1
Изобретение относится к области обработки металлов давлением и предназначено преимущественно для резки горячего металла в условиях прокатного производства и установок непрерывной разливки стали.
Известна вертикальная импульсная машина для резки проката, содержащая щарнирно закрепленную на штоке пневмоамортизатора раму, в нижней поперечине которой смонтированы привод и рабочий цилиндр с плунжером, несущим нож, а в верхней поперечине установлен пневмоцилиндр с поршнем, на щтоке которого закреплен второй нож, при этом штоковая полость пневмоцилиндр а выполнена герметичной и заполнена сжатым воздухом 1.
Однако в момент полного внедрения ножей в прокат происходит отделение мерной заготовки от него и перемещения ударных частей машины в этот момент отсутствуют. В дальнейшем рама машины под действием давления сжатого воздуха в пневмоамортизаторе начинает возвращаться в исходное положение. Продукты сгорания, находящиеся под плунжером, имеют еще достаточно высокое давление и не дают плунжеру некоторое время опуститься в рабочий цилиндр.
Он совместно с рамой и зажатыми между ними верхней поперечиной, отрезанной заготовкой и подаваемым прокатом движется
2
вверх. При этом происходит искривление разрезаемых заготовок, чем значительно ухудН1ается один из важных параметров качества заготовки - прямолинейность ее продольной оси.
Целью изобретения является улучшение качества проката.
Это достигается тем, что иоршиевая полость пневмоцилиндра соединена со штоковой полостью пневмоамортизатора.
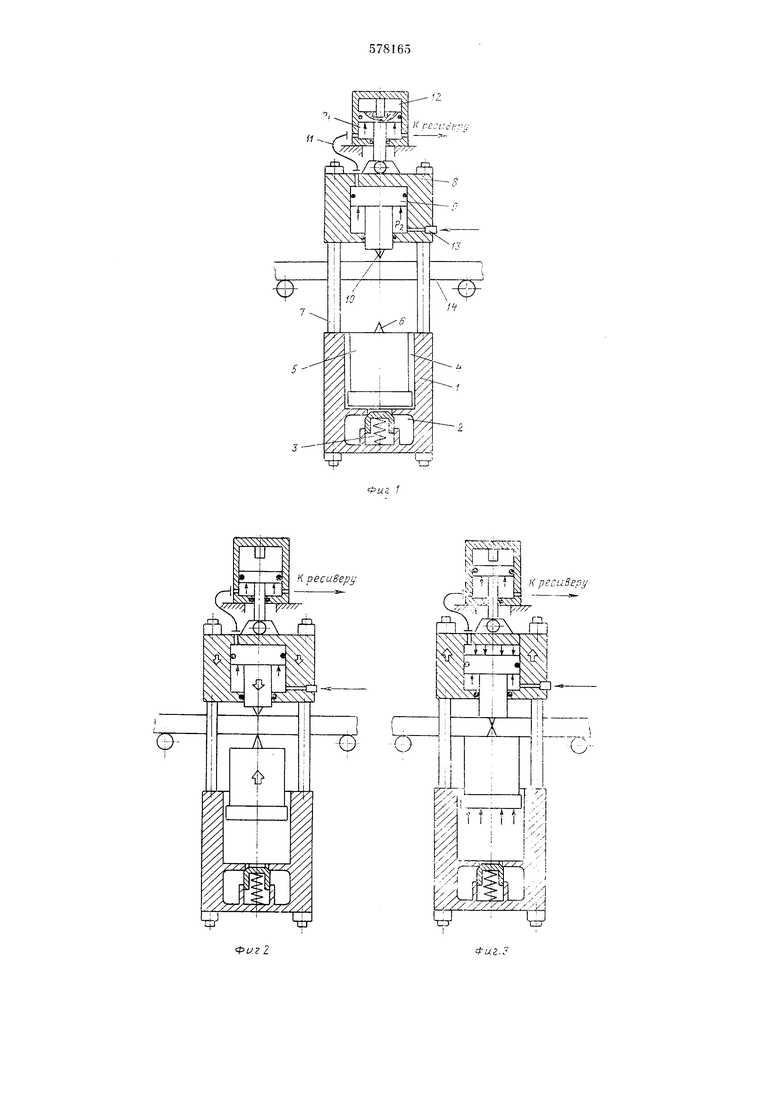
На фиг. 1 представлена предлагаемая импульсная машина н исходном положении, разрез; на фиг. 2 - машина п момент разгона ее ударных частей и иодлета их к разрезаемому прокату, общий вид; на фиг. 3- то же, в момент, следующий за разрезанием проката, общий вид.
