Изобретение относится к шинной промышленности и может быть использовано при выпуске сырых протекторных заготовок и других ленточных изделий сложного профиля.
Известна головка с регулируемым профилем формуюш,его отверстия для выпуска протекторов, формуюш ая часть которой представляет собой пакет тонких пластин, перемещаемых относительно друг друга роликом в вертикальной плоскости. Вертикальное перемеш,ение ролика обеспечивается винтовой парой посредством маховичка. В горизонтальном направлении вдоль щели протекторной головки ролик перемещается вместе с кареткой по направляющим также посредством винтовой пары. Контроль за перемещением ролика осуществляется с по.мощью иглы, закрепленной на штоке ролика, путем сравнения ее положения с профилем, вычерченным на бумаге и неподвижно укрепленном на головке.
Однако использование ролика большого диаметра в качестве выставляющего органа приводит к значительным искажениям контура выставляемого профиля, а применение ролика малого диаметра не позволяет получить требуемую высоту профиля. Кроме того, при применении ролика исключается возможность компенсировать зазоры, образующиеся при выработке паза в профильных пластинах. Отсутствие надежного уплотнения между профильными пластинами и корпусом головки приводит к отжиму профильных пластин и нарущению работы механизма выставления профиля.
В известном прототипе в качестве выставляющего органа примеиен цилиндрический ролик. Профиль формующего отверстия но высоте быть выставлен цилиндрическим роликом в том случае, если его диаметр будет более чем в два раза превышать наибольшую высоту выставляемого профиля. Точность же воспроизведения профиля будет тем больше, чем меньше диаметр ролика. Известно, что при диаметре выставляюшего ролика более 8-10 мм контур формующего отверстия сложного профиля заметно искажается.
У современных протекторных головок высота формующего отверстия достигает 30 мм и, следовательно, диаметр выставляющего ролика должен быть не менее 60 мм. Использование ролика такого диаметра в качестве выставляющего органа исключается ввиду значительных и неисправимых искажений выставляющего профиля.
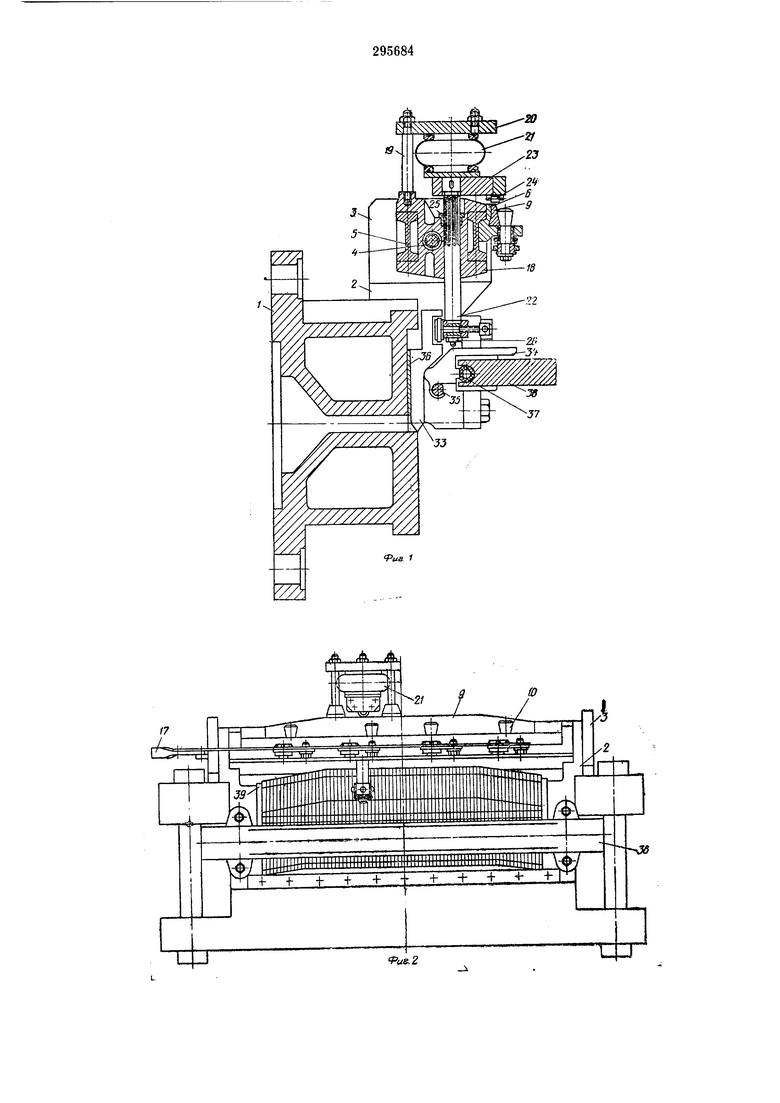
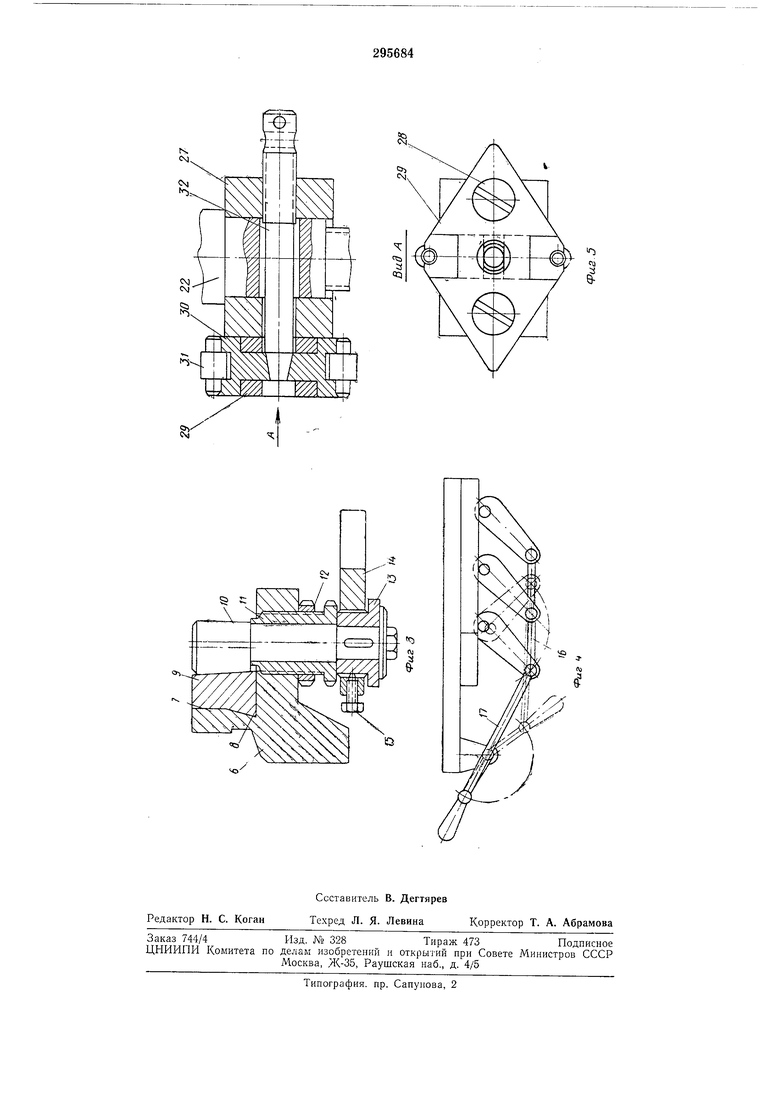
Целью изобретения является повышение точности и сокращение времени выставления заданного профиля. рого заключается в том, что его наклонные стороны производят грубую, подготовительную установку профильных пластин, а окончательная установка их в требуемое положение осуществляется роликами, установленными в вертикальных углах ромбообразного элемента. Таким образом ромообразпый элемент позволяет перемещать профильные пластины на значительную высоту, а применение ролика диаметро.