1
Изобретение относится к области контрольно-измерителыной техники и может быть использовано, в частности, для точного контроля фор.мы полированной сферической поверхности детали, в том -числе поверхности с большим углом охвата, например поверхности зеркал .микроинтерферометров.
Известен способ контроля формы полированной сферической поверхности детали с большим углом охвата, использующим высокоапертурный микрообъектив и образцовую полусферическую линзу.
Однако ограниченная точность контроля обусловлена отсутствием точных методов контроля образцовой полусферической линзы.
Известен способ контроля формы полированной сферической поверхности детали с помощью двух микрообъективов, кото.рый заключается в измерении суммарных волновых аберраций следующих систем, включающих, во-первых, первый объектив и контролируемую поверхность, во-вторых, второй объектив и контролируемую поверхность, в-третьих, нервый объектив и второй объектив, и затем в расчете волиовых аберраций путем решения системы уравнений.
Недостатком этого снособа является высокая трудоемкость и недостаточная точность, обусловленная перенастройками интерференционной картины.
Наиболее близким по технической сущности к изобретению является способ контроля формы полированной сферической поверхности детали, например фронтальной линзы микрообъектива, заключающийся в том, что закрепляют испытуемую деталь на поворотном столике в микроинтерферо.метре, имеющем объектив в рабочей ветви, фокусируют объектив на центр кривизны, контролируемой яоверхности, получают с полющью -ветви сравнения интерференционную картину, изменяют волновую аберрацию пучка, отраженного от одного участка контролируемой поверхности, зате.м поворачивают контролируемую деталь вместе
со столиком, измеряют волновую аберрацию от других участков контролируемой поверхности и строят полную функцию волновой аберрации.
Недостатка.мн этого способа являютс51 его
большая трудоемкость и невозможность обеспечепия точности контроля выще, чем 0,2 полосы, во-первых, в силу необходимости некоторой перенастройки интерференционной картины при поворотах детали, так как никакие
известные столики не обеспечивают стабпль7 ности центра вращения и точности совмещения центров выще, чем до 1 мкм, и во-вторых, из-за накопления ошибок при переходе от одного участка контролируемой новерхности к
другому.
Цол1 изобретения - повьпиенис точности и упрощение процесса ко:нтроля.
Для ДТО1ГО по предлагаемому способу ис пытуемую детал., не за:кре |ляя, устанавливают конт,{)()лпруемо11 понерхноепло па /кесткзю оиору, а после фокусировки обьект1гиа иа центр кривизны контролируемой иоверх}юсти поворачивают деталь отноеитель-но этой опоры и регистрируют издгене.ние интерференционной картины, :по которому судят о форме детали.
Повышение точности -контроля обеспечивается за счет того, что, во-первых, регистрируется не форма интерференционных полос, зависящая также и от качества других деталей интерферометра, а изменение полос, зависяп е& только от формы контролируемой поверхности, и, во-вторых, схема Ис требует перенастройки в нродессе контроля. Упрощение коптро.ш обеспечивается отсутствием изме)еция и построения функций волновой аберрации.
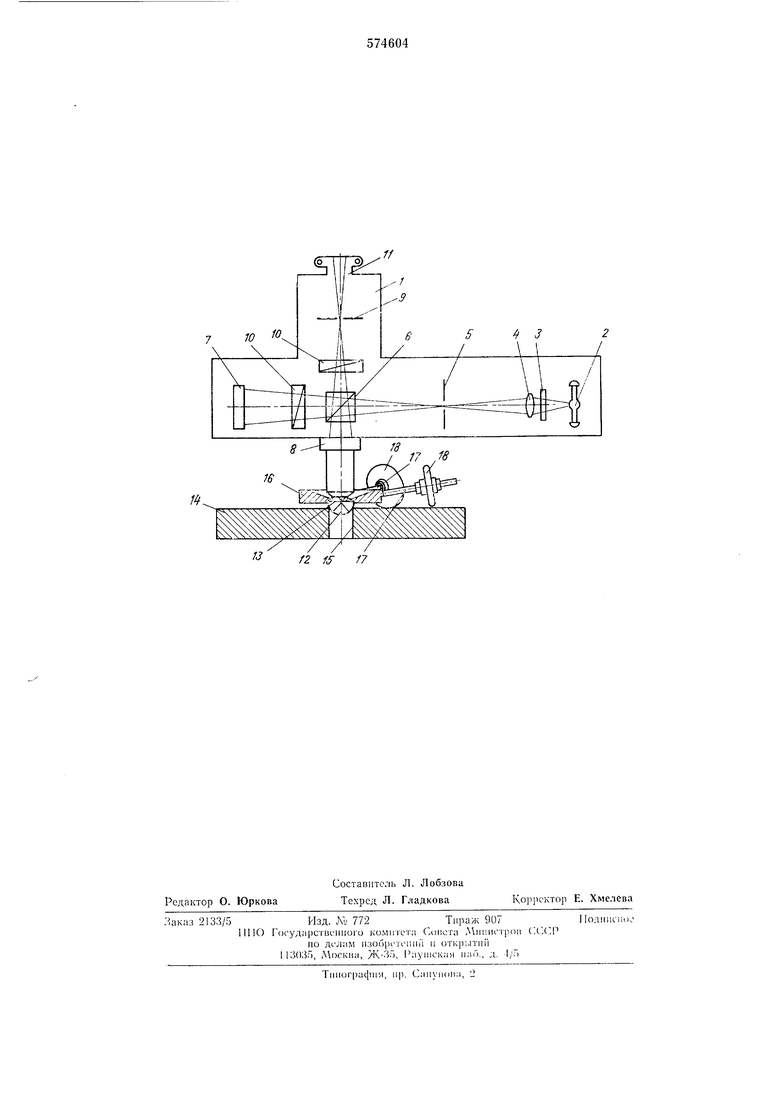
На чертеже приведено схематическое изображение устройст1ва для осуществления предлагаемого способа контроля формы детали, а именно полусферической линзы, являющейся заготовкой для зеркал микроинтерферо,метров.
