1
Изобретение относится к ленточному шлифованию деталей, преимущественно из тита«а и его сплавов.
Прн шлифовании известными способами (1) в зоне резания возникают большие контактные температуры. Титан и его сплавы при высоких температурах -приобретают чрезвычайно высокую химическую активность, в частности вступают в реакции и интенсивно по.глош,ают кислород и азот воздуха. Небольшие же примеси окислов титана в большой степени снижают его пластическую прочность, а значит, и способность противостоять воздействию Бибрациоиных нагрузок. Между тем титан и его сплавы применяются для изготовления особо ответственных тяжелонагруженных деталей современных машин, работающих в условиях вибраций, например лопаток и дисков газотурбинных двигателей. Кроме того, газонасыщенный слой изменяет структуру титанового сплава - альфирует его. Резкое изменение структуры по глубине способствует образованию растягивающих остаточных напряжений в поверхностном слое, что снижает ресурс деталей. С другой стороны, окислы и нитрид титана обладают высокой твердостью, что значительно снижает стойкость абразивного инструмента -при шлифовании титана и его снлавов.
Таким образом, шлифование титановых деталей не обеспечивает ни их качества, ни эффективности процесса обработки.
Целью изобретения является повышение эффективности охлаждения в процессе шлифования.
Указанная цель достигается тем, что шлифование производят в среде, состоящей из двух слоев взаимно нерастворимых жидкостей, например водного раствора охлаждающей жидкости и масла, причем деталь помещают в слое с водным раствором.
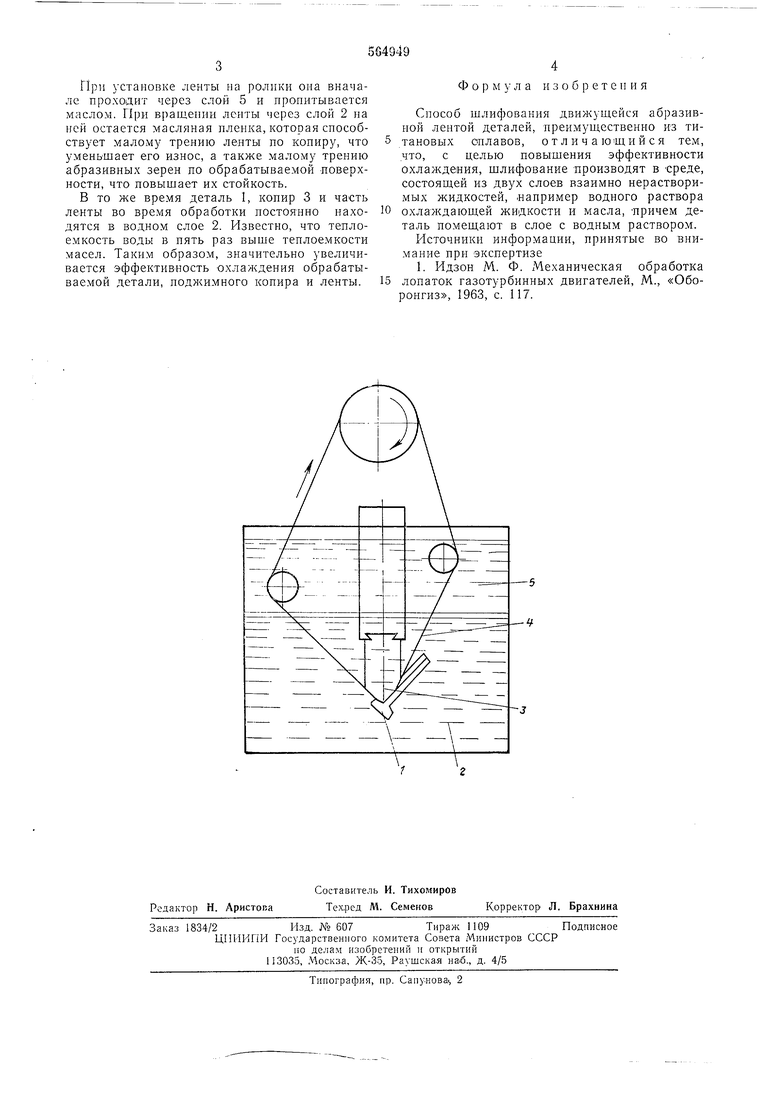
На чертеже изображена схема, реализующая предлагаемый способ.
Обрабатываемую деталь 1 (на чертеже изображена лопатка ГТД) помещают в слое
2 жидкости, представляющей собой водный раствор компонентов, повышающих эффективность смазочно-охлаждающей жидкости, например иоверхностно-активных веществ. П,оджимной элемент 3, подающий ленту в зону обработки, огибается движущейся абразивной лентой 4. Лента, вращаясь на роликах, проходит через слой 5 жидкости, иапри.мер трансформаторного масла, сульфофрезола или других минеральных масел, удельный вес
которых меньше удельного веса воды.
При установке ленты на ролики она вначале проходит через слой 5 и пролитывается маслом. При вращении ленты через слой 2 на ней остается масляная пленка, которая снособствует малому тренпю ленты по копиру, что уменьшает его износ, а также малому трению абразивных зерен по обрабатываемой поверхности, что повышает их стойкость.
В то же время деталь 1, копир 3 и часть ленты во время обработки постоянно находятся в водном слое 2. Известно, что теплоемкость воды в пять раз выше теплоемкости масел. Таким образом, значительно увеличивается эффективность охлаждения обрабатываемой детали, поджимного копира и ленты.
Форм у л а изобретения
Способ шлифования движущейся абразивной лентой деталей, преимущественно из титановых сплавов, отличающийся тем, что, с целью повышения эффективности охлаждения, шлифование производят в Среде, состоящей из двух слоев взаимно нерастворимых жидкостей, .например водного раствора охлаждающей жидкости и масла, причем деталь помещают в слое с водным раствором.
Источники информации, принятые во внимание при экспертизе
1. Идзон М. Ф. Механическая обработка лопаток газотурбинных двигателей, М., «Обоонгиз, 1963, с. 117.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ЭРОЗИОННОЙ СТОЙКОСТИ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2013 |
|
RU2552201C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2013 |
|
RU2552202C2 |
| НЕРАЗРУШАЮЩИЙ СПОСОБ ЭКСПРЕССНОГО ВЫЯВЛЕНИЯ ЗОН НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ СО ШЛИФОВОЧНЫМИ ИЛИ ЭКСПЛУАТАЦИОННЫМИ ПРИЖОГАМИ | 2008 |
|
RU2407996C2 |
| СПОСОБ ЗАЩИТЫ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2017 |
|
RU2655563C1 |
| Способ защиты лопаток компрессора газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии | 2021 |
|
RU2768945C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2461667C1 |
| СПОСОБ ЗАЩИТЫ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2018 |
|
RU2693414C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1992 |
|
RU2025262C1 |
| СПОСОБ МНОГОЭТАПНОГО ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2373306C2 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