м менее 8 мм позволяет свести к минимуму искажения выставляющего сложного профиля, На фиг. 1 изображена предлагаемая головка шприцмашины в поперечном разрезе; на фиг. 2 - то же, вид спереди; на фиг. 3-узел копиродерл ателя; на фиг. 4 - схема закреплепия копира; на фиг. 5 - выставляющий орган, поперечный разрез и вид по стрелке А. Протекторная головка с регулируемым профилем формующего отверстия состоит из головки /, на кронштейнах 2 которой с помощью винтов укреплены щеки 3, между которыми смонтированы ходовой винт 4 и две направляющие 5. К передней направляющей прикреплен копиродержатель 6, имеющий вертикальную 7 и горизонтальную 8 полки. Копир 9закреплен между вертикальной полкой 7 и конусным эксцентричным пальцем 10. Палец 10вставлен во втулку 11, которая фиксируется в определенном положении контргайкой 12. Па нижнем конце пальца 10 неподвижно укреплена втулка 13, наружная поверхность которой снабжена шлицами. Па втулку 13 надевается ступица с рычагом 14, которая фиксируется в требуемом положении винтами 15. Рычаги 14 соединены общей тягой 16 с рычагом 17 поворота. По направляющим 5 перемещается каретка 18, которая представляет собой стальную литую конструкцию, на которой с помощью шпилек 19 укреплена плита 20, к которой в свою очередь прикреплен пневмобаллон 21, воздействующий на шток 22. В верхней части штока укреплено следяшее за копиром 9 устройство 23 с роликом 24. Шток удерл ивается в каретке от проворота с помощью шлицевой втулки 25. Па части штока 22 гайками 26 закреплен корпус выставляющего органа 27, к которому винтами 28 прикреплен ромбообразньш элемент 29. В ромбообразньш элемент вставлены ползуны 30, в которых установлены ролики 31. Ползуны 30 взаимодействуют с коническим хвостовиком винта 32, проходящего через ромбообразньш элемент 29, корпус 27 и шток 22. Ромбообразный элемент с роликами 31 входит в паз пакета профильных пластин 33. Профильные пластины с помощью рычагов 34, выполненных качающимися на оси 35, прижимаются к опорной плите 36. Рычаги 34 прижимаются к профильным пластинам 33 посредством давления л идкости в эластичном В исходном положении каретка 18 находится в одном из крайних положений, например левом. Профильные пластины 33 полностью перекрывают выходной канал головки /. В копиродержатель 6 устанавливают необходимый для данного асортимента продукции копир 9 и с помощью рычага 17 и пальцев 10 закрепляют на копиродержателе 6. Для обеспечения синхронности зажима коническими пальцами 10 копира 9 возмолсна регулировка полол ения пальца по вертикали за счет перемещения его вместе со втулкой 11. Усилие прижима регулируется поворотом