1
Изобретение относится к контрольно-измерительной технике и моусет быт использовано в металлургической промышленности для получения оперативно информации, например о длине и количестве прокатываемых иэдели г.
Известно устройство для автоматического счета прокатываемых изделий, содержащее каналы счета длины и счета количества изделий, датчик наличия изделия, блоки преобразования и формирования импульсов и счетчики с выходными приборами 1.
Однако это устройство обеспечивае получение только общей информации, без исключения из ее состава информации по некондиционным изделиям.
Наиболее близким по технической сущности к изобретению является многоканальное вычислительное устройство, содержащее блок пуска, блок частотного датчика, два счетчика/ олок здания нормативного параметра, управляемый генератор и четыре элемента И, причем первый вход первого элемента И соединен с первым выходом блока пуска, второй выход которого подключен к блоку частотного датчика, выход первого элемента И соединен с первым входом управляемогог reнератора, выход которого подключен к первому сигнальному входу второго элемента И и первому входу блока задания нормативного параметра, выход которого соединен с первыми входами третьего и четвертого элементов И, выход второго элемента И связан со входом первого счетчика. Это устройство принимает и обрабатывает информацию с блока частотного датчика в течение заданного с блока пуска времени 2.
Однако оно не позволяет производить избирательное (по задаваемому нормативному параметру) измерение длины и количества прокатываемых изделий, вследствие чего не быть применено для разбраковки издел по длине в процессе производства и для учета выхода готовых изделий, соответствующих, принятым нормам.
Целью изобретения является расширение функциональных возможностей устройства за счет увеличения числа измеряемых параметров.
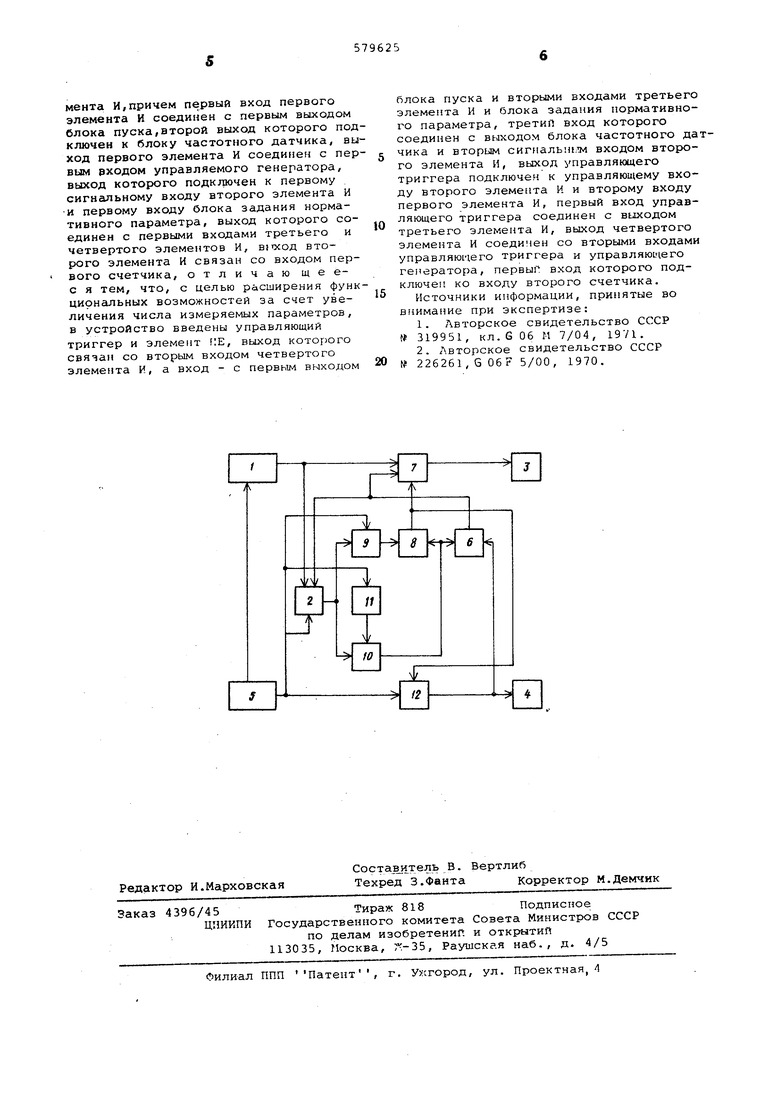
Для этого в устройство введены управляющий триггер и элемент НЕ, выход которого связан со вторым входом четвёртого элемента И, а вход - с первым выходом блока пуска и вторыми входами третьего, элемента И и блока задания нормативного параметра,третий вход которого соединен с выходом блока частотного датчика и вторым сигнальным входом второго элемента И,выход управлякндего триггера подключен к управляющему входу второго элемента И и второму входу первого элемента И,первый вход управляющего триггер соединен с выходом третьего элемента И, выход четвертого элемента И соеди нен со вторыми входами управляющего триггера .и управляемого генератора, первый вход которого подключен ко вхо ду второго счетчика. На чертеже представлена блок-схема предлокенного устройства. Устройство содержит блок 1 частотн го датчика, соединенный с ним блок 2 задания нормативного параметра, счет чики 3,4,блок пуска 5,управляемый ге нератор 6, элемент И 7, управляющий триггер 8, элементы И 9,10, элемент Е 11 и элемент И 12. Блок 1 частотного датчика выполнен из последовательно соединенных датчика перемещения изделия,формирователя импульсов и преобразователя масштаба. Блок 2 задания нормативного параметра содержит узел ввода и хранения кода нормативного параметра, счетчик импульсов, схему сравнения кода нормативного параметда и количества импульсов в и формирователь импульса равенства, Т.лок пуска 5 образован датчиком нал чия в зоне измерения изделия и форми рователем импульсов управления. Устройство работает следующим обра зом. Перед началом измерения изделий в блоке 2 задания нормативного параметр устанавливают число, равное минималь ному допустимому значению параметра, например длины ntin устанавлива счетчики 3 и 4 в пулевое состояние. В начале измерения, когда первое изделие поступает в зону измерения, выходе блока 5 формируется сигнал, который разрешает выдачу с блока 1 масштабированных соответственно принятой единице измерения длины импуль сов на входы элемента 7 И и блока 2, а такхсе открывает элемент И 9, закры вает элемент И 10 (через элемент нЕ и подготавливает к работе блок 2. Импульсы с блока I частотного датчика через элемент И 7 не проходят, (Так как управляющий триггер 8 находится в состоянии О и на его выходе сигнал отсутствует, но проходят в блок 2, где отсчитываются и сравниваются с заданным числом ,- момент совпадения величины установки , с количеством поступивших импульсов на выходе блока 2 формируется сигнал который через открытый элемент И 9 переводит триггер 8 в состояние l обеспечивая тем самым отпирание элементов И 7 и 12. Импульсы с блока J начинают через элемент И 7 проходить на счетчик 3, измеряющи фактически суммарную длину кондиционных изделии. Этот установившийся процесс продолжается до момента выхода конца изделия из зоны действия блока 5.