СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО НАСТИЛА ИЗ ПЛАСТИН РЕШЕТЧАТОГО 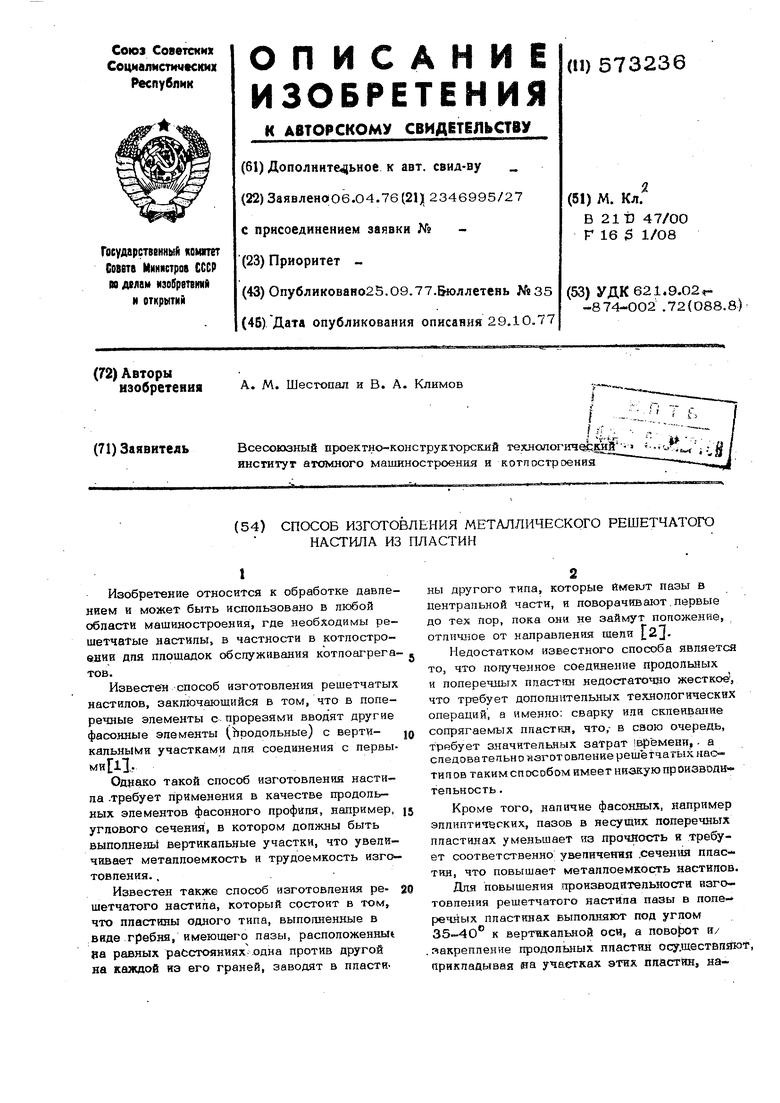
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛИСТОВОЙ КРОВЛИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2260660C1 |
| НАСТИЛ ПОЛА И ПРЯМОУГОЛЬНАЯ ПОЛОВИЦА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2436915C2 |
| НАСТИЛ ДЛЯ ПРЕДОТВРАЩЕНИЯ И УДАЛЕНИЯ СНЕЖНО-ЛЕДЯНЫХ ОБРАЗОВАНИЙ | 2005 |
|
RU2296832C1 |
| УСТРОЙСТВО ФЕРМ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1994 |
|
RU2145373C1 |
| МЕХАНИЧЕСКАЯ ЗАПИРАЮЩАЯ СИСТЕМА ДЛЯ ДОСОК НАСТИЛА | 2003 |
|
RU2302498C2 |
| Приспособление к трехвалковой листогибочной машине | 1957 |
|
SU111608A1 |
| КРОВЛЯ | 2006 |
|
RU2321708C9 |
| КОМБАЙН | 1990 |
|
RU2018222C1 |
| РЕШЕТЧАТЫЙ НАСТИЛ | 1993 |
|
RU2040655C1 |
| Сталежелезобетонная плита | 2024 |
|
RU2826413C1 |
Изобретение относится к обработке давлением и может быть использовано в любой области машиностроения, где необходимы решетчатые настилы, в частности в котлостроеиии для площадок обслуживания котпоагрега тов.
