При работе на сварочном трансформаторе для ведения правильного эксплоатационного режима необходимо получить устойчивую электрическую дугу. Устойчивость дуги зависит от целого ряда факторов. Одним из факторов, обеспечивающих непрерывное и устойчивое горение дуги, является увеличение индуктивности в цепи дуги, что ведет к сильному увеличению угла сдвига по фазе. Как показывают опыты, для иепрерывного горения дуги cos должен быть не более 0,35-0,45.
.Как известно, после прохождения кривой напряжения через нулевое значение ток между электродом и деталью устанавливается не сразу, а спустя некоторый промежуток времени. В течение этого времени напряжение от нуля возрастает до напряжения зажигания дуги. Для получения устойчивой сварочной дуги и устойчивого теплового процесса сварки необходимо стремиться к уменьшению времени восстановления .напряжения зажигания дуги. Это может быть достигнуто нескольними методами: увеличением напряжения холостого хода сварочного трансформатора, увеличением частоты сварочного тока или наложением на основную волну третьей гармонической.
Увеличение напрян ения холостого хода сварочного трансформатора имеет ряд существенных недостатков: значительно повыщается расход электроэнергии; резко снижается коэфициент мощности; затрудняется, по правилам техники безопасности, работа обслуживающего персонала.
Метод сварки токами повыщенной частоты в настоящее время не получил пока распространения на практике вследствие отсутствия конструктивно простой и дешевой аппаратуры.
Предлагаемое изобретение ставит своей задачей осуществление уменьшения времени восстановления напряжения зажигания путем использования третьего из приведенных выще методов, т. е. путем налонсения на основную волну вторичного напряжения третьей гармонической.
Изобретение состоит в особой форме выполнения трехфазного трансформатора, позволяющей получить на зажимах дуги результирующее напряжение, кривая которого обладает седловиной в средней части полуволны и повышенным значением но краям.
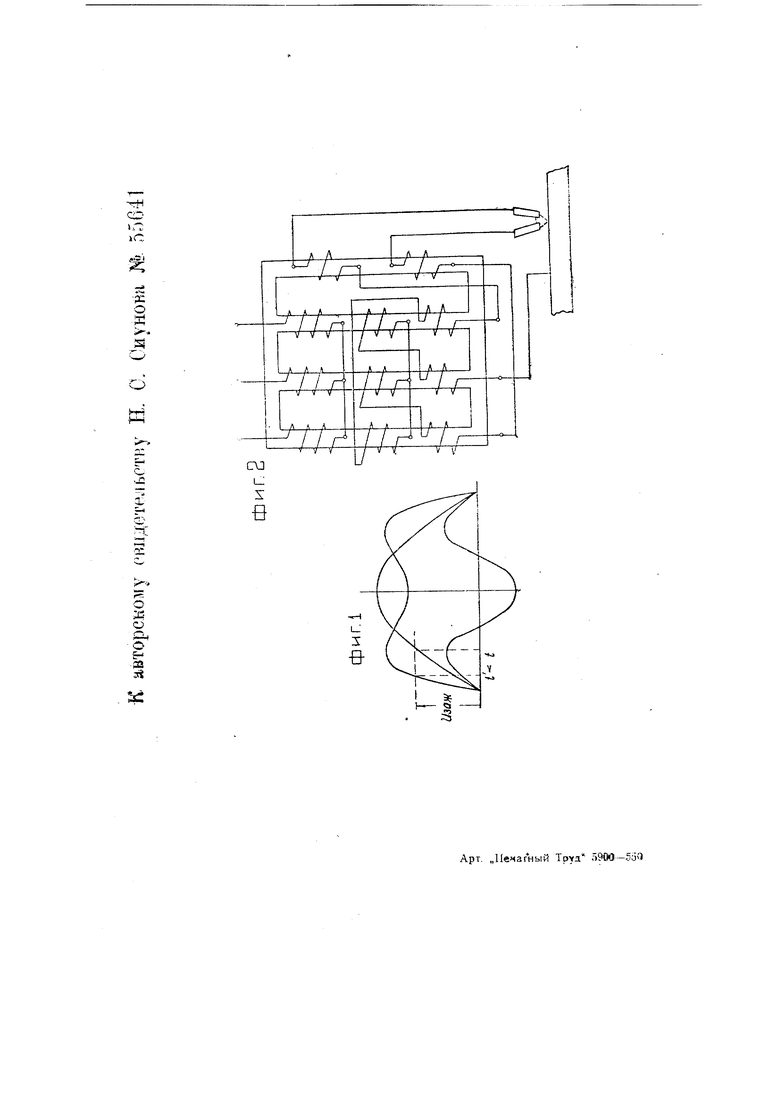
На чертеже фнг. 1 изображает кри1и,1с напряжения предлагаемого трансформатора и фиг. 2-его схему.
Как видно из фнг. 1 чертежа, кривая результирующего напряжения траЕюформатора при переходе через нулевое значение имеет более крутой подъем, чем обычная синусоида той же нериодичности.
Это обстоятельство ведет к уменьшению времени восстановления напряжения зажигания дуги и к стабилизации сварочного режима. Величина напряжения холостого хода находится при этом в нормальных условиях, что является положительной стороной предлагаемого метода.
Автор отмечает, что проведенные им исследования этого метода показали, что наиболее оптимальный режим получается, когда амплитуда третьей гармоники составляет 40-
50,
от амплитуды основной синуСоиды. Для получения того же эффекта при методе увеличения напряжепия холостого хода последнее иеобходимо было бы увеличить, как показывают расчеты, в 2-2,5 раза, что крайне неэкономично.
Для получения указанной на фнг. 1 формы кривой результирующего напряжения автор применяет трехфаз111.1Й трансформатор с четырехстержпевым магнитопроводом {фиг. 2). На четвертом дополнительном сердечнике трансформатора помещены две однофазные обмотки, в которых индуктируется напряжение тройной частоты; обмотки эти соединены последовательно с двумя фазами основной вторичной обмотки, которые присоединены к электродам. Фаза, идущая непосредственно на металл, дополнительной обмотки не имеет.
Поскольку в дополнительных обмотках индуктируются электродвижущие силы тройной частоты, то данная схема трехфазного трансформатора обеспечивает выполнение указанных выще условий, т. е. создает уменьшение времени восстановления нанряжения зажигания дуги только в рабочих дугах между электродами и .металлом, ибо дуга, имеюН1ая место только между электродами, играет второстепенную роль. Время, восстановления напряжения на этой дуге быть оставлено обычным без всякого ущерба для сварочно;О процесса.
Предмет изобретен и я.
Трехфазный сварочный трансформатор для сварки двумя электродами, с вторичным напряжением, содержащим, кроме основной волны, тре1ыб гармоническую, отличающийся тем, что, с целью повышения устойчивости дуги, налол енные на четвертый стержень трансформатора две однофа:-,ные обмотки, в которых индуктируется напряжение тройной частоть, соединены последовательно с двумя: фазами основной вторичной обмоткя: таким образом, чтобы форма результирующего напряжения на зажи.мах дуги обладала седловиной в средней части полуволны и иовыгненным значением цо краям.
A, A.
i-v у
3: О
/ .
К
-ЛЧ
М, А л
гн
О И
A л
-f
zi
f
V-T
СО
о ,
L
.-Tl
-
X
r О
P
О -c;.
sa
3fi
ii

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1939 |
|
SU58793A1 |
| Устройство для дуговой сварки однофазным током | 1947 |
|
SU73562A1 |
| Устройство для регулирования тока при сварке трехфазной дугой | 1949 |
|
SU80942A1 |
| Устройство для коммутации сварочного трансформатора | 1982 |
|
SU1080938A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2265504C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2284884C2 |
| Устройство для сварки на переменном токе | 1977 |
|
SU904932A1 |
| УСТРОЙСТВО ВОЗБУЖДЕНИЯ И СТАБИЛИЗАЦИИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1996 |
|
RU2106944C1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1699736A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |