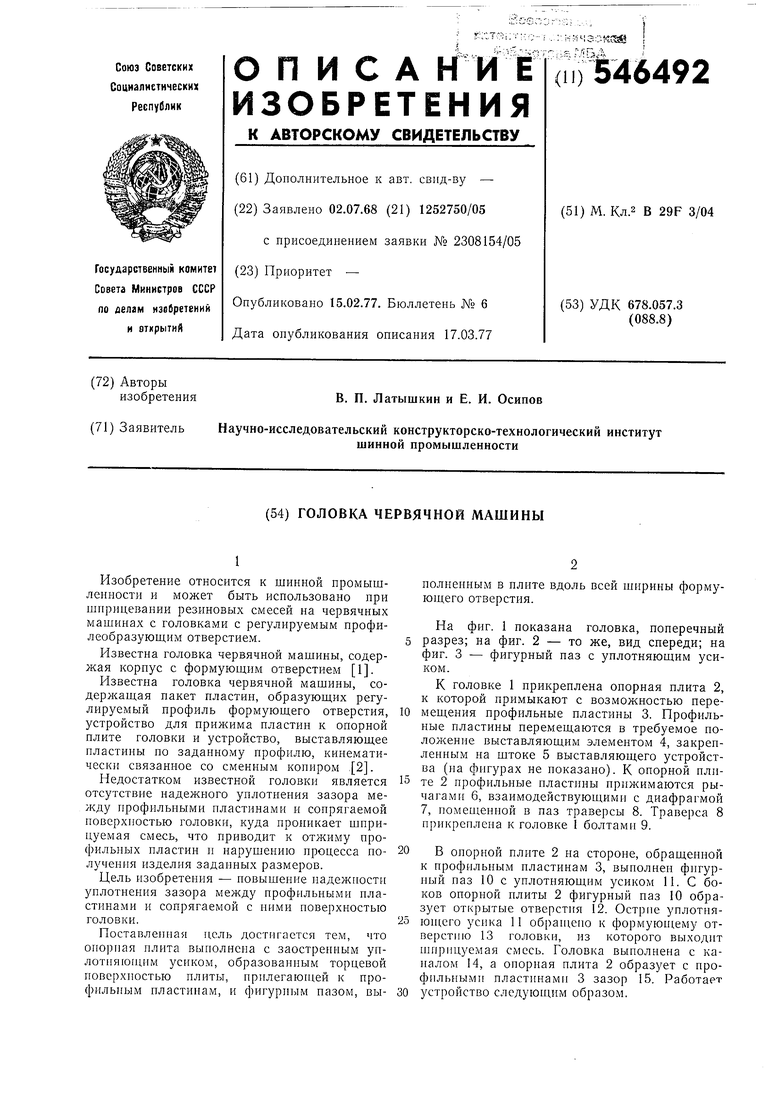
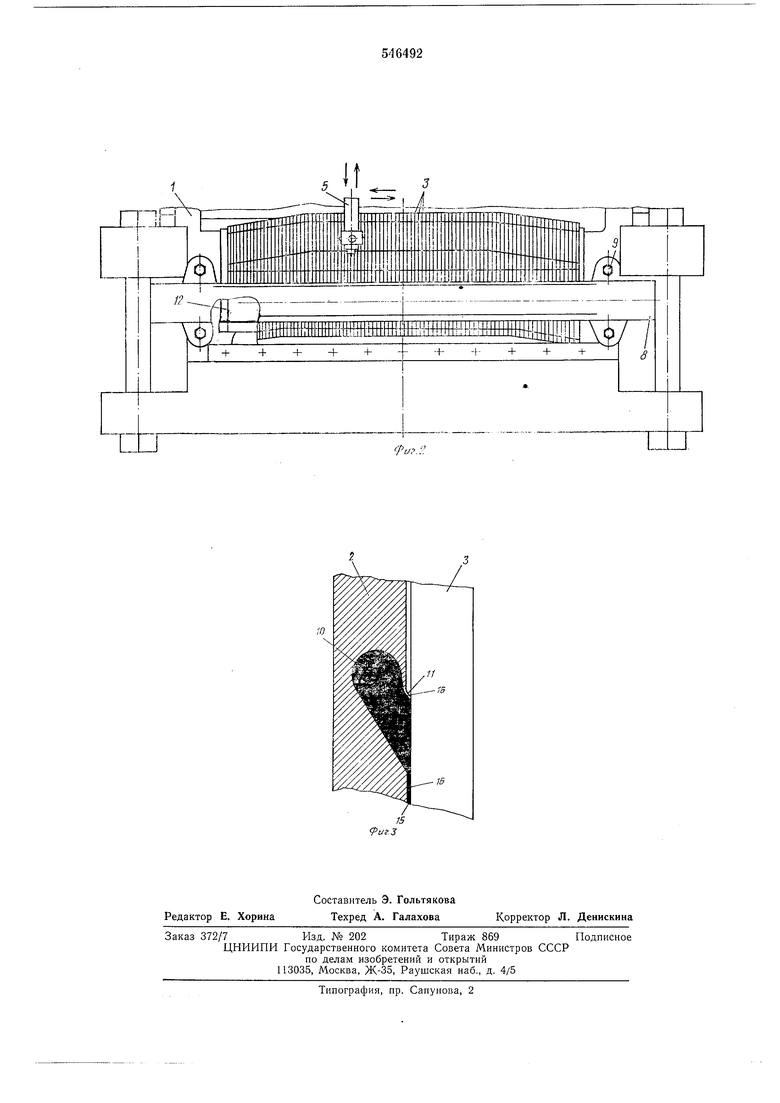
Идущая по каналу 14 головки резиновая смесь 16 через зазор 15 между опорной плитой 2 и профильными пластинами 3 поступает в паз 10. Давление резиновой смеси, поступившей в паз 10, прижимает уплотняющий усик 11 к сопряженной поверхности профильных пластин 3 и препятствует дальнейшему проникновению резиновой смеси в зазор между опорной плитой и профильными пластинами. Избыток резиновой смеси из паза 10 удаляется за пределы головки через боковые отверстия 12. При вертикальном перемещении профильных пластин в процессе выставления профиля налипшая на них резина счищается уплотняющим усиком 11.
В предлагаемом устройстве благодаря повыщенной надежности уплотнения зазора между профильными пластинами и опорной плитой предотвращается отжим профильных пластин от опорной плиты, чем обеспечивается стабильность выставленного профилеобразующего отверстия и точность размеров шприцуемого изделия.
4 Формула изобретения
Головка червячной машины, содержащая иакет пластин, образующих регулируемый
профиль формующего отверстия, устройство для прижима пластин к опорной плите головки и устройство, выставляющее пластины по заданному профилю, кинематически связанное со смежным копиром, отличающаяся
тем, что, с целью повыщеиия надежности уплотнения зазора между профильными пластинами и сопрягаемой с ними поверхностью головки, опорная илита выполнена с заостренным уплотняющим усиком, образованным торцевой поверхностью плиты, прилегающей к профильным пластинам, и фигурным пазом, выполненным в плите вдоль всей ширины формующего отверстия. Источники информации, принятые во внимание при экспертизе:
1.Фищер Э. Экструзия пластических масс, «Химия, М., 1970, с. 184-185.
2.Патент ГДР № 19452, кл. 39 а, 3/06, 1958.