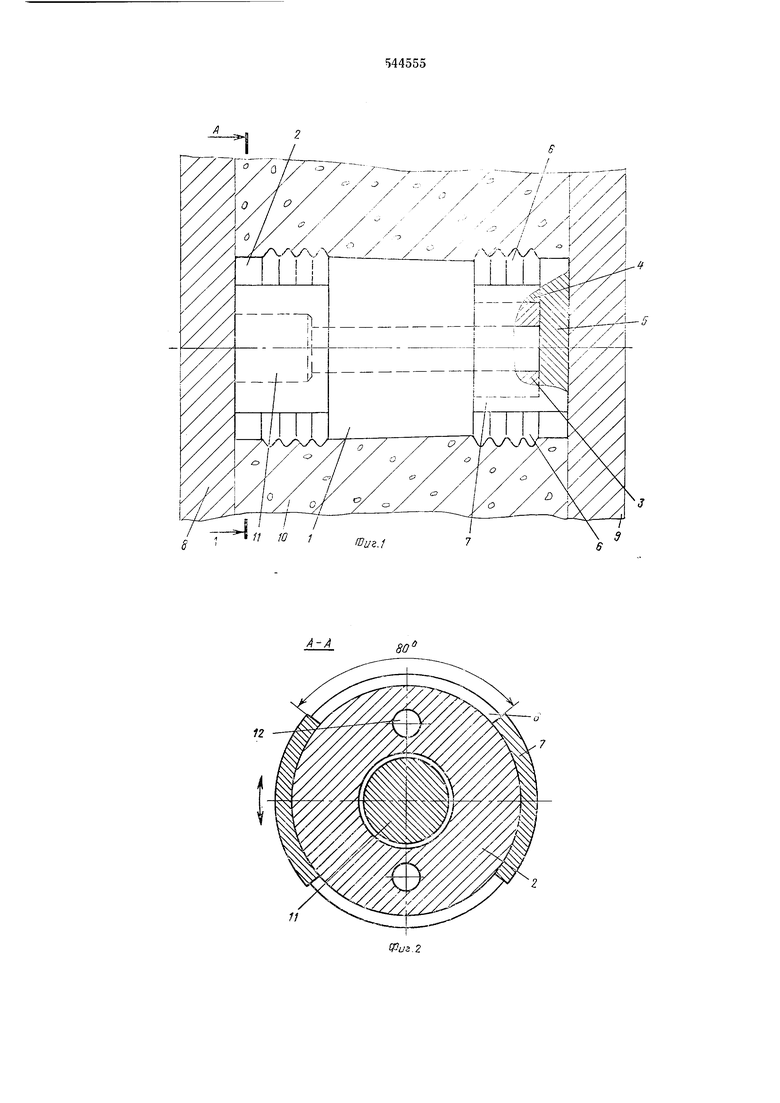
2 на неподвижной стенке 8 кассетной формы, а со стороны насадка 4 - на торцовой заглушке 5, контактирующей с подвижной стенкой 9. . Перед началом формования стеновой панели 10 вкладыш 1 с помощью стержня II закрепляется на неподвижной стенке 8 кассетной формы, а на хвостовик 3 устанавливаются насадок 4 и заглушка 5, стенка 9 перемешается в рабочее положение и прижимается к на, садку 4 и заглушке 5.
Готовая стеновая панель 10 отодвигается от неподвижной стенки 8, при этом вставки 7 выходят из этой панели. Последняя вынимается из кассетной формы и из нее извлекается вкладыш 1 путем поворота его на 90° с помошью специального ключа, вставляемого в отверстия 12, выполненные на торце вкладыша. После этого выбирается заглушка 5 и извлекается цилиндрический насадок 4.
Размещение выступов 6 на цилиндре 2 и насадке 4 наиболее целесообразно, когда они занимают примерно 80° окружности, что обеспечивает свободное извлечение вкладыша 1 и насадка 4, а также создает наибольшую длину углублений в стенках гнезда.
Благодаря образованию в стенках гнезда углублений исключается применение дополнительных приспособлений для закрепления электрической арматуры, что позволяет снизить стоимость электромонтажных работ и повысить производительность труда. Повышается также надежность закрепления электрической арматуры в гнездах стеновых панелей.
Формула изобретения
I. Устройство для образования гнезд в стеновых панелях, изготавливаемых в кассетной форме, содержащее прикрепляемый к ее неподвижной стенке конусообразный вкладыш, отличающееся тем, что, с целью ооразования в стенках гнезд углублений для крепления электрической арматуры, вкладыш со стоРОНЫ большего основания конуса переходит в цилиндр, а со стороны меньшего имеет хвостовик, на котором свободно установлен цилиндрический насадок с торцовой заглушкой, причем цилиндр и насадок выполнены с двумя
диа.метрально противоположными рядами выступов и с размещенными между рядами изогнутыми по радиусу вставками, закрепленными со стороны цилиндра на неподвижной стенке кассетной формы, а со стороны насадка -
на торцовой заглушке.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения извлечения вкладыша из гнезда, каждый ряд выступов размещен не более чем на четверти окружности цилиндра и цилиндрического насадка.
Источники информации, принятые во внимание при экспертизе:
1.Мкртумян А. К. Технология изготовления деталей крупнопанельных домов в кассетах,
М., «Госстройиздат, 1961, с. 56-57.
2.Авт. св. № 481444, М. Кл. В 28В 7/24, 1973.
/7 Ю 1
fOuz.t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования гнезд под электроустановочные приборы | 1982 |
|
SU1079452A1 |
| Устройство для образования гнезд под установочные приборы | 1980 |
|
SU903119A1 |
| Устройство для образования гнезд под электроустановочные приборы в изделиях,изготавливаемых в кассетах | 1980 |
|
SU939216A1 |
| Секция здания Ю.И.Белоуса | 1990 |
|
SU1818439A1 |
| Глушитель шума газового потока | 1982 |
|
SU1040194A1 |
| ПАКЕТНЫЙ ПЕРЕКЛЮЧАТЕЛЬ | 2000 |
|
RU2170976C1 |
| Устройство для очистки поверхностей судовых корпусов | 1982 |
|
SU1025584A1 |
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛОСКИХ СТЕНОВЫХ БЛОКОВ ИЗ КОМПОЗИЦИОННЫХ СМЕСЕЙ | 2007 |
|
RU2332299C1 |
| Многоэтажное здание Белоуса | 1990 |
|
SU1796748A1 |
| Устройство для образования гнезд под установочные приборы | 1978 |
|
SU654420A1 |