Устройство содерл ;ит интерфе,рометр 1, который включает s себя осветитель, состоящий из источиика 2 света, светофильтра 3 и конденсатора 4, интерферометрическое устройство, состоящее из входной диафрагмы 5,- светоделительного кубика 6, образцового зеркала 7, высокоапертурного объектива 8, выходной диафрагмы 9 и поляризатора 10, устройство И регистрации интерференционной картины, вьгполиениое в виде фотокамеры. На чертеже изображена также испытуемая линза 12, отделенная слоем иммерсионной жидкости 13 от объектива 8 и установленная на жесткую опору 14 в отверстие 15. Линза 12 закреплена в оправе 16, имеющей две жесткие оси 17, расположенные под углом 60-90° друг к другу, иа которых находятся колесики 18.
Предлагаемый способ осуществляется следующим образом.
Испытуемую линзу 12 в оправе 16 помещают на л есткую опору 14 так, что контролируемая поверхность линзы соприкасается с краем отверстия 15, затем на линзу иомеи1ается иммерсионная жидкость 13, и |па центр кривизны
контролируемой поверхности фокусируется объектив 8. При этом образуется картина интерференции между образцовым пучколт, отраженным от зе|)кала 7, и рабочим пучком, отрс1же11Н 1.м от сферической iioiiepxiiOCTii лин3j i 12, н)иче.м для выравнивания интеисивностей пучков с |целью повышения контраста интерференционной картины использованы поляризаторы 10. Эту картину фотографируют с
помощью устройства 11 регистрации, затем поворачивают линзу вокруг оптической оси на угол 90-180° и снова фотографируют интерференционную картину, затем наклоняют линзу 12, не отрывая ее опоры, поднимая одну из
осей 17, и в третий раз фотографируют интерференционную картину, а затем сравнивают изображения и выявляют различия между фотографическими изображения.ми интерфереиционных картин. При поворотах лпнзы 12 вокруг оптической оси колесики 18 обкатываются ло ПЛОСКОЙ поверхности опоры 14.
При.менение высокоаиертурного объектива 8 позволяет контролировать иочти всю поверхность целико.м. Вместо фотографического сиособа регистрации искажений может быть применен фотоэлектрический. Опора 14 может иметь не отверстие, а три высту.па, иа которые должна ложиться контролируемая поверхность, при этоМ существенны не форма и расположение выступов, а только невозможность детали соскользнуть с них. Для предотвращения повреждений контролируемой поверхности материал опоры должен быть менее твердым, чем материал детали.
.
Формула изобретения
Способ коитроля формы полированной сферической поверхности детали, заключающийся в том, что устанавливают испытуемую деталь
в интерферо.метре, имеющем объектив в рабочей ветви, фокусируют обектив на центр кривизны контролируемой поверхности, отличающийся тем, что, с -целью повышения точности и упрощения процесса контроля, испытуемую деталь, не закрепляя, устанавливают контролируемой поверхностью на жесткую онору, а после фокусировки обектива иа центр кривизны контролируемой новерхности поворачивают деталь относительно этой оиоры и
регистрируют измеиение интерференционной картины, по которому судят о форме детали.
f2 ff /7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля формы поверхностишАРиКОВыХ лиНз | 1979 |
|
SU800627A1 |
| ИНТЕРФЕРОМЕТР | 1973 |
|
SU403949A1 |
| Интерферометр для контроля формы выпуклых сферических поверхностей | 1980 |
|
SU1026002A1 |
| ИНТЕРФЕРОМЕТР С ОБРАТНО-КРУГОВЫМ ХОДОМ ЛУЧЕЙ ДЛЯ КОНТРОЛЯ ФОРМЫ ВОГНУТЫХ СФЕРИЧЕСКИХ И АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1979 |
|
SU786471A1 |
| СПОСОБ ИНТЕРФЕРОМЕТРИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ФОРМЫ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2263279C2 |
| Интерферометр для контроля формы выпуклых сферических поверхностей оптических деталей | 1985 |
|
SU1249322A1 |
| Интерферометр для контроля оптических поверхностей вращения | 1988 |
|
SU1548663A1 |
| Интерферометр для контроля вогнутых сферических поверхностей | 1980 |
|
SU920367A1 |
| Интерферометр для контроля формы поверхности выпуклых сферических деталей | 1988 |
|
SU1610248A1 |
| ИНТЕРФЕРОМЕТР ДЛЯ КОНТРОЛЯ ФОРМЫ ВЫПУКЛЫХ ГИПЕРБОЛИЧЕСКИХ ЗЕРКАЛ | 2017 |
|
RU2649240C1 |