Изобретение относится к машиностроению, в частности к изготовлению лопаток газотурбинных и т.п. двигателей.
Известны способы изготовления лопаток газотурбинных двигателей, включающие операции механической обработки пера - фрезерования, шлифования, полирования и др.
Эти способы не обеспечивают стабильности высокого качества обработки.
Для повышения стабильности эксплуатационных качеств обработанных лопаток режимы обработки и другие технологические условия их изготовления регламентируют особыми условиями проведения операций - режимами, условиями охлаждения, свойствами инструментов.
Однако и эти приемы не гарантируют необходимой стабильности обработки, например, из-за изменения режущих свойств инструментов в процессе обработки.
Известен способ изготовления лопаток, включающий операции шлифования и полирования пера, а также последующего низкотемпературного (стабилизирующего) отжига, при котором выравниваются прочностные характеристики лопаток.
Однако при таком способе изготовления лопаток снижается их усталостная прочность, так как при отжиге происходит релаксация остаточных напряжений сжатия, повышающих усталостную прочность лопаток.
Задача - повышение усталостной прочности турбинных лопаток за счет наведения благоприятных остаточных напряжений оптимальной величины в поверхностном слое.
Это достигается тем, что отжиг производят перед проведением операций абразивной обработки, после чего низкотемпературным шлифованием в поверхностном слое пера наводят остаточные напряжения сжатия, превышающие по величине заданный предел выносливости лопаток в 2...2,6 раза, определяют распределение остаточных напряжений в поверхностном слое, измеряют минимальную глубину залегания максимума этих напряжений и поверхностный слой лопатки, равный по толщине измеренной глубине, снимают низкотемпературным полированием эластичным инструментом.
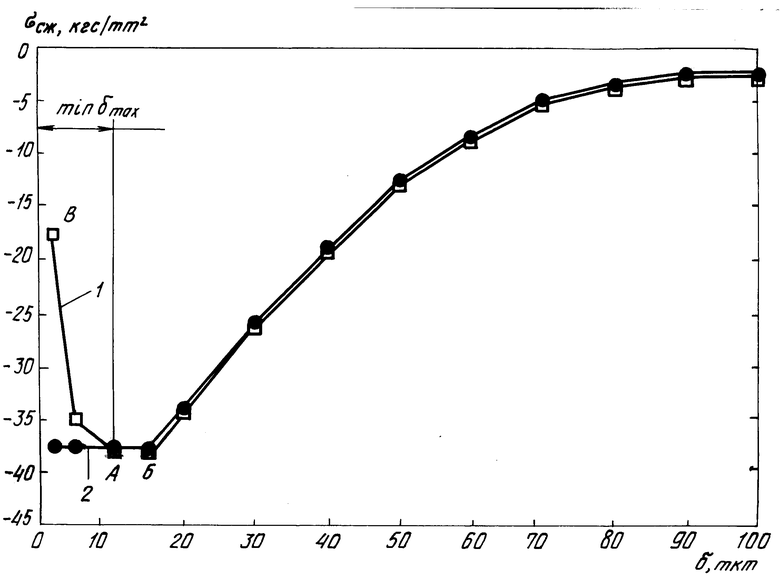
На чертеже представлена эпюра распределения остаточных напряжений сжатия в поверхностном слое пера лопатки, полученных при осуществлении описываемого способа ее изготовления.
При изготовлении лопаток по описываемому способу перед абразивной обработкой профиля пера производят их низкотемпературный отжиг (при температуре порядка 960
При этом исходные остаточные напряжения в поверхностном слое релаксируются и становятся практически равными нулю.
После отжига лопаток в поверхностном слое пера наводят остаточные напряжения сжатия низкотемпературным (меньше 300оС) шлифованием, которое осуществляют вращающейся абразивной лентой с обильным охлаждением смазочно-охлаждающей жидкостью, причем ленту поджимают к лопатке эластичным обрезиненным контактным роликом со слоем резины толщиной порядка 10 мм и твердостью 30...40 единиц по прибору и функционального назначения.
Низкотемпературное ленточное шлифование пера турбинных лопаток производят на специально для этого модернизированных копировальных станках типа ЛП-1А, ЗДШ - 197 и т.п.
Величину напряжений сжатия в поверхностном слое пера лопаток низкотемпературным ленточным шлифованием наводят в 2...2,6 раза больше заданного предела выносливости лопаток.
Так, если техническими условиями на лопатку ее усталостная прочность σ-1 задана равной не менее 15 кг/мм2, остаточные напряжения сжатия наводят до 30-39 кг/мм2.
Диапазон этих величин напряжений определен экспериментально: установлено, что при напряжениях сжатия меньше 30 кг/мм2 и больше 39 кг/мм2 усталостная прочность лопаток оказывается меньше заданной.
Получение заданных величин остаточных напряжений сжатия добиваются также экспериментально - за счет варьирования технологических режимов шлифования (скорости вращения ленты, усилия ее поджима к обрабатываемой лопатке, изменения расхода СОЖ, глубиной снимаемого за один проход припуска и т.д.).
