Профилировочно-гибочные машины для получения различных желобчатых форм из листовых заготовок путем пропуска их через фасонные гибочные вальцы известны.
Приспособление, выполненное согласно изобретению, позволяет производить формовку (гибку) по радиусу листовых заготовок (полос) с получением желобчатой формы деталей, например, при изготовлении переходных участков между конусной и цилиндрической частью различных резервуаров, на обычной трехвалковой листогибочной машине.
Отличительная особенность описываемого приспособления заключается в сочетании фасонного валка и взаимодействуюш;его с ним подкладного настила.
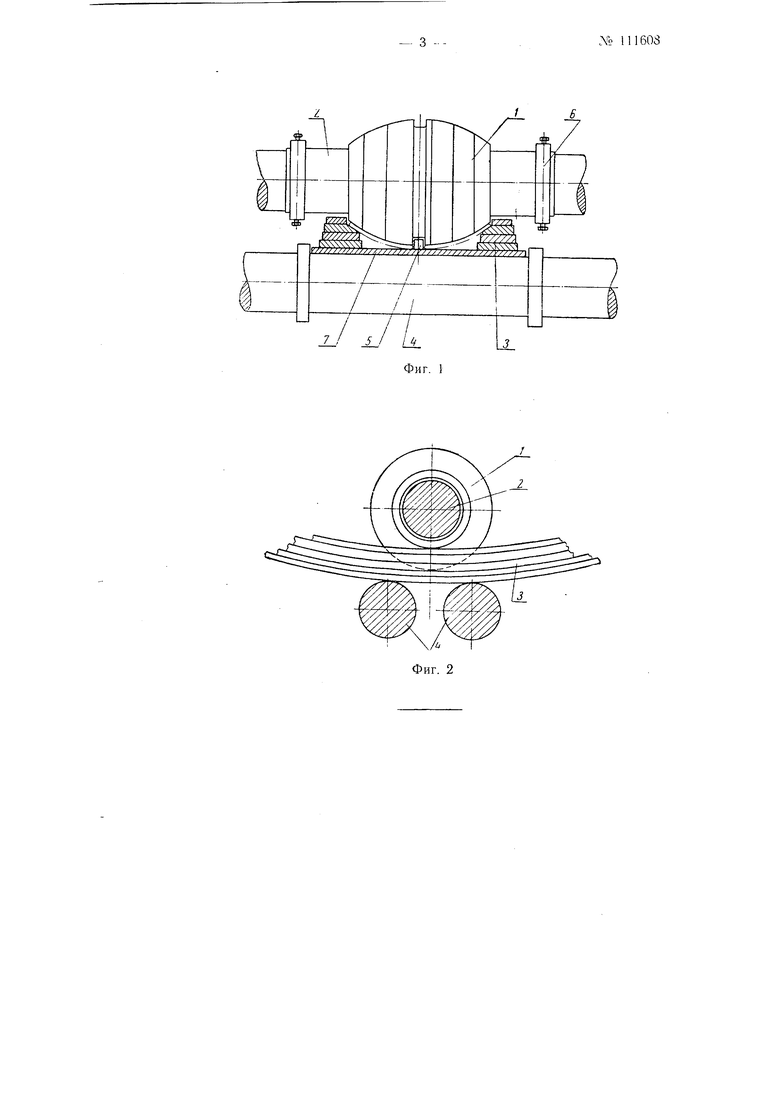
На фиг. 1 изображен общий вид приспособления; на фиг. 2 - то же устройство в поперечном разрезе.
Приспособление состоит из фасонного валка /, который установлен и закреплен на верхнем вале 2 гибочной машины, и подкладного настила 3 такого же профиля, что и валок. Настил укладывается на нижние валки 4 машины.
Валок 1 выполняется по заданному радиусу и изготовляется из стального литья или толстых стальных пластин, сваренных между собой. В середине валка сделана цилиндрическая выточка для центрирования направляющего и упорного бруса 5.
Кольца 6 со стопорными болтами на концах валка служат для закрепления валка на валу.
Направляющий и упорный боус 5 установлен и жестко закреплен в середине нижнего опорного листа настила 5.
По краям опорного листа 7 расположены и плотно закреплены к нему нижние, средние, клинообразные и замковые полосы, сваренные между собой и овальцованные по радиусу.
№ 111608
Обработка листовых заготовок с применением предлагаемого приспособления производится так.
Заготовки подвергаются предварительной вальцовке на «конус. Эта операция производится обычным путем, как при вальцовке конусных листов, с наклоном верхнего валка вальцев. Затем заготовки подвергаются окончательной вальцовке валком 1 на подкладочном настиле 3.
Одновременно производится вальцовка двух заготовок.
