1
Изобретение касается формования термопластичных полимерных материалов путем гибки предварительно сформованных заготовок. Оно может найти широкое применение при гибке однослойных и многослойных облученных и необлученных полимерных труб, например, из полиэтилена.
Известен способ гнутья термопластичных труб, заключающийся в том, что трубу, находящуюся под давлением сжатого воздуха, предварительно нагревают до высокоэластичного состояния и изгибают в формующем устройстве с последующим охлаждением в нем 1. Указанный способ трудоемок и требует для его осуществления сложное оборудование.
Известен также, являющийся наиболее близким к изобретению, способ гнутья труб из термопластичных полимерных материалов путем изгиба предварительно прогретой до высокоэластичного состояния трубы с наполнителем вокруг гибочного инструмента с последующим охлаждением 2. Наполнитель вводят в трубу и тем или иным способом в ней фиксируют. После гибки трубы наполнитель из нее выводят. Недостатки этого способа заключаются в сложности технологического оборудования, включающего устройство для нагрева трубы снаружи, в невысокой производительности и в низком качестве труб в
местах изгиба (гофры, складки). Особенно плохо формуются многослойные щланги.
Цель изобретения - повыщение производительности и упрощение оборудования для гнутья. Поставленная цель достигается тем, что нагрев и охлаждение трубы осуществляют теплоносителем, подаваемым сквозь нее под давлением. Такое осуществление способа повысит производительность и упростит оборудование для гнутья.
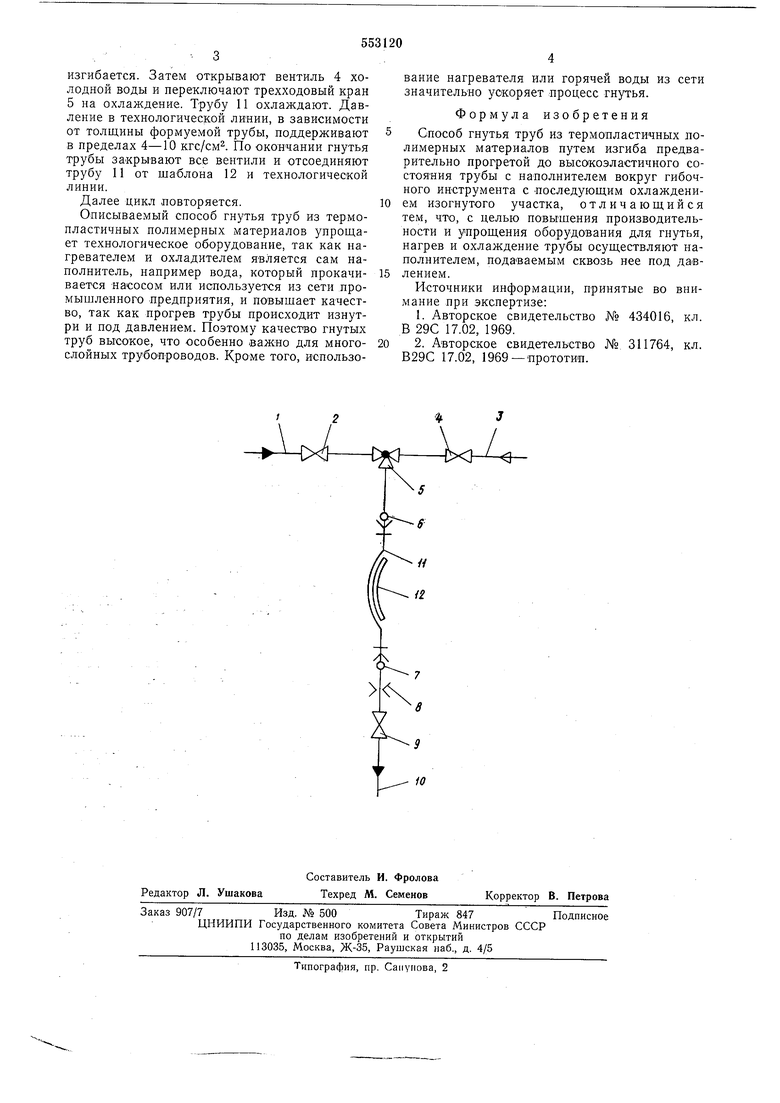
Описываемый способ формовки труб поясняется схемой технологической линии для полиэтиленовых труб, изображенной на чертеже.