После низкотемпературного шлифования пера лопатки определяют распределение остаточных напряжений по глубине поверхностного слоя δ, которое производят известными методами, например рентгеновским или по методу акад. Давиденкова (послойным стравливанием металла с образцов). При этом измеряют минимальную глубину (minδmax) залегания максимальных напряжений сжатия.
На эпюре 1 распределения остаточных напряжений сжатия σсж по глубине δ поверхностного слоя после низкотемпературного шлифования максимальные напряжения сжатия σmax находятся в районе точки Б, а их минимальная глубина (minδmax) - в районе точки А (левее ее напряжения сжатия начинают резко уменьшаться).
Уменьшение остаточных напряжений сжатия непосредственно в приповерхностном слое пера лопатки (на участке АВ эпюры I) способствует снижению усталостной прочности, поэтому по заявляемому способу этот приповерхностный слой лопатки (minδmax) снимают низкотемпературным полированием, существенно не изменяющим опору остаточных напряжений, наведенных шлифованием, например особо эластичным инструментом - свободнoй ветвью вращающейся с малой скоростью - порядка 2 м/с - полировальной ленты или сизалетканевыми щетками с пастой при пониженных скоростях ее вращения (до 15 м/с).
При этом получают благоприятные распределения остаточных напряжений в поверхностном слое пера лопаток (эпюра 2) когда максимальные напряжения сжатия необходимой величины (2...2,6) начинаются с глубины 2 мкм, что обеспечивает повышение усталостной прочности лопаток.
П р и м е р. Изготовление лопатки турбины из сплава ЛС ЗДК по ОСТ 1 90127-74 с заданным минимальным пределом выносливости 15 кг/мм2 на базе 20 миллионов циклов производят литьем с припуском 0,3 мм, причем часть припуска (0,25 мм) снимают шлифованием абразивными кругами, в результате чего наводятся растягивающие остаточные напряжения сжатия, снижающие усталостную прочность лопаток.
Для снятия этих напряжений производят низкотемпературный отжиг лопаток (Т=960
Экспериментально определенные режимы шлифования:
скорость вращения абразивной ленты - 23,7 м/с;
скорость продольной подачи инструмента вдоль пера лопатки - 31 мм/мин, частота вращения обрабатываемой лопатки вокруг ее продольной оси - 11,7 об/мин, тип контактного ролика для поджима шлифовальной ленты к обрабатываемой лопатке - с обрезиненным бандажом толщиной 10 мм и твердостью 30...40 единиц по прибору функционального назначения, охлаждение - водный раствор с расходом 40 л/мин, температура в зоне шлифования - 237оС, при поджиме лопатки и ленте ЗОН.
При этом в поверхностном слое пера лопаток наводят максимальные сжимающие остаточные напряжения сжатия 35-38 кг/мм2.
Измеряют минимальную глубину залегания максимума напряжений сжатия - 11...13 мкм. Поверхностный слой пера лопатки толщиной 11-13 мм снимают низкотемпературным полированием сизалетканевыми кругами (130оС) при скорости вращения круга 14 м/с.
Скорость продольной подачи вдоль пера лопатки 5 м/мин, время полирования 3 мин.
Проведены испытания на подтверждение предела выносливости восьми лопаток, обработанных заявляемым способом.
Результаты испытаний: все восемь лопаток отстояли при напряжении испытания 17 кг/мм2 по 20 миллионов циклов, т.е. предел их выносливости, по крайней мере, на 15% выше, чем у серийных, обрабатываемых по существующей технологии.
Это повышение усталостной прочности лопаток обеспечивает необходимый ресурс изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1996 |
|
RU2094200C1 |
| СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2008171C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| Способ комплексного упрочнения | 2002 |
|
RU2224816C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ЛОПАТОК ПАРОВЫХ ТУРБИН ИЗ ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2234556C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2013 |
|
RU2552202C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2009 |
|
RU2420383C2 |
| Способ защиты лопаток компрессора газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии | 2021 |
|
RU2768945C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2464350C2 |
Использование: обработка металлов давлением, в частности изготовление лопаток газотурбинных двигателей. Сущность изобретения: при изготовлении лопаток перед абразивной обработкой профиля пера производят низкотемпературный отжиг (при температуре 960
СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК, включающий операции абразивной обработки пера шлифования и полированием, а также низкотемпературный отжиг, отличающийся тем, что отжиг производят перед проведением операций абразивной обработки, после отжига низкотемпературным шлифованием наводят в поверхностях слоях пера лопатки остаточные напряжения сжатия, превышающие по величине предел выносливости лопаток в 2 - 2,6 раза, определяют характер распределения остаточных напряжений в поверхностном слое, измеряют минимальную глубину залегания максимума этих напряжений, а затем низкотемпературным полированием эластичным инструментом снимают поверхностный слой лопатки, равный по толщине измеренной глубине залегания максимума остаточных напряжений.
| Левин А.В | |||
| и др | |||
| Прочность и вибрация лопаток и дисков паровых турбин | |||
| Л.: Машиностроение, 1981, с.11-12. |