Для установки заготовок на настиле 3 последний отводится к одному краю с таким расчетом, чтобы заготовки по длине могли быть уложены свободно. Заготовки устанавливаются широкой стороной к упорному брусу 5, а узкой стороной на клинообразные полосы; торцы заготовок располагаются на поперечных подкладках.
После установки заготовок на настиле включается рабочий ход вальков, которые пере.мещают настил относительно вращающегося валка /.
Валок, прокатываясь по заготовкам выдавливает их по радиусу и одновременно расправляет кромки заготовок, придавая им плавную кривую. Заданный по чертежу радиус элементов радиальных переходов получается за счет соответствующего нажима верхнего вала 2 с валком / на вальцуемые заготовки.
Процесс вальцовки одной пары элементов длится примерно 15-20 мин., включая установку и съем деталей. За 5-6 проходов вальцов заготовки принимают необходимую форму и подгоняются по заданному радиусу. Весь процесс вальцовки радиальных переходов как предварительный, так и окончательный производится в холодном состоянии, т. е. без нагрева заготовок.
Предмет изобретения
Приспособление к трехвалковой листогибочной мащине, отличающееся тем, что, с целью обеспечения возможности формовки (гибки) полос желобчатого сечения, приспособление выполнено, в виде фасонного валка, установленного на верхнем вале гибочной машины, и взаимодействующего с ним фасонного подкладного настила, пропускаемого в валки гибочной машины вместе с изгибаемой полосой.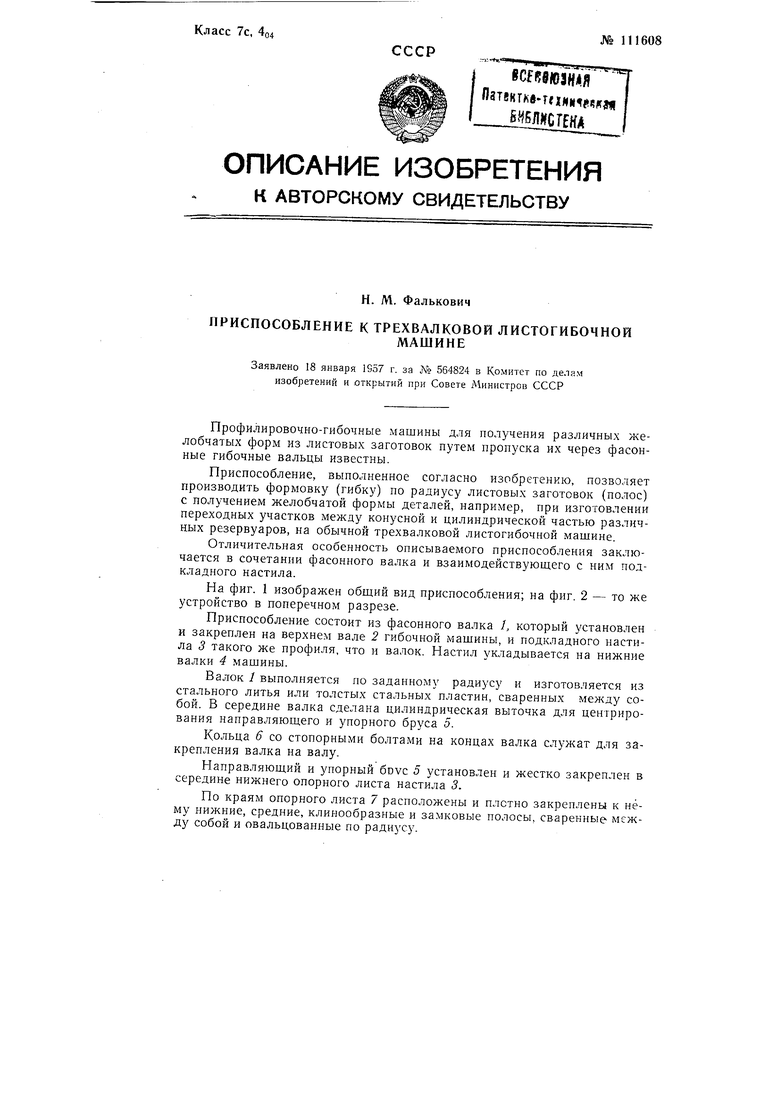
| название | год | авторы | номер документа |
|---|---|---|---|
| Листогибочная машина | 1991 |
|
SU1792765A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| ПРИСПОСОБЛЕНИЕ К ТРЕХВАЛКОВОЙ ЛИСТОГИБОЧНОЙМАШИНЕ | 1967 |
|
SU194046A1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2289488C1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2302308C2 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2000 |
|
RU2185912C2 |
| Станок для гибки колец | 1990 |
|
SU1754269A1 |
| Листогибочное устройство | 1979 |
|
SU841737A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 2021 |
|
RU2772340C1 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |