Изобретение относится к области устройств для изготовления резино-технических изделий, в частности резиновых труб, прокладок, жгутов и других фигурных изделий из полимерных материалов.
Целью изобретения является улучшение эксплуатационных характеристик экструзионной головки за счет упрощения ее монтажа и процесса чистки.
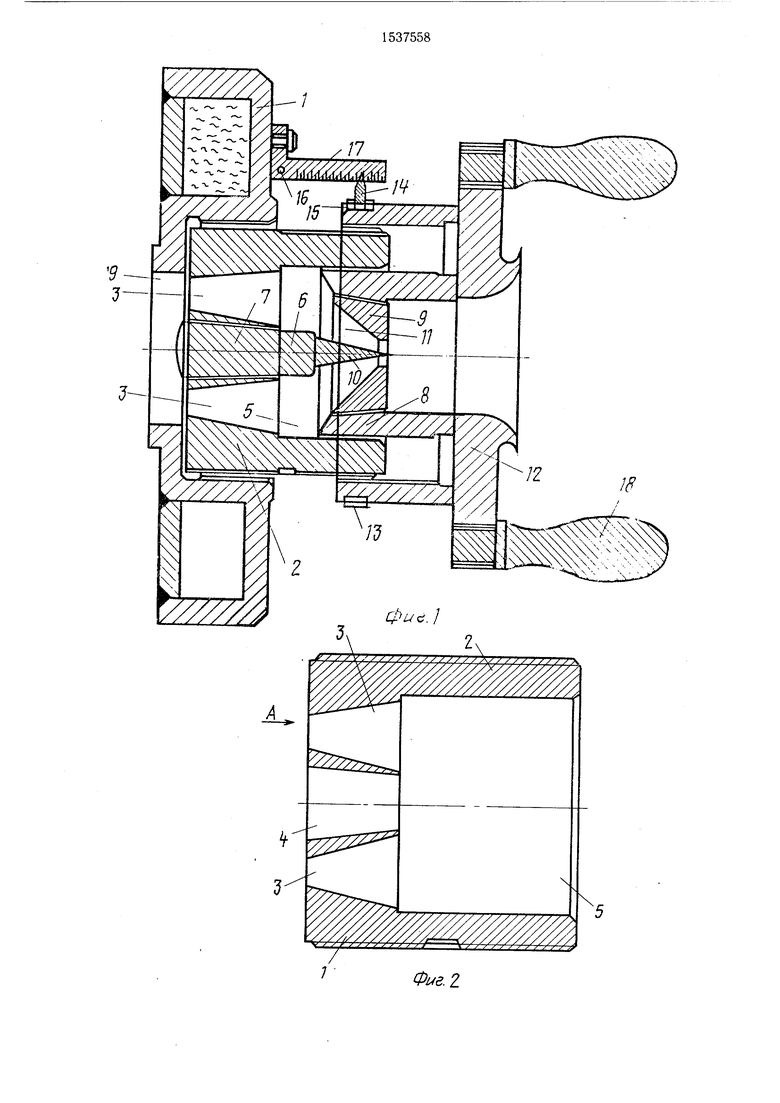
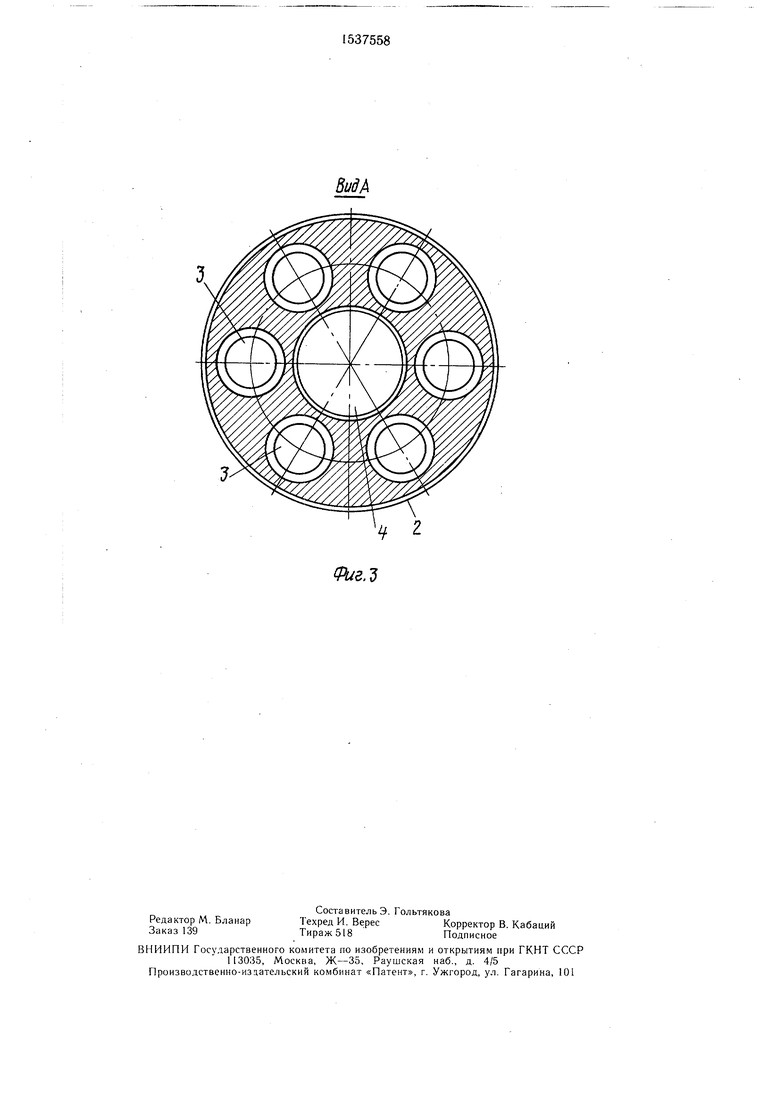
На фиг. 1 показана экструзионная головка, общий вид; на фиг. 2 - корпус головки; на фиг. 3 - вид А на фиг. 2.
На торцовой части шприц-машины закреплена опорная плита 1, в которую ввернут корпус 2 с несколькими, например семью, входными коническими отверстиями, из них шесть периферийных 3 и одно центральное 4, и одним выходным цилиндрическим
отверстием 5. Центральное коническое входное отверстие 4, в котором установлен дорн 6, строго соосно выходному цилиндрическому отверстию 5. Шесть периферийных конических отверстий 3, через которые проходит смесь, выполняют роль крестовины дорна 6, который своим входным коническим участком 7 с большим основанием со стороны входного отверстия установлен в центральное входное отверстие 4. Периферийные конические отверстия 3 выполнены расширяющимися в сторону выходного отверстия 5, в котором установлены на скользящей посадке шайбодержатель 8 с калибровочной шайбой 9, которая имеет коническую поверхность, строго соосную выходному с вершиной конца, направленной в сторону выходного отверстия, коническому участку