Известен способ изготовления решетчатых настилов, заключающийся в том, что в поперечные элементы с прорезями вводят другие фасонные элементы (т родольные) с вертиKanbHbltviH участками для соединения с первыми 11.
Однако такой способ изготовления настила .требует применения в качестве продольных элементов фасонного профиля, например, углового сечения, в котором должны быть выпопнень4 вертикальные участки, что увеличивает металлоемкость и трудоемкость изготовления. ,.
Известен также способ изготовления решетчатого настила, который состоит в том, что пластины одного типа, выполненные в виде гребня, имеющего пазы, расположенные Яа равных расстояниях .одна против другой на каждой из его граней, заводят в пластины другого типа, которые имеют пазы в центральной части, и поворачивают.первые до тех пор, пока они не займут положение, отличное от направления щели 2j.
Недостатком известного способа является то, что полученное соединение продольных и поперечных пластин недостаточно жесткое , что тргебует дополнительных технологических операций , а именно: сварку или склеивание сопрягаемых пластин, что,- в саою очередь,
требует значительных затрат 1врёмени,. а спедоватепьнойаготовпение решетчатых нас-
типов такимспособомимеетняакуюпроизводи тельность.
Кроме того, наличие фасонных, например эллиптических, пазов в несущих поперечных пластинах уменьшает из прочность и требует соответственно увеличения .сечения пластин, что повышает металлоемкость настилов.
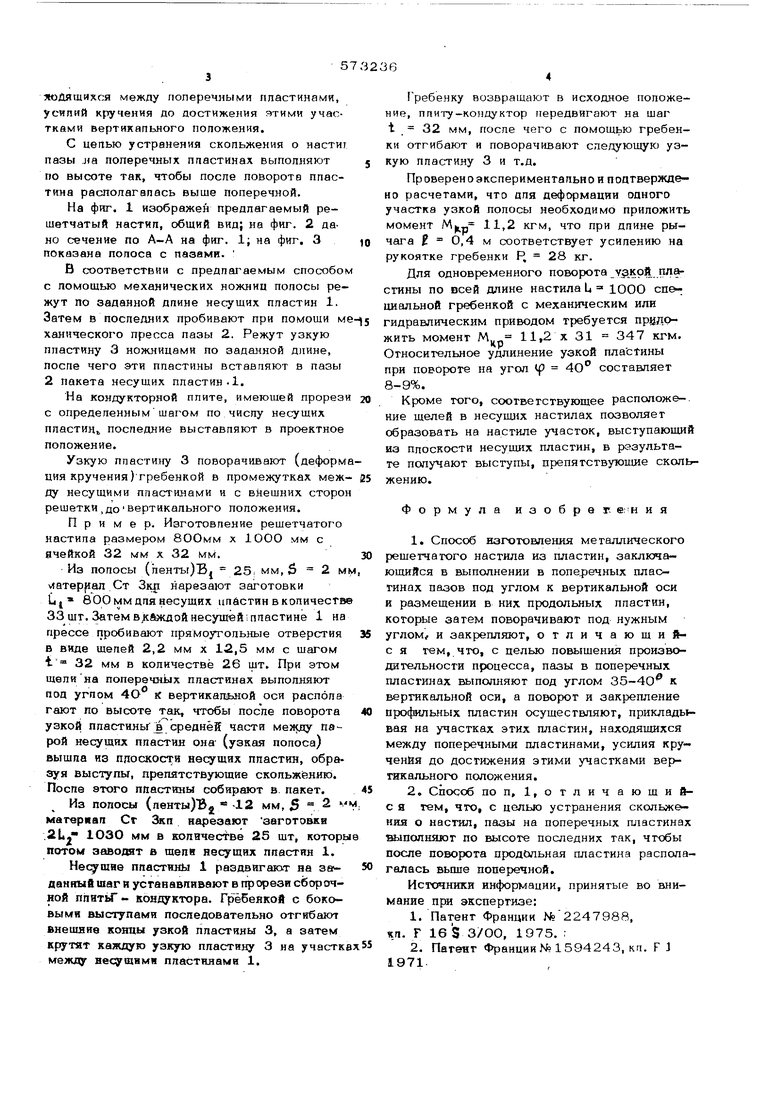
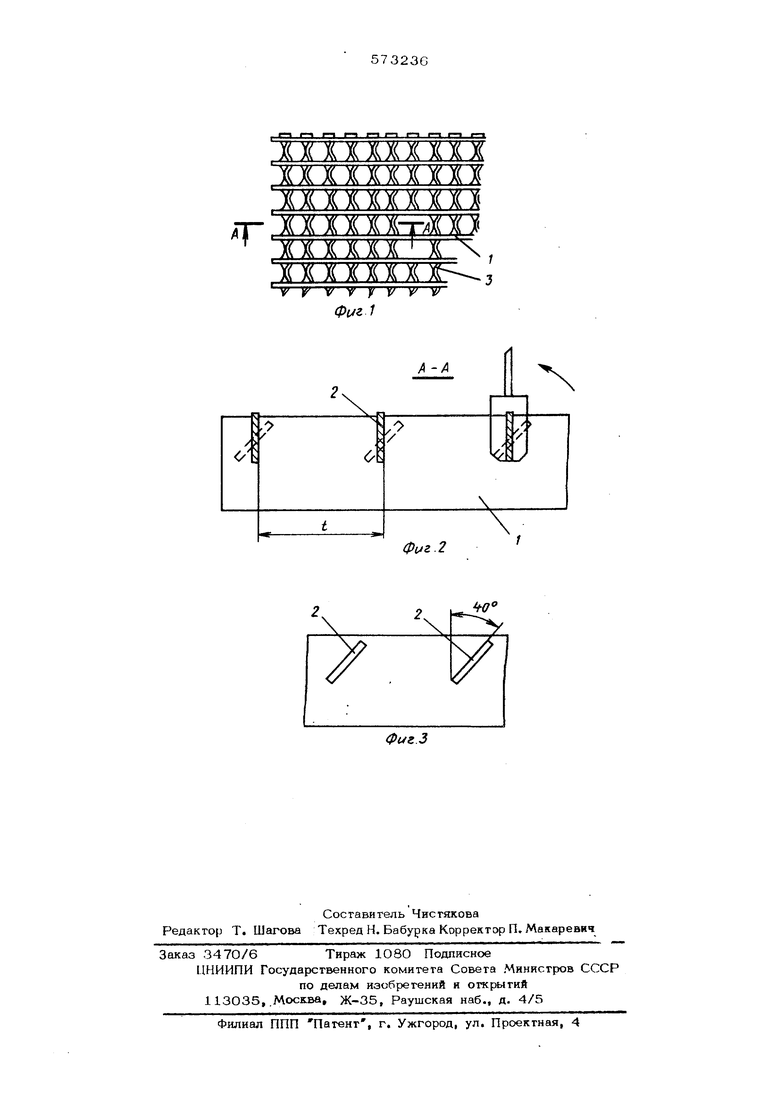
Для повышения производительности изготовления решетчатого настила пазы в поперечных пластинах выполняют под углом к вертикальной оси, а пово|эот н/ . закрепление продольных пластин осу.ществпяю прикладывая на участках этих ппастин, натюДящихся между поперечными пластинами, усилий кручения до достижения зтими участками вертикапьного положения. С цепью устранения скольжения о настиг пазы ла поперечных пластинах выполняют по высоте так, чтобы после поворота пластина располагалась выше поперечной. На фиг. 1 изображен предлагаемый решетчатый настип, общий вид; на фиг. 2 дано сечение по А-А на фиг. 1; на фиг. 3 показана полоса с пазами. В соответствии с предлагаемым способо с помощью механических ножниц полосы режут по заданной длине несущих пластин 1. Затем в последних пробивают при помоши м ханического пресса пазы 2. Режут узкую пластину 3 ножницами по заданной длине, после чего эти пластины вставляют в пазы 2 пакета несущих пластин. 1. На кондукторной плите, имеющей прорез с определеннымшагом по числу несущих пластин последние выставляют в проектное положение. Узкую ппастину 3 поворачивают (деформ ция кручения )гребенкой в промежутках меж ду несущими пластинами и с внешних сторо решетки , до вертикального положения. Пример. Изготовление решетчатого настила размером 8ООмм х ЮОО мм с ячейкой 32 мм х 32 мм. Из полосы (ленты)В| 25 мм, 5 2 м vtaTeppein Ст Зкр нарезают заготовки 800 мм для несущих илйстин в количеств 33 шт. Затемв йждойнесущей пластине 1 на прессе пробивают прямоугольные отверстия в виде щелей 2,2 мм х 12,5 мм с шагом t 32 мм в количестве 26 шт. При этом щели на поперечных пластинах выполняют под углом 4О к вертикальной оси распола гают по высоте так, чтобы после поворота узкой пластины в средней части между парой несущих пластин она (узкая полоса) выщиа из пдоскости несущих пластин, образуя выступы, препятствующие скольжению. После этого ппастины собирают в пакет. Из полосы (пенты)Вя -12 мм, 5 °° матеряап Сг Лш нарезают заготовки .ЗЬ. 1ОЗО мм в копичестве 25 шт, которы потом заводят в шепв несущих ппастнн 1. Несущие ппастинй 1 раздвигают на заданный шаг и ус гававпивают в прорези сборочной ппитьГ- кондуктора. Гребенкой с боковыми выступами последовательно отгибают внещнив концы узкой пластины 3, а затем крутят каткдую узкую пластину 3 на участк между несущими пластинами 1. Гребенку возвращают в исходное положение, плиту-кондуктор передвигают на шаг t 32 мм, после чего с помощью гребенки отгибают и поворачивают следующую узкую пластину 3 и т.д. Проверен о экспериментально и поцтверждено расчетами, что дпя деформации одного участка узкой полосы необходимо приложить момент 11,2 кгм, что при длине рычага f 0,4 м соответствует усилению на рукоятке гребенки F 28 кг. Для одновременного поворогауакрй пластины по всей длине настила U ЮОО сп©-; циальной гребенкой с механическим или гидравлическим приводом требуется прцдожить момент 11,2 х 31 347 кгм. Относительное удлинение узкой пластины при повороте на угол ip 40 составляет 8-9%. Кроме того, соответствующее расположе-. ние щелей в несущих настилах позволяет образовать на настиле участок, выступающий из плоскости несущих пластин, в результате получают выступы, препятствующие скольжению. Формула изобреге.ния 1. Способ изготовления металлического решетчатого настила из пластин, заключа- ющийся в выполнении в поперечных пластинах пазов под углом к вертикальной оси и размещении в них продольных пластин, которые затем поворачивают под нужным углом, и закрепл5пот, отличающиЛс я тем, что, с целью повыщения производительности процесса, пазы в поперечных пластинах выполняют под углом 35-40 к вертикальной оси, а поворот и закрепление прюфильных пластин осуществляют, прикладывая на участках этих пластин, находящихся между поперечными пластинами, усилия кручения до достижения этими участками вергнкаяьного положения. 2. Способ поп, 1,отличающийс я тем, что, с целью устранения скольжеНИН о настил, пааы на поперечных пластинах выполняют по высоте последних так, чтобы после поворота продольная пластина располагалась выще поперечной. Источники информации, принятые во внимание при экспертизе: 1.Патент Франции №2247988, %п. Т 1б3 З/ОО, 1975. : 2.Пагент Франции № 1594243, кп. F J 1971
;Х(Х( ЖХСХСЖЖ X(IJ((
;ЖЖЖЖЖХ(Х(Х(Х(Ж
.ЖЖЖЖЖЖЖ ЖХ(Х
Х( ж ж ж ж 1(т( ()
; ж ж ж ж х( ж ж Х, ж ж ж хсжхс ж
V )Г V у Y V
Фиг 1
.2
фигЗ