Вертикальная импульсная машина для резки проката включает в себя размещенный в поперечине 1 нрнвод, состоящий из камеры сгорания 2 с запирающим устройством 3, рабочего цилиндра 4, в который входит илунжер 5 с нижним ножом 6. С помощью колонн 1 поперечина 1 жестко связана с понгречиной 8, снабженной нневмоцилиндром с размещенным в нем поршнем 9, несущим верхний нож 10. Поршневая полость пневмоцилиндра каналом 11 соединена с пневмоамортизатором 12, а герметичная штоковая полость пневмоцилиндра через зарядный штупор 13 ,,4iieiia сжатым воздухом, отжимающим поршень 9 г краГшсс верхнее положение. В рабочем проетранстве между колоннами 7 расположен разрезаемый прокат 14.
Работает вертикальная имнульсная машина для резки проката следующим образом.
Камера сгорания 2 герметизируется запирающим устройством 3 и затем наполняется газовоздущной смесью, которая при поджоге горит с повышением давления. При достижении заданного давления запирающее устройство 3 перепускает продукты сгораиия в рабочий цилиндр 4 под плунжер 5 с нижним ножом 6. Под действием давления продуктов сгорания плунжер 5 с нижним ножом 6 движется в направлении разрезаемого проката 14. Поперечина 8 с размещенным в ней нневмо цилиндром с поршнем 9, несущим верхний нож 10, также движется в направлении разрезаемого проката 14 (см. фиг. 2).
При этом давление PI в пнев.моамортизаторе 12 и степень повышения давления б в нем, давление PZ В пневмоцилиндре и масса т лоршня 9 выбираются такими, что в исходном положении и в период разгона поперечины 8, когда на поршень 9 действует направленная «вверх инерциоппая сила, поршень 9 находится в крайнем верхнем положении, иренятствуя перетеканию сжимающегося в пневмоамортизаторе 12 воздуха в поршневую полость иневмоцилиидра. К моменту полного разрезания проката И инердионная сила, действующая на поршень 9, близка или равна нулю.