Технологическая линия включает трубопровод 1 горячей воды, вентиль 2, трубопровод 3 холодной воды, вентиль 4, трехходовой кран 5, быстроразъемпые полумуфты 6 и 7, дроссель 8, вентиль 9 и сливной трубопровод 10. Изгибаемая труба 11 включается в технологическую линию через полумуфты Q и 7, она может быть изготовлена по щаблону 12.
Способ гнутья осуществляют следующим образом.
Перед гнутьем трубы 11 все вентили закрывают, трехходовый кран 5 переключают на нагрев, открывают вентиль 9, а затем и вентиль 2. Трубу 1-1 прогревают прокачиваемой по ней под давлением горячей водой, закрепляют ее на шаблоне 12, в результате чего она
изгибается. Затем открывают вентиль 4 холодной воды и переключают трехходовый кран 5 на охлаждение. Трубу 11 охлаждают. Давление в технологической линии, в зависимости от толщины формуемой трубы, поддерживают в пределах 4-10 кгс/см. По окончании гнутья трубы закрывают все вентили и отсоединяют трубу 11 от шаблона 12 и технологической линии.
Далее цикл повторяется.
Описываемый способ гнутья труб из термопластичных полимерных материалов упрощает технологическое оборудование, так как нагревателем и охладителем является сам наполнитель, например вода, который прокачивается насосом или используется из сети промышленного предприятия, и повышает качество, так как прогрев трубы происходит изнутри и под давлением. Поэтому качество гнутых труб высокое, что особенно важно для многослойных трубопроводов. Кроме того, использование нагревателя или горячей воды из сети значительно ускоряет процесс гнутья.
Формула изобретения
Способ гнутья труб из термопластичных лолимерных материалов путем изгиба предварительно прогретой до высокоэластичного состояния трубы с наполнителем вокруг гибочного инструмента с последующим охлаждением изогнутого участка, отличающийся тем, что, с целью повышения производительности и упрощения оборудования для гнутья, нагрев и охлаждение трубы осуществляют наполнителем, подаваемым сквозь нее под давлением.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 434016, кл. В 29С 17.02, 1969.
2.Авторское свидетельство № 311764, кл. В29С 17.02, 1969 -Прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2008 |
|
RU2376094C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕННИЯ ВСПЕНЕННЫХ МИКРОСФЕР | 2014 |
|
RU2666940C2 |
| Установка для смешивания и нанесения защитного состава на внутреннюю поверхность трубопроводов | 2021 |
|
RU2756088C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПЕНСАТОРА ТЕМПЕРАТУРНЫХ УДЛИНЕНИЙ ТРУБОПРОВОДА | 2001 |
|
RU2210019C2 |
| СПОСОБ И СИСТЕМА ОХЛАЖДЕНИЯ БОРТОВОГО ОБОРУДОВАНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2018 |
|
RU2727220C2 |
| Мобильный парогенератор с функцией аппарата высокого давления | 2022 |
|
RU2788352C1 |
| СИСТЕМА ПОДГОТОВКИ ВОДЫ И ПОДАЧИ ПИТАТЕЛЬНОЙ СМЕСИ В ПОЧВУ ПРИ КАПЕЛЬНОМ ОРОШЕНИИ | 2002 |
|
RU2219761C1 |
| Стенд для моделирования процессов течения наклонно-направленных газожидкостных потоков | 2017 |
|
RU2641337C1 |
| Термопластичный препрег и способ его изготовления | 2020 |
|
RU2733604C1 |
