I
Изобретение относигся к ленточному uintH фованию мест сопряжений пересекающихся профильных поверхностей, преимущественно прикомлевых участков лопаток газотурбинных двигателей (ГДТ).5
Известны способы шлифования сложно-фасонных поверхностей двойной кривизны, например прикомлевых участков лопаток ГДТ, движущимися абразивными лентами, при которых ленту к детали поджимают кон- )0 тактным , рабочие поверхности которого выполняют эквидистантными на толщину ленты обрабатываемым поверхностям, а ширину ленты принимают больше ширины обрабатываемой поверхности fl.15
Этот способ обеспечивает высокую производительность, но имеет низкую точность, так как абразивные ленты плохо облегают сложно-фасонные контактные копиры с ра бочими поверхностями двойной кривизны. 20
Этого недостатка не имеет известный способ шлифования узкой лентой, согласно которому ширину ленты принимают меньше ширины обрабаты.ваемой детали, ленте сообщают поперечные к плоскости ее вращения л 25
движения относительно обрабатываемой детали с контактным копиром путем наклона оси однохх) или нескольких цилиндрических роликов, огибаемых лентой, к плоскост ее вращения, При этом ветвь ленты, сходящую с контактного копира, располагают параллельно продольной оси пера лопатки или близко к этому положению 2j.
Сообщение ленте поперечных перемещений наклоном осей вращения цилиндрических роликов не гарантирует стабильных поперечных перемещений ленты, поэтому из-за неопределенности положений ленты на цилиндрическом ролике в процессе наклона его оси вращения нельзя осуществить кинематическую связь пвперечного перемещения ленты с ее натяжением или усилием поджи.ма детали к ленте, что снижает стойкость лент.
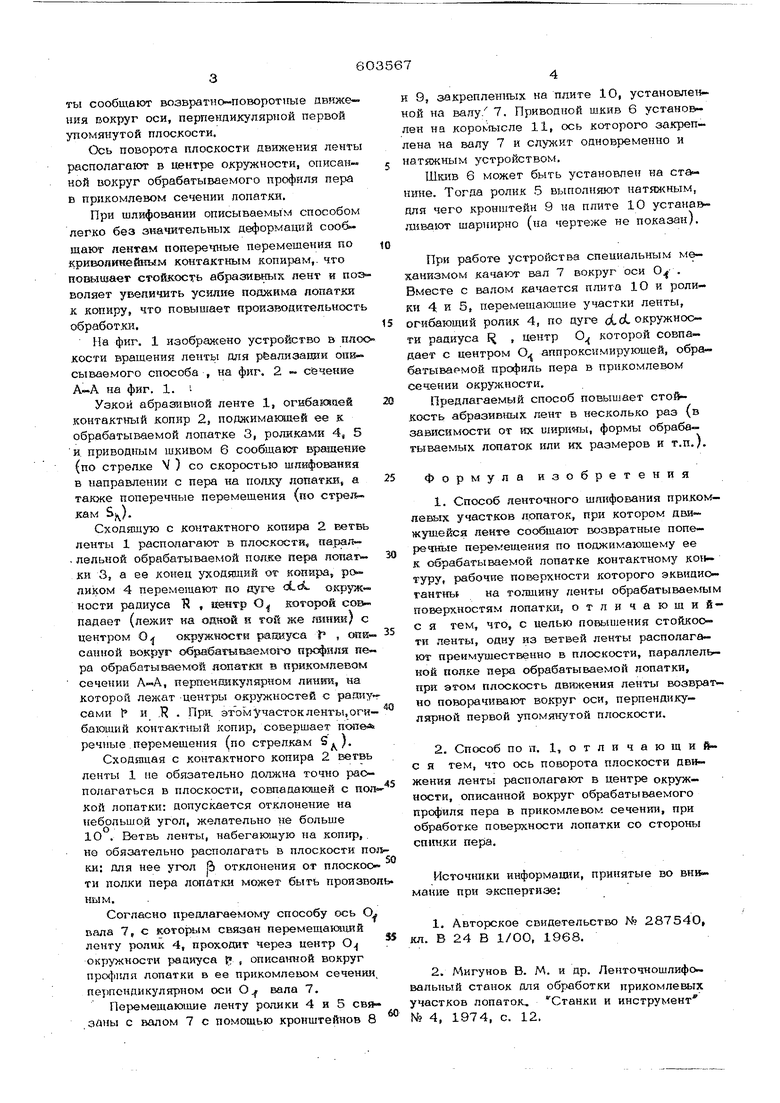
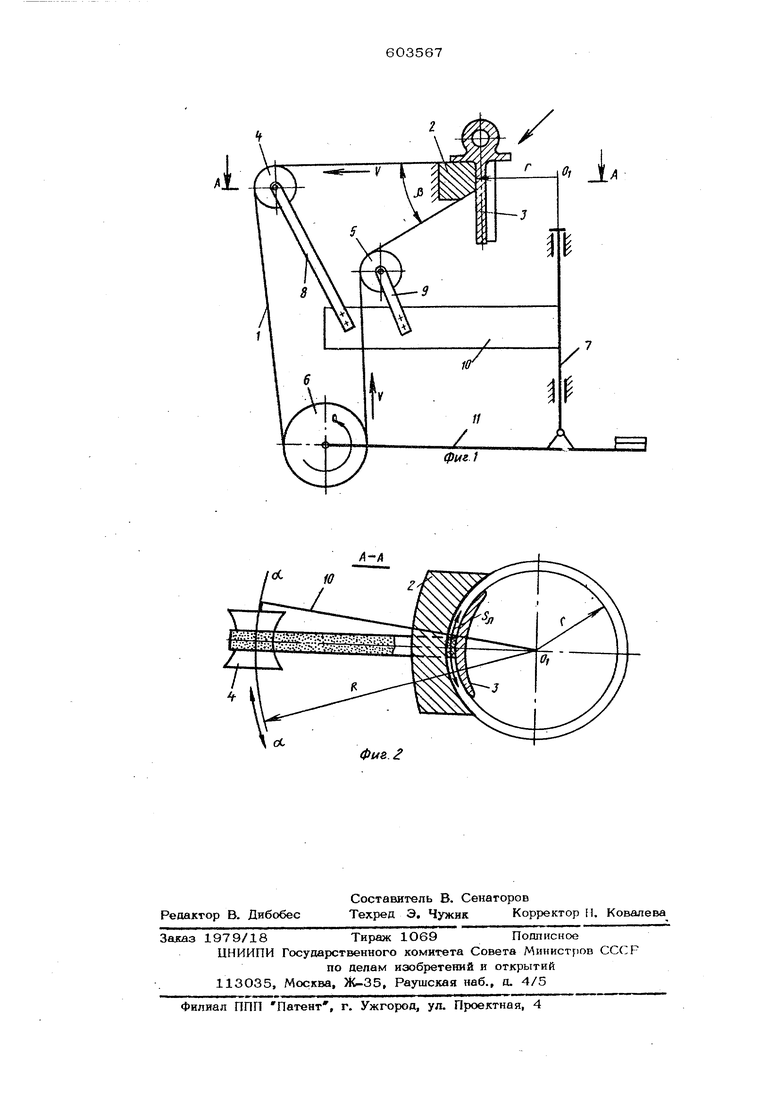
Цель предложения - повышение стойкост абразивных лент. Для этого согласно предлагаемому способу одну из- ветвей ленты располагают преимущественно в плоскости, параллельной полке пера обрабатываемой лопатки, при этом плоскости движения лен- ТЫ сообщают возвратно-поворотные движе ния вокруг оси, перпендикулярной первой упомянутой плоскости. Ось поворота плоскости движения ленты распопагают в центре окружности, описанной вокруг обрабатываемого профиля пера в прикомлевом сечении лопат1ш. При шлифовании описываемым способом легко без значительных деформаций сообщают лентам поперечные перемешения по кркЕопнне&кым контактным Konapaivi,. что повышаег стойкость абразивных лент и позволяет увеличить усилие поджима допатяк к копиру, что повьшшет проиавоиктелькость обработки. На фиг. 1 иэобрахсено устройство в плоо кости вращения ленты для р6ализащ1и описываемого способа , на фиг. 2 сечение А-А на фиг. 1. . Узкой абразивной ленте 1, огибакяцей контактный копир 2, подн имаюшей ее к обрабатываемой лопатке 3, роликами 4, 5 и. приводным шкивом б сообщают вращение (по стрелке V ) со скоростью шлифования в направлении с пера на полку лопаткн, а также поперечные перемещения (по CTpeJtкам Sj,). Сходящую с контактного копира 2 ветвь ленты 1 располагают в плоскости, парал . лельной обрабатываемой поаке пера лопатки 3, а ее конец уходяший от копира, ро. ликом 4 переметают по вуге ci.cL окружности радиуса 1 , нэнтр О которой совпадает (лежит на одной н той же т1Нйи) с центром О 01ФУЖНОСТИ радауса р , стисанной вокруг обрабатываемо } профияя пе ра обрабатываемой яопатги в «рикомпевом сечении А-А, перп«гняикупярном линйж, на которой лежат -центры окружностей с раяиу сами f и ,К . При этом участок ленты, огибающий контактный копир, совершает позтв pe4V№ie перемещения (по стрелкам S). Сходящая с контактного копира 2 ветвь ленты 1 не обязательно должна точно располагаться в плоскости, совпадакяцей с пол кой лопатки: допускается отклонение на небольшой угол, желательно не больше 10 . Ветвь ленты, набегающую на копгф, не обязательно располагать в плоскости no ки; Для нее угол В отклонения от плоскоо ти полки пера лопатки может быть произво ным. Согласно предлагаемому способу ось О вала 7, с которь м связан перемещающий ленту ролик 4, проходит через центр О окружности радиуса р , описа гаой вокруг про4)иля лопатки в ее прикомпевом сечении перпендикулярном оси О вала 7. Перемещающяе ленту ролики 4 и 5 свя заны с валом 7 с помощью кронштейнов 8 н 9, закрепленных на плите 10, установлен ной на валу/ 7, Приводной щкив 6 установ лен на кopo iыcлe 11, ось которого закреп лена на валу 7 и одновременно и натяжным устройством. Ш1ШВ 6 может быть установлен на станине. Тогда ролик 5 выполняют натяжным, для чего кронштейн 9 на плите 10 устанан .швают шарнирно (на чертеже не показан). При работе устройства специальным механизмом качают вал 7 вокруг оси . Вместе с валом качается плита 1О и ролики 4 и 5, перемещающие участки ленты, огибающий ролик 4, по дуге oCoL окружности радиуса , центр О которой совпадает с центром О аппроксимирующей, обрабатывармой профиль пера в прикомлевом сечении окружности. Предлагаемый способ повышает стой кость, абразивных лент в несколько раз (в зависимости от их umpHWji, формы обрабатываемых лопаток или их размеров и т.п.). Формула изобретения 1.Способ ленточного шлифования приком- левых участков лопаток, при котором движущейся ленте сообщают возвратные поперечиые перемещения по поджимающему ее к обрабатываемой лопатке контактному контуру, рабочие поверхности которого эквидио- тантнь. на толщину ленты обрабатываек{ым поверхностям лопатки, отличающий - с я тем, что, с целью повь шения стойкости ленты, одну из ветвей ленты располагают преимущественно в плоскости, параллельной попке пера обрабатываемой лопатки, при этом плоскость двккения ленты возвратно поворачивают вокруг оси, перпендикуля:рной первой упомянутой плоскости. 2.Способ по п. 1, о т л и ч а ю ш и ftс я тем, что ось поворота плоскости движения ленты располагают в центре окружности, описанной вокруг обрабатываемого профиля пера в прикомлевом сечении, при обработке поверхности лопатки со стороны СП1ШКИ пера. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство № 287540, п. В 24 В 1/00, 1968. 2.Мигунов В. М. и др. Ленточношлифо- альный станок для обработки прикомлевых частков лопаток, Станки и инструмент 4, 1974, с. 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сообщения абразивной ленте поперечных движений | 1975 |
|
SU534342A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Устройство для восстановления шлифованием абразивной лентой изношенных контактных копиров | 1973 |
|
SU487752A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Способ шлифования пера лопаток | 1973 |
|
SU500038A1 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Устройство для шлифования криволинейных поверхностей | 1971 |
|
SU499096A1 |
| СПОСОБ СОПРЯЖЕННОГО ШЛИФОВАНИЯ ПРОФИЛЯ ПЕРА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1973 |
|
SU406709A1 |
| Способ обработки лопаток | 1975 |
|
SU541652A1 |
сХ.
Фи&.2