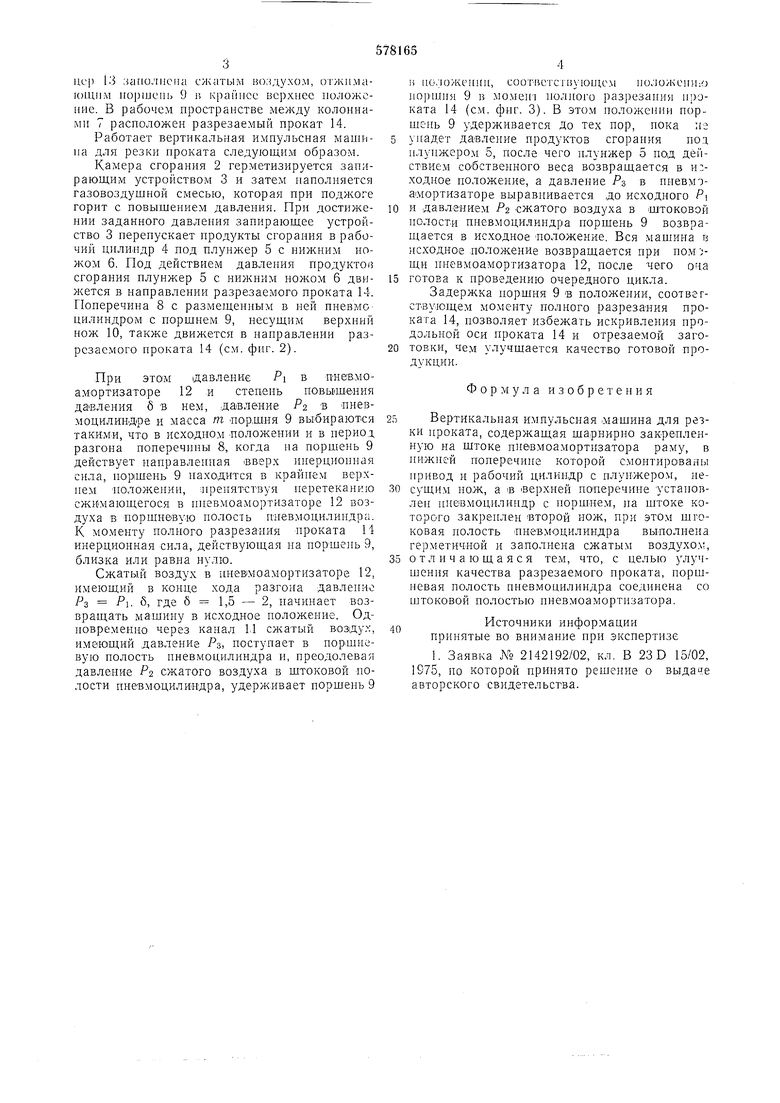
Сжатый воздух в ннев моамортизаторе 12, имеюш.ий в конце хода разгона давление РЗ PI, 8, где б 1,5 - 2, начинает возвращать машину в исходное положение. Одновременно через канал 11 сжатый воздух, имеющий давление РЗ, поступает в поршневую полость пневмоцилиндра и, преодолевая давление PZ сжатого воздуха в штоковой полости пневмоцилиндра, удерживает поршень 9
15 положении, соответствуюп1,ем положешьо поршня 9 в момен нолного разрезания проката 14 (см. фиг. 3). В этом положении порщень 9 удерживается До тех пор, нока из
упадет давление продуктов сгорания под плунжером 5, после чего плунжер 5 под действием собственного веса возвращается в исходное положение, а давление Яз в пневмэа мортизаторе выравиивается до исходного PI
и давлением PZ -сжатого воздуха в штоковой полости пневмоцилиндра поршень 9 возвращается в исходное Положение. Вся мащина в исходное лоложение возвращается при помощи пневмоамортизатора 12, после чего она
готова к проведению очередного цикла.
Задержка поршня 9 в положении, соотвегствующем моменту нолного разрезания проката 14, позволяет избежать искривления продольной оси проката 14 и отрезаемой заготонки, чем улучшается качество готовой продукции.
Формула изобретения
Вертикальная импульсная .машина для резки проката, содержащая шарпирно закренленную на штоке пневмоамортизатора раму, в пижней поперечине которой смонтированы нривод и рабочий цилиндр с плупжером, песущим нож, а iB верхней полеречипе устаповлеп иневмоцилиндр с норщлем, на штоке которого закренлен -второй нож, при этом шгоковая полость лневмоцилиндра выполнена герметичной и заполнена сжатым воздухо.:, о т л н ч а ю щ а я с я тем, что, с целью улучшения качества разрезаемого проката, поршневая полость нневмоцилиндра соединена со штоковой полостью нневмоамортизатора.
Источники информации принятые во внимание при экспертизе
1. Заявка Л 2142192/02, кл. В 23 D 15/02, 1975, но которой принято решение о выдаче авторского свидетельства.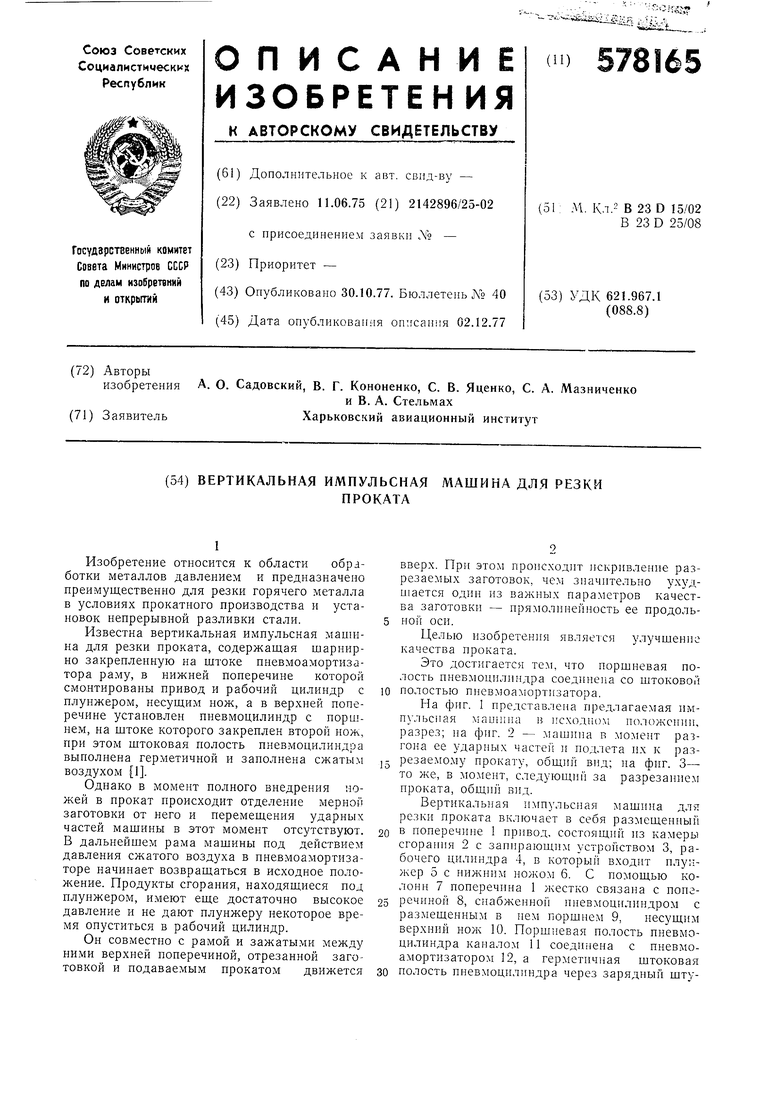
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПУЛЬСНЫЙ ВОДОМЕТ | 1990 |
|
SU1780363A1 |
| Пневматическое устройство ударного действия | 1970 |
|
SU538826A1 |
| Импульсная машина для резки движущегося горячего проката | 1977 |
|
SU737141A1 |
| Высокоскоростная машина для резки проката | 1976 |
|
SU633679A1 |
| СИСТЕМА КОНЦЕНТРАЦИИ И ПРЕОБРАЗОВАНИЯ ЭНЕРГИИ В ДОПОЛНИТЕЛЬНУЮ ЭНЕРГИЮ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2006 |
|
RU2320880C1 |
| ПНЕВЛЮУДАРНИК | 1972 |
|
SU351690A1 |
| ВАКУУМФОРМОВОЧНАЯ МАШИНА | 1966 |
|
SU177604A1 |
| Устройство для разрезания гаек | 1987 |
|
SU1518090A1 |
| Стенд для испытания изделий на удар | 1982 |
|
SU1019250A1 |
| Ручное устройство для сборки | 1987 |
|
SU1447515A1 |