СП
СО 4 СЛ
сд
00
10 дорна 6 и образующую с ним формующий канал 11. На поверхности корпуса 2 выполнена резьба, частью которой корпус ввернут в опорную плиту 1, а остальная резьбовая поверхность служит для перемещения по ней регулировочной гайки 12.
На регулировочной гайке 12 укреплено нониусное устройство, представляющее собой металлическое полукольцо 13 с указательной стрелкой 14 и роликом 15, который может передвигаться по пазу уголка 16, прикрепленного к плите 1, а указательная стрелка 14 при этом передвигается по шкале делений 17 В регулировочную гайку 12 ввернуты рукоятки 18 для удобного ее перемещения.
Экструзионная головка работает следующим образом
Бункер шприц-машины заполняют полимерной смесью, которую шнек подает на экструзионную головку. Смесь проходит через вчодное отверстие 19 плигы 1 и через периферийные конические отверстия 3 корпуса 2 поступает в переднюю цилиндрическую часть корпуса 2, где расположен шайбо- держатель 8 с шайбой 9. Затем через формующий канал 11, образованный выходным коническим участком 10 дорна 6 и калибровочной шайбой 9, смесь выходит в виде iрубки с заданным наружным и внутренним размером, точность которых в процессе работы обеспечивают при помощи нониусного устройства.
В случае необлодимости изготовления не труб, а других профильных или фигурных изделий дорн 6 извлекается из корпуса 2, а в шайбодержатель 8 вкладывается шайба нужного профиля.
Одним из узких мест существующих экструзионных головок является сложность очистки деталей от рабочей смеси, так как в окнах крестовин остается рабочая смесь, которая очень тяжело поддается очистке. При этом снижается качество выпускаемых изделий, точность размеров, эксплуатационные характеристики устройства
Эта проблема решена в предлагаемой конструкции экструзионной головки путем замены фрезерованных окон крестовины, точеными коническими отверстиями с конусом,
расширяющимся от входа отверстия к выходу. Это дает возможность шнеку легко выталкивать смесь, т.е. происходит самоочищение.
Немалую отрицательную роль в известных конструкциях играют скользящие цилиндрические посадки дорна с крестовиной, направляющей втулки и калибровочной шайбы в шайбодержателе, в зазоры которых
Q попадают рабочая смесь, усложняя сборку, разборку и чистку головок. Заменив цилиндрические посадки на конические, можно быстрее изготавливать детали, облегчается сборка и разборка головки, а в процессе работы рабочая смесь под давлением сама уплотняет посадочные места, повышая при этом их соосность и, соответственно, повышая качество изготавливаемых труб и других профилей.
20
Формула изобретения
0
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая закрепленный на опорной плите корпус с входным и выходным отверстиями,
5 смонтированные на корпусе регулировочную гайку, а в корпусе - дорн с входным участком и коническим выходным участком с вершиной конуса, направленной в сторону выходного отверстия, шайбодержатель и калибровочную шайбу, смонтированную с образованием с выходным коническим участком дорна формующего канала, отличающаяся тем, что, с целью улучшения эксплуатационных характеристик экструзионной головки за счет упрощения ее монтажа и процесса чистки, соосно выходному отверстию в корпусе дополнительно выполнены центральное входное коническое отверстие для установки в нем входного участка дорна, который выполнен коническим с большим основанием со стороны входного отверстия, и ряд пери0 ферийных входных конических отверстий, расширяющихся в сторону выходного отверстия, в котором смонтированы шайбодержатель и калибровочная шайба, при этом корпус головки связан резьбовым соединением с опорной плитой и регулировочной
5
гайкой.
Ј
wmwm/s
i/Ll
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления труб из полимерных материалов | 1986 |
|
SU1388306A1 |
| Экструзионная головка для изготовления профилей из полимерных материалов | 1990 |
|
SU1728048A1 |
| Выпускная головка для шприцевых машин, формирующих ленту из резины | 1956 |
|
SU118610A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ | 1999 |
|
RU2166379C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| Экструзионная кабельная головка | 1982 |
|
SU1101902A1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
Изобретение относится к оборудованию для переработки полимерных материалов, в частности к конструкции экструзионных головок для изготовления профилей. Целью изобретения является улучшение эксплуатационных характеристик экструзионной головки за счет упрощения ее монтажа и процесса чистки. Головка содержит корпус с рядом периферийных входных конических отверстий и одним центральным коническим отверстием. В центральном отверстии установлен входной конический участок дорна с большим основанием со стороны входного отверстия. В выходном отверстии корпуса установлены шайбодержатель и калибровочная шайба. Последняя смонтирована с образованием с выходным коническим участком дорна формующего канала. Входные периферийные конические отверстия корпуса выполнены расширяющимися в сторону выходного отверстия. Корпус головки связан резьбовым соединением с опорной плитой и регулировочной гайкой. Полимерный материал через периферийные конические отверстия поступает в цилиндрическое выходное отверстие, а затем в формующий канал. Благодаря расширяющимся входным коническим отверстиям, выполняющим роль крестовины дорна, шнек легко выталкивает смесь. В результате происходит самоочищение головки. Конические посадки дорна и калибровочной шайбы облегчают сборку и разборку головки. 3 ил.
89SZ69I
Фие.Ъ
| 0 |
|
SU170168A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Экструзионная головка для изготовления труб из полимерных материалов | 1986 |
|
SU1388306A1 |
| Солесос | 1922 |
|
SU29A1 |