рычага 14 относительно втулки 13. После закрепления копира 9 каретку 18 ходовым винтом 4 перемещают в крайнее правое положение. За счет давления воздуха в пневмобаллоне 21 обеспечивается постоянный контакт следящего ролика 24 с копиром 9. При обкатывании роликом 24 профиля копира 9 перемещается шток 22 с закрепленным на нем ромбообразным элементом 29, который своими роликами 31 устанавливает профильные пластины 33 в соответствии с профилем копира, образуя тем самым формующее отверстие. По достижении кареткой крайнего положения происходит ревере и каретка возвращается в исходное положение. Профильные пластины 33 удерживаются в выставленном положении за счет давления жидкости, заключенной в баллоне 37. Зазор между роликами 31 и пазом в профильных пластинах 33 регулируется винтом 32, при ввинчивании которого ползуны 30 раздвигаются от центра ромбического элемента 29. При переходе на другой вид изделия производится смена копира 9, а затем выставление нового профиля формующего отверстия в описанном выше порядке. Описанное устройство позволяет производить переход на выпуск другого изделия без остановки червячного пресса. Предмет изобретения Головка шприцмашины с регулируемым профилем формующего отверстия, состоящая из пакета профилеобразующих пластин, поджатых к опорной плите головки шприцмашины с возможностью их перемещения в направлеиии перекрывания формующей щели и снаблсенных пазами, взаимодействующими с выставляющим органом, кинематически связанным со сменным копиром, отличающаяся тем, что, с целью обеспечения возможности регулирования высоты профиля в больших пределах и повышения точности воспроизведения профиля, выставляющий орган выполнен в виде ромбообразного элемента со смонтироваппыми в его вершинах, обращенных к опорным поверхностям паза профилеобразующих пластип, роликами, укрепленными с возможностью регулировки их мел цёнтрового расстояния.
1
Pus. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ЭКСТРУДЕРА С РЕГУЛИРУЕМЫМ ПРОФИЛЕМ ФОРМУЮЩЕГО КАНАЛА | 1998 |
|
RU2142361C1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Головка червячной машины | 1968 |
|
SU546492A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Устройство для присоединения выводов к секциям конденсаторов | 1986 |
|
SU1397982A1 |
| Станок для изготовления бортовых крыльев покрышек пневматических шин | 1989 |
|
SU1593972A1 |
| Устройство для нанесения рисунка | 1989 |
|
SU1694420A1 |
| Устройство для образования поперечных швов на рукавной пленке и разрезания ее | 1976 |
|
SU659459A1 |
| Устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах | 2015 |
|
RU2618067C2 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |