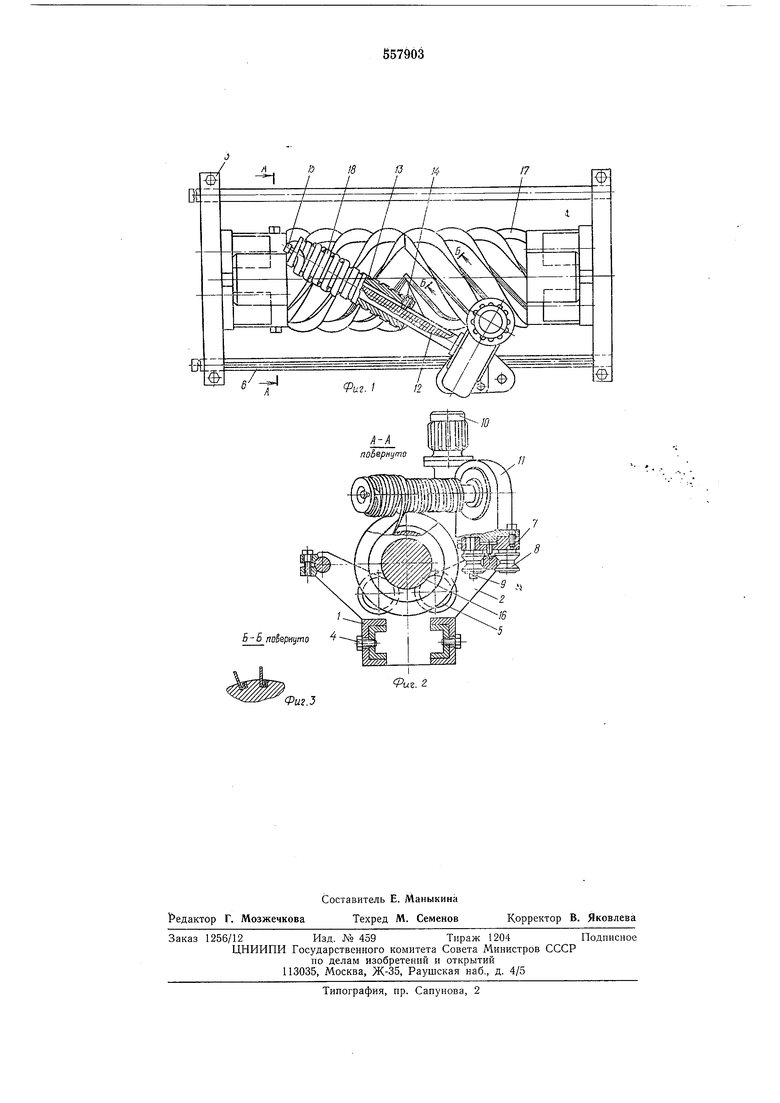
териала в нерабочем положении на направляющей 6 выполнен продольный паз. Устройство работает следующим образом. Ножевой вал 16, ножи 17 которого подлежат замене, устанавливают на оиорные ролики 5. Ножи 17 расчеканивают вручную на длину 40-50 мм от торца. Для ножей 17 с левым направлением навивки на вал 12 надевают гильзу 13 с правой винтовой канавкой. Разворачивают червячный редуктор И с электродвигателем 10 относительно каретки 7 так, чтобы гильза 13 заняла перпендикулярное положение к ножу 17 в точке их касания, после чего это положение фиксируют. Каретку 7 перемещают по направляющей 6 до тех пор, пока канавка гильзы 13 не станет у торца ножа 17, затем конец чекаяочлого материала 18 подают в паз гильзы 13 и крепят болтом 15. Гильза 13 опирается винтовой канавкой на наружную поверхность ножа 17, включают электродвигатель 10, и через червячный редуктор И вращение передается валу 12, а через его продольный паз и направляющий винт 14 - гильзе 13. При вращении гильзы 13 чеканочный материал 18 распрессовывается из паза ножевого вала 16, при этом сила распрессовки обеспечивает.-приж-атие гильзы 13 к ножу 17 с помощью. че аночиого материала 18. Чека почнкСй обеспечивает синхронное вра-ш;ёниё гильзы, 13 и ножевого вала 16, а такфе Т -ё11еще-Н11е 1:ильзы 13 и связанной с :гн карет-ки-7--вдольножевого вала 16 и нагтравляющей 6. Перекатывание гильзы 13 винтовой канавкой по ножу 17 обеспечивает ей движение вдоль оси вала 12 и навивание чеканочного материала 18 на ее наружную поверхность в виде спирали. Носле распрессовки чеканочного материала из паза ножевого вала 16 каретка 7 останавливается и электродвигатель 10 выключается. Гильзу 13 снимают с вала 12, болт 15 отвинчивают, освобождают чеканочный материал и снимают его с гильзы вращением по направлению винтовой канавки. Далее процесс повторяется также и для остальных ножей 17. Если одна половина ножевого вала 16 имеет левое направление навивки ножей 17, а другая - правое, то для распрессовки последней червячный редуктор 11 с валом 12 разворачиваюти устанавливают перпендикулярно к ножу с правым направлением навивки. Процесс распрессовки аналогичен описанному ранее, только гильза 13 должна иметь левую винтовую канавку, а электродвигатель 10 должен вращаться в обратную сторону. Формула изобретения Устройство для демонтажа деталей, содержащее смонтированные на раме захват для одной из демонтируемых деталей и опоры для другой, отличающееся тем, что, с целью обеспечения демонтажа деталей типа ножевого вала путем выпрессовки чеканочного материала из его винтовых пазов, оно снабжено механизмом навивки чеканочного материала на захват, выполненным в виде каретки и смонтированного на ней приводного вала, расположенного под углом к оси ножевого вала, равным углу подъема винтовых пазов вала, при этом захват выполнен в виде гильзы с винтовой канавкой на наружной поверхности, установленной на валу каретки с возможностью возвратно-поступательного перемещения. Источник информации, принятый во внимание при экспертизе: 1. Патент США № 3835520, кл. 29-202 D, опубликован в 1972 г.
Фиг.З
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки рулонных материалов | 2020 |
|
RU2734212C1 |
| Ножевой вал | 1974 |
|
SU618415A1 |
| Устройство для демонтажа прессовых соединений | 1983 |
|
SU1172668A1 |
| ЛЕДОБУР ЗЕМЛЯКОВА С МОБИЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2005 |
|
RU2278335C1 |
| Линия продольного раскроя рулонного материала | 1989 |
|
SU1650543A1 |
| УСТРОЙСТВО ДЛЯ ОТВИНЧИВАНИЯ БОЛТОВ И СНЯТИЯ КРЕПИТЕЛЬНЫХ КРЫШЕК РОЛИКОВЫХ БУКС | 1972 |
|
SU428966A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВИКЕЛЕЙ | 1992 |
|
RU2021126C1 |
| Станок для сборки и резки викелей | 1981 |
|
SU1024301A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ГИБКОГО ТЯГОВОГО ОРГАНА НА БАРАБАН ЛЕБЕДКИ | 2017 |
|
RU2665999C1 |
| УСТРОЙСТВО для РЕЗКИ ПРОВОЛОКИ НА МЕРНЫЕ ЗАГОТОВКИ | 1973 |
|
SU385657A1 |