Область техники
Заявленное изобретение относится к способу получения армированного термопластичного композиционного материала - препрега, применяемого для изготовления деталей и конструкций из композитных материалов для применения в авиационной, ракетно-космической технике, ветроэнергетике, медицине, судостроении, автомобилестроении и других областях промышленности.
Уровень техники
В основном, в качестве полимерной матрицы используются термореактивные материалы, наиболее популярна эпоксидная смола. Однако у них есть недостатки такие как: многокомпонентность связующих, их ограниченная жизнеспособность, длительность процесса отверждения, многооперационность процесса переработки, недостаточная воспроизводимость свойств материалов, сложность утилизации брака и отходов переработки, наличие растворителей при их переработке. Эти недостатки стимулировали поиски использования в качестве связующих термопластичных материалов, таких как: полиэтилен, полилактид, поликарбнат, полиимид, полиэфирэфиркетон, полиацеталь, полифениленсульфид, полисульфон, полиэфиримид, полипропилен, полиформальдегид, полиамид, полистирол, полиэтилентерафталат или их сополимеров.
Основные конструктивные преимущества композитов с термопластичной матрицей связаны с высокой (порядка 100%) деформативностью термопластов и вязким характером их разрушения. По коэффициенту вязкости разрушения, характеризующему сопротивляемость композита расслоению при ударе, композиты с термопластичной матрицей превышают композиты с эпоксидной матрицей более чем в 6 раз, а по прочности при сжатии после удара - более чем в 2 раза (см. [3] Handbook of Composites. Second Edition. Edited by ST. Peters. London, Chapman and Hall, 1998).
Однако термопластичные связующие по сравнению с термореактивными имеют на 1-2 порядка большую вязкость расплава; это приводит к тому, что наполнитель не смачивается расплавами полимеров. Для относительно равномерного совмещения термопластика и армирующей ленты требуется сравнительно высокая температура и большое время, а также высокое давление, под действием которого возможно повреждение волокон и получение материала с неравномерной внутренней структурой, что снижает механические характеристики материала.
Основные технологии изготовления препрега: Пропиточная в расплаве, Пропиточная в растворе, Порошковая, Пленочная, Волоконная. У каждой из технологий есть свои недостатки - неприменимость для конкретного термопластика, качество и стабильность характеристик материала, повышенные энерго и трудозатраты и пр. На сегодняшний день наиболее распространенная и эффективная технология это пропитка волокна расплавом полимера из экструдера.
Так же известен способ снижения вязкости жидких и пластичных материалов с помощью ультразвукового воздействия. Данный метод используется для улучшения пропитки волокна эпоксидными связующими и для увеличения производительности и повышения качества при производстве изделий из термопластов методом экструзии.
Известен способ получения термопластичного препрега, в котором волокна пропитываются полимером из экструдера с помощью прокатки через каландровые валы (Европейский патент EP2548720A1, опубл. 18.07.2011). Недостатками этого метода является большое давление на валах, для обеспечения качественной пропитки, которое может повреждать волокна, снижая механические свойства материала и нарушать его структуру.
В патенте РФ 2224649 (опубл. 27.02.2004) описано устройство пропитки волокнистых наполнителей различными полимерными связующими для использования в производстве изделий из волокнистых композиционных материалов (стеклопластиков, органопластиков, углепластиков). Показано улучшение качества пропитки с помощью ультразвукового воздействия, однако данным способом возможна пропитка только низковязкими связующими (эпоксидной, полиэфирной смолами и др.), но не термопластами.
В патенте РФ RU 2433913 (опубл. 20.11.2011) описан способ изготовления формующих головок для производства двухслойных труб и полых изделий методом экструзии. Техническим результатом изобретения является упрощение конструкции экструзионной головки, повышение производительности и улучшение качества выпускаемых труб. Технический результат достигается в экструзионной головке для изготовления полимерных двухслойных труб с помощью применения ультразвуковых колебаний.
Наиболее близкий аналог описан в патенте РФ RU 2573674, опубл. 27.01.2016. В указанном патенте описан термопластичный препрег, содержащий непрерывные и длинные волокна. Недостатками данной установки являются сложность конструкции экструзионной головки и регулирования расхода расплава в каждом канале. Также воздействие на волокно осуществляется только механическим способом, посредством трения о контактные поверхности, что ведет к повреждению волокна и снижает качество выпускаемого материала.
Изобретение направлено на решение задачи упрощения конструкции установки для изготовления термопластичного препрега, повышения производительности и улучшения качества выпускаемого препрега за счет снижения вязкости расплава полимера, с помощью обработки термопластика ультразвуком.
Сущность изобретения
Задачей, решаемой заявленным изобретением, является изготовление термопластичного препрега более эффективным способом и с высокими физико-механическими характеристиками для дальнейшего его использования для изготовления композитных изделий.
Техническим результатом заявленного изобретения является повышение физико-механических свойств термопластичного препрега при снижении затрат и времени изготовления изделий.
Указанный технический результат достигается за счет того, что способ изготовления термопластичного препрега, включающий следующие этапы:
- площение по крайней мере одного пучка некрученых непрерывных волокон путем его протягивания через систему площения волокна;
- формование термопластичного препрега путем экструзии по крайней мере одного площенного пучка непрерывных волокон термопластичного полимерного материала, находящегося в вязкотекучем состоянии (термопластичный полимерный материал, нагретый до вязкотекучего агрегатного состояния) в пропиточной фильере для формования термопластичного препрега, при этом перед подачей термопластичного полимерного материала, находящегося в вязкотекучем состоянии, в пропиточную фильеру, его подвергают воздействию ультразвуковой кавитации в ультразвуковом (УЗ) излучателе;
- охлаждение термопластичного препрега.
Протягивание упомянутых пучков непрерывных волокон осуществляют при их натяжении от 10 до 100 Н.
Перед пропиточной фильерой упомянутые площенные пучки непрерывных волокон подвергают окислению и/или осуществляют нанесения аппретов в системе обработки волокна.
Упомянутый высокоэластичный термопластичный полимерный материал подают дозированно с помощью системы весового контроля расхода гранул термопластичного полимерного материала.
Ультразвуковую кавитацию осуществляют в УЗ колебательной установке, которая состоит из генератора, магнитострикционного преобразователя, излучателя, выполненного из титанового сплава, с фиксированной частотой 18,0-24,0 кГц, амплитудой 5-50 мкм, интенсивностью излучения не менее 10 Вт/см2 и системы охлаждения преобразователя.
Указанный технический результат достигается также за счет того, что термопластичный препрег, полученный вышеописанным способом, содержит по крайней мере один площенный пучок некрученых непрерывных волокон, внедренных в матрицу из термопластичного полимерного материала, при этом термопластичный препрег имеет ширину от 6 до 1000 мм, толщину от 0,05 до 0,3 мм и длину до 5000 метров и более, при содержании матрицы в нем в количестве 30-70 мас. %. При этом термопластичный препрег содержит от 1 до 200 пучков (и более) некрученых волокон, каждый пучок волокон содержит от 1000 до 48000 элементарных нитей волокна диаметром 5-20 мкм.
Термопластичный полимерный материал представляет собой полиэтилен, полилактид, поликарбнат, полиимид, полиэфирэфиркетон, полиацеталь, полифениленсульфид, полисульфон, полиэфиримид, полипропилен, полиамид, полиформальдегид, полистирол, полиэтилентерафталат или их сополимеры.
Непрерывные волокна представляют собой функциональные волокна, выполненные в виде армирующих или оптических и/или электропроводящих армирующих волокон.
Непрерывные волокна представляют собой по крайней мере одно волокно, выбранное из группы углеродное, стеклянное, арамидное, базальтовое, борное, металлическое.
Препрег дополнительно содержит короткие и/или длинные рубленные волокна в количестве 1-50 мас. % от массы препрега.
Технический результат достигается также за счет того, что в установке для изготовления термопластичного препрега, содержащей шпулярник, на который установлена, по меньшей мере, одна катушка с ровингом (пучком) некрученых непрерывных волокон, систему площения волокна, экструдер для термопластических полимерных материалов, устройство ультразвуковой обработки термопластического полимерного материала, пропиточную фильеру в которой осуществляется - формование термопластичного препрега путем экструзии по крайней мере одного пучка площенного непрерывного волокна и высокоэластичного термопластичного полимерного материала, валы охлаждения, систему контроля размеров препрега, блок приема готового препрега, на который установлена, по меньшей мере, одна приемная катушка, приводимая в движение приводом, обеспечивающим протяжку пучков волокна через все элементы установки.
Краткое описание чертежей
Фиг. 1 - Схема установки для изготовления термопластичного препрега.
Фиг. 2 - Схема устройства для ультразвуковой обработки термопластичного полимерного материала.
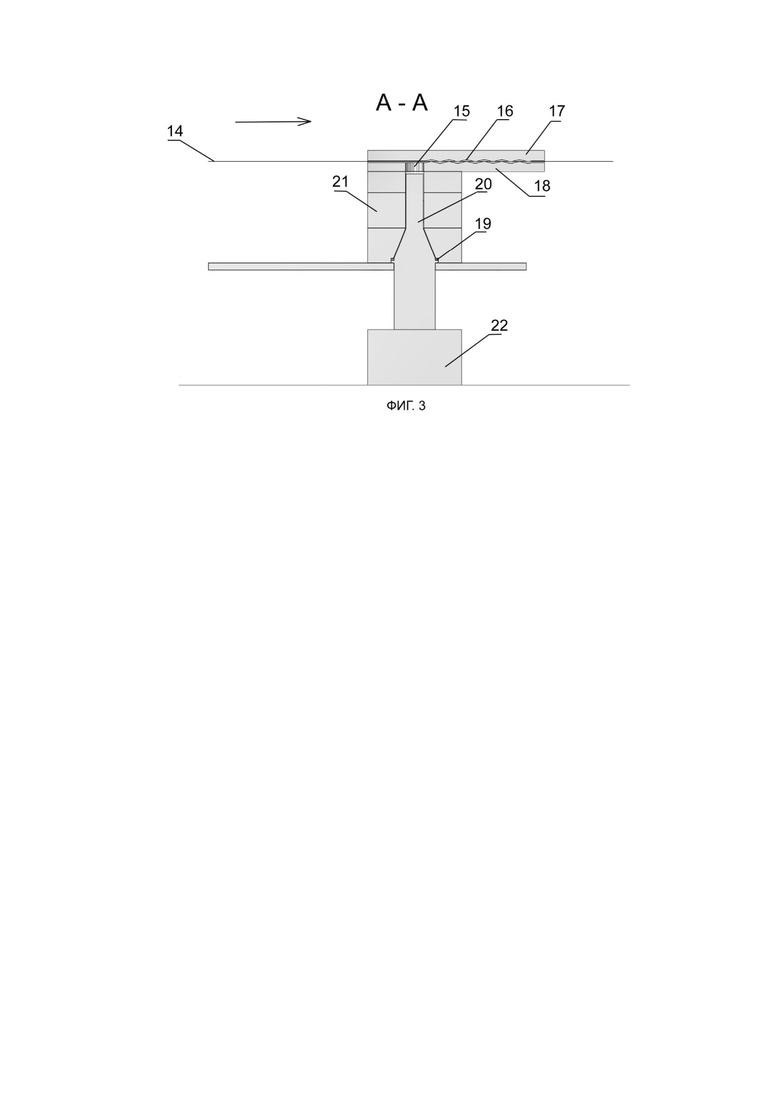
Фиг. 3 - Сечение устройства для ультразвуковой обработки термопластичного полимерного материала и пропиточной фильеры.
На фигурах цифрами обозначены следующие позиции:
1 - катушка с пучком некрученых непрерывных армирующих волокон; 2 - система контроля натяжения пучков некрученых непрерывных армирующих волокон; 3 - система площения пучков некрученых непрерывных армирующих волокон; 4 - камера подготовки пучков некрученых непрерывных армирующих волокон; 5 - весовой контроль расхода термопластичного полимерного материала; 6 - экструдер; 7 - датчик давления расплава; 8 - УЗ установка; 9 - пропиточная фильера; 10 - охлаждающие валы; 11 - система контроля размеров; 12 - приемный барабан с приводом; 13 - пульт управления; 14 - пучок некрученых непрерывных армирующих волокон; 15 - зона кавитации; 16 - пропиточная камера; 17 - верхняя часть фильеры; 18 - нижняя часть фильеры; 19 -стопорное кольцо; 20 - УЗ излучатель; 21 - корпус УЗ излучателя; 22 - УЗ преобразователь; 23 - канал в корпусе УЗ излучателя; 24 - высокоэластичный термопластичного материал; 25 - шнек экструдера.
Осуществление изобретения
В соответствии с Фиг. 1, на шпулярник устанавливают одну или несколько (до 200) катушек (1) с исходным пучком некрученых непрерывных волокон (14). Для натяжения пучков некрученых непрерывных волокон при отпуске с катушек, в шпулярнике устанавливают натяжители с использованием пружинного подтормаживания, магнитно-порошкового тормозного барабана или электродвигателей. Число катушек зависит от числа одновременно пропитываемых пучков некрученых непрерывных армирующих волокон (14), необходимых для достижения необходимой ширины препреговой ленты, получаемой после площения пучков некрученых непрерывных армирующих волокон (14). Система (2) контроля натяжения пучков некрученых непрерывных армирующих волокон (14) показывает текущее значение натяжения и поддерживает стабильное, заданное натяжение, работая совместно с натяжителями катушек. Каждый пучок некрученых непрерывных армирующих волокон содержит от 1000 до 48000 элементарных нитей волокна диаметром 5-20 мкм.
Непрерывные волокна представляют собой функциональные волокна, выполненные в виде армирующих или оптических и/или электропроводящих армирующих волокон.
Непрерывные волокна представляют собой по крайней мере одно волокно, выбранное из группы углеродное, стеклянное, арамидное, базальтовое, борное, металлическое.
При размотке катушки (1) пучки некрученых непрерывных армирующих волокон (14) с натяжением 10-100 Н поступают в систему (3) площения, где их подвергают площению путем протягивания через несколько неподвижных стержней (от 3 до 7). Степень натяжения поддерживается системой (2) контроля натяжения пучков некрученых непрерывных армирующих волокон (14). Например, стандартный пучок углеволокна 12К до площения имеет ширину 5 мм, после площение его ширина составляет 8-12 мм. Соответственно, площение позволяет уменьшить толщину пучка, что в последствии увеличивает площадь контакта с полимером в пропиточной фильере 9. Для поддержания стабильной ширины площения, волокна держат под заданным и автоматически поддерживаемым электроникой натяжением от 10 до 100 Н на каждый пучок волокон.
Из системы (3) площения пучков некрученых непрерывных армирующих волокон (14), площенные пучки непрерывных армирующих волокон поступают в камеру (4) подготовки пучков некрученых непрерывных армирующих волокон (14), в которой для повышения адгезии между поверхностью некрученых непрерывных армирующих волокон в пучке и матрицей из термопластичного полимерного материала, площеные пучки некрученых непрерывных армирующих волокон (14) подвергают окислению с помощью горячего воздуха с температурой выше, чем температура пропиточной фильеры (9). Так же для улучшения адгезии дополнительно используют аппреты (предварительно нанесенные на волокно специальные химические вещества), совместимые с используемыми полимерами, которые вступают в химические реакции как с поверхностью волокна, так и с полимером, образуя, таким образом, химическую связь между волокном и матрицей, либо совмещают процессы окисления и нанесения аппретов.
Так же для улучшения адгезии дополнительно используют аппреты (предварительно нанесенные на волокно специальные химические вещества), которые вступают в химические реакции как с поверхностью волокна, так и с полимером, образуя, таким образом, химическую связь между волокном и матрицей, либо совмещают процессы окисления и нанесения аппретов.
Затем из системы (3) площения пучков некрученых непрерывных армирующих волокон (14), площенные пучки непрерывных армирующих волокон (14) поступают в пропиточную фильеру (9) экструдера (6), где осуществляется их пропитка термопластичным полимерным материалом (24), находящимся в вязкотекучем состоянии. В экструдер (6) подают гранулы термопластичного полимерного материала (24), которые нагревают в нем до вязкотекучего состояния. Из экструдера (6) термопластичный полимерный материал (24), находящийся в вязкотекучем состоянии, подают на ультразвуковую кавитацию в УЗ излучатель (20) при помощи шнека (25) через канал (23) в корпусе (21) УЗ излучателя (20). Для точного дозирования количества термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, применяют системы (5) весового контроля расхода термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, которая задает обороты вращения шнека (25) для точного дозирования количественного содержания термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии. Количественное содержание термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, в готовом препреге задают в пределах от 30% до 70%. Дополнительно контролируют равномерность подачи термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, с помощью датчика давления (7).
Термопластичный полимерный материал представляет собой полиэтилен, полилактид, поликарбнат, полиимид, полиэфирэфиркетон, полиацеталь, полифениленсульфид, полисульфон, полиэфиримид, полипропилен, полиамид, полиформальдегид, полистирол, полиэтилентерафталат или их сополимеры.
Дополнительно вместе термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, из экструдера (6), при необходимости подают короткие и/или длинные рубленные волокна в пределах от 1% до 50% от массы препрега.
При прохождении термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, через УЗ излучатель (20), на массу полимера воздействуют наложенные ультразвуковые колебания, исходящие от магнитострикционного излучателя с фиксированной частотой от 18,0 до 24,0 кГц и амплитудой 5-50 мкм. Интенсивность излучения составляет не менее 10 Вт/см2.
Ультразвуковую кавитацию осуществляют в УЗ установке (8) состоит из генератора (нет на изображениях), магнитострикционного УЗ преобразователя (22), УЗ излучателя (20) цилиндрической формы выполненного из титанового сплава, системы охлаждения преобразователя.
Из УЗ излучателя (20) термопластичный полимерный материал (24), находящийся в вязкотекучем состоянии, по зазору размером от 1 до 2 мм между УЗ излучателем 20 и корпусом УЗ излучателя 21 поступает в зону кавитации (15), где происходит воздействие УЗ излучения на полимер, в результате которого снижается его вязкость.
Из зоны кавитации (15), термопластичный полимерный материал (24), находящийся в вязкотекучем состоянии, поступает в пропиточную фильеру (9), где осуществляют формование термопластичного препрега путем экструзии пучков площеных непрерывных армирующих волокон и термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, через зазор 0,5-3 мм между нижней (18) и верхней (17) частями пропиточной фильеры (9), при этом верхняя (17) часть пропиточной фильеры (9) является съемной. Внутренние поверхности указанных частей пропиточной фильеры (9) могут быть выполнены плоскими, волнообразными, зигзагообразными или любой другой формы с контактными поверхностями, что способствует пропитке, но не является ключевым моментом в данном случае.
В пропиточную фильеру (9) термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, подают с помощью вращения шнека (25) экструдера (6), при этом термопластичный полимерный материала (24), находящегося в вязкотекучем состоянии, проходит через канал (23) в корпусе (21) УЗ излучателя (23) и по зазору между УЗ излучателем (20) и корпусом (21) УЗ излучателя (23) попадает в зону кавитации (15), а затем - в пропиточную фильеру (9).
Температура внутри корпуса (21) УЗ излучателя (23) и в пропиточной фильере (9) должна быть выше на 30-70°С температуры плавления термопластичного полимерного материала (24), которую поддерживают с помощью электрических нагревателей. Температуру в УЗ преобразователе (22) поддерживают на уровне 20-50°C с помощью водяного охлаждения. Для предотвращения утечки термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, через корпус (21) УЗ излучателя (20) устанавливают стопорное кольцо (19).
После выхода из пропиточной фильеры (9) сформованный термопластичный препрег протягивают через охлаждающие валы (10) и через систему контроля размеров (11), готовый термопластичный препрег наматывают на приемный барабан с приводом (12) со скоростью от 1 до 40 метров в минуту. Рабочую температуру экструдера, скорость скорость вращения шнека экструдера, силу натяжения волокон, скорость движения волокон задают и контролируют с помощью электронного пульта управления (13).
Заявленный термопластичный препрег представляет собой по крайней мере один площенный пучок некрученых непрерывных волокон, внедренных в матрицу из термопластичного полимерного материала, при этом термопластичный препрег имеет ширину от 6 до 1000 мм и толщину от 0,05 до 0,3 мм, при содержании матрицы в нем в количестве 30-70 мас. %. Термопластичный препрег содержит от 1 до 200 пучков (и более) некрученых непрерывных волокон. Толщина и ширина термопластичного препрега зависит от количества пучков в нем.
В таблице 1 представлено подтверждение достижения технического результата при изготовлении заявленного термопластичного препрега по сравнению с прототипом, при содержании в нем термопластичного полимерного материала 50 мас. % и волокна 50 мас. %. Представленные результаты актуальны: для разных толщины и ширины термопластичного препрега; для различного содержания термопластичного полимерного материала в заявленном интервале, а также для различных видов термопластичного полимерного материала и волокон, раскрытых в заявленном изобретении.
Таблица 1
Пропиточная фильера (9) создана с использованием инновационного подхода, в основе которого лежит принцип использования ультразвукового воздействия для снижения вязкости термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, и создания локальных областей большого давления на поверхности волокна, с одновременным возникновением эффекта кавитации. Так же ультразвуковое воздействие с эффектом кавитации позволило улучшить и другие характеристики термопластичного полимерного материала (24), находящегося в вязкотекучем состоянии, такие как молекулярно-массовое распределение и степень гомогенизации. Благодаря этому происходит равномерная и полная пропитка волокна высоковязким термопластичным полимерным материалом (24). Снижении затрат и времени изготовления изделий достигается за счет снижения вязкости полимерного материала и, следовательно, обеспечивается повышение его пропитывающей способности.
Дополнительные плюсы технологии заключается в том, что отпадает необходимость использовать большое давление в экструдере, упрощается конструкция фильеры, увеличивается производительность экструдера, все это значительно снижает стоимость оборудования и увеличивается общая производительность системы. В итоге, на данном оборудовании можно производить термопластичный препрег из любых доступных термопластов с высокой скоростью, качеством и повторяемостью свойств.
Описанная система производства термопластичного препрега позволяет изготавливать материал с минимальным количеством пор и пустот, обладающий высокими физико-механическими характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство и способ изготовления термопластичного препрега | 2023 |
|
RU2831075C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И АРМИРОВАННЫЙ ТЕРМОПЛАСТИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2018 |
|
RU2670896C1 |
| ТЕРМОПЛАСТИЧНЫЙ ПРЕПРЕГ, СОДЕРЖАЩИЙ НЕПРЕРЫВНЫЕ И ДЛИННЫЕ ВОЛОКНА | 2011 |
|
RU2573674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| Способ получения полиэфиримидного композиционного материала для 3D-печати | 2022 |
|
RU2783519C1 |
| Композитная армирующая нить, препрег, лента для 3D печати и установки для их изготовления | 2016 |
|
RU2640553C2 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ ИЗ СПЛОШНОГО ЛИНЕЙНОГО ПРОФИЛЯ | 2011 |
|
RU2572892C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СЕРДЕЧНИКА ВЫСОКОТЕМПЕРАТУРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2439728C1 |
| Полимерный композиционный материал для литья под давлением | 2024 |
|
RU2832304C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |

Заявленное изобретение относится к способу получения армированного термопластичного композиционного материала. Техническим результатом является повышение физико-механических свойств термопластичного препрега при снижении затрат и времени изготовления изделий. Технический результат достигается способом изготовления термопластичного препрега, который включает площение пучка некрученых непрерывных волокон путем его протягивания через систему площения волокна. Затем происходит формование термопластичного препрега путем экструзии площеного пучка некрученых непрерывных волокон и термопластичного полимерного материала, находящегося в вязкотекучем состоянии, в пропиточной фильере. При этом перед подачей термопластичного полимерного материала в пропиточную фильеру термопластичный полимерный материал, находящийся в вязкотекучем состоянии, подвергают воздействию ультразвуковой кавитации с помощью ультразвукового излучателя, ультразвуковое излучение от которого воздействует на массу полимера. Охлаждение термопластичного препрега. 2 н. и 8 з.п. ф-лы, 3 ил., 1 табл.
1. Способ изготовления термопластичного препрега, включающий следующие этапы:
- площение по крайней мере одного пучка некрученых непрерывных волокон путем его протягивания через систему площения волокна;
- формование термопластичного препрега путем экструзии по крайней мере одного площеного пучка некрученых непрерывных волокон и термопластичного полимерного материала, находящегося в вязкотекучем состоянии, в пропиточной фильере, при этом перед подачей термопластичного полимерного материала в пропиточную фильеру термопластичный полимерный материал, находящийся в вязкотекучем состоянии, подвергают воздействию ультразвуковой кавитации с помощью ультразвукового излучателя, ультразвуковое излучение от которого воздействует на массу полимера;
- охлаждение термопластичного препрега.
2. Способ по п. 1, отличающийся тем, что протягивание упомянутых пучков волокон осуществляют при их натяжении от 10 до 100 Н.
3. Способ по п. 1, отличающийся тем, что перед пропиточной фильерой упомянутые площеные пучки непрерывных волокно подвергают окислению и/или осуществляют нанесение аппретов в системе обработки волокна.
4. Способ по п. 1, отличающийся тем, что упомянутый термопластичный полимерный материал, находящийся в вязкотекучем состоянии, подают дозированно с помощью системы весового контроля расхода гранул термопластичного полимерного материала.
5. Способ по п. 1, отличающийся тем, что ультразвуковая колебательная система состоит из генератора, магнитострикционного преобразователя, излучателя, выполненного из титанового сплава, с фиксированной частотой 18,0-24,0 кГц, амплитудой 5-50 мкм, интенсивностью излучения не менее 10 Вт/см2 и системы охлаждения преобразователя.
6. Термопластичный препрег, полученный способом по любому из пп. 1-5, содержащий по крайней мере один площеный пучок некрученых непрерывных волокон, внедренных в матрицу из термопластичного полимерного материала, масса которого подвержена воздействию ультразвуковой кавитации, при этом термопластичный препрег имеет ширину от 6 до 1000 мм и толщину от 0,05 до 0,3 мм, при содержании матрицы в нем в количестве 30-70 мас. %.
7. Препрег по п. 6, отличающийся тем, что термопластичный полимерный материал представляет собой полиэтилен, полилактид, поликарбонат, полиимид, полиэфирэфиркетон, полиацеталь, полифениленсульфид, полисульфон, полиэфиримид, полипропилен, полиамид, полиформальдегид, полистирол, полиэтилентерефталат или их сополимеры.
8. Препрег по п. 6, отличающийся тем, что непрерывные волокна представляют собой функциональные волокна, выполненные в виде армирующих или оптических и/или электропроводящих армирующих волокон.
9. Препрег по п. 6, отличающийся тем, что непрерывные волокна представляют собой по крайней мере одно волокно, выбранное из группы: углеродное, стеклянное, арамидное, базальтовое, борное, металлическое.
10. Препрег по п. 6, отличающийся тем, что дополнительно содержит короткие и/или длинные рубленые волокна в количестве 1-50 мас. % от массы препрега.
| ТЕРМОПЛАСТИЧНЫЙ ПРЕПРЕГ, СОДЕРЖАЩИЙ НЕПРЕРЫВНЫЕ И ДЛИННЫЕ ВОЛОКНА | 2011 |
|
RU2573674C2 |
| Способ переработки под давлением термопластичной полимерной композиции и устройство для его осуществления | 1980 |
|
SU939262A1 |
| ВОЛОКНИСТАЯ СТРУКТУРА ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИТОВ | 2003 |
|
RU2300586C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРЕХСЛОЙНЫХ ПЛАСТМАССОВЫХ ТРУБ | 2000 |
|
RU2186685C2 |
| WO 1992021493 A1, 10.12.1992. | |||