В этот момент прекращается выдача импульсов с выхода блока 1, закрывается элемент И 9, открывается элемент И 10 (через элемент НЕ 11),и блок 2 подготавливается к приему импульсов с генератора 6.Одновременно через открытый элемент И 12 импульс проходит на счетчик 4, измеряющий количество кондицио П1ых изделий, запуская такге генератор 6, которы начинает вырабатывать импульсы, проходящие через открытый элемент И 7 на счетчик 3 и в блок 2. Когда количество поступивших импульсов сравняется с заданным числом , на выходе блока 2 формируется импульс, который через открытый элемент И 10 устанавливает генератор 6 и триггер 8 в исходное состояние. На этом измерение и учет одного кондиционного изделия заканчивается. Нри прохождении некондиционного изделия в блок 2 с выхода блока 1 поступит меньшее количество импульсов, чем заданное, равное Pfriiti Елок 2 задания не сформирует на своем выходе импульс до окончания измерения изделия. Триггер 8 во время измерения такого изделия останется в состоянии о , удер хивая элементы И 7 и 12 в закрытом состоянии. Информация в счетчики 3 и 4 о г{екондиционном изделии не поступит. Благодаря отсеиванию в процессе измерения информации об изделиях,размеры которых меньц1е заданного нормативного параметра, устройство позволяет получать достоверные, относящиеся только к кондиционной продукции данные при учете выхода готовой продукции на сорто- и трубопрокатных станах без дополнительных и непроизводительных затрат труда. Фyикциoнaльн Ie возможности устройства такгсе позволяют успешно применить его в линиях разбраковки проката по длине. Формула изобретения Устройство для автоматического счета параметров, содерпащее блок пуска, блок частотного датчика, два счет-чика,блок задания нормативного параметра , управляемыми reHCp-iTotj и э.и.мента И,причем первый вход первого элемента И соединен с первым выходом блока пуска,второй выход которого подключен к блоку частотного датчика, выход первого элемента И соединен с первым эходом управляемого генератора, выход которого подключен к первому сигнёшьному входу второго элемента И и первому входу блока задания нормативного параметра, выход которого соединен с первыми входами третьего и четвертого элементов И, aiotoA второго элемента И связан со входом первого счетчика, отличаю щеес я тем, что, с целью расширения функциональных возможностей за счет увеличения числа измеряемых параметров, в устройство введены управляющий триггер и элемент (IE, выход которого связан со вторым входом четвертого элемента И, а вход - с первым выходом
блока пуска и вторыми входами третьего элемента И и блока задания нормативного параметра, третип вход которого соединен с выходом блока частотного дачика и вторым сигналыи;1м входом второго элемента Н, выход управляющего триггера подключен к управляющему входу второго элеме 1та И и второму входу первого элемента И, первый вход управляющего триггера соединен с выходом третьего элемента И, выход четвертого элемента И соединен со вторыми входами управляющего триггера и управляю1чего генератора, первый вход которого подключен ко входу второго счетчика.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 319951, кл.G 06 М 7/04, 1971.
2.Авторское свидетельство СССР № 226261,G06F 5/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки и передачи информации учета товарной нефти | 1975 |
|
SU590757A1 |
| Устройство для контроля и отбраковки движущихся изделий по длине | 1979 |
|
SU937994A1 |
| Устройство для допускового контроля | 1986 |
|
SU1668982A1 |
| Устройство для обработки и передачи информации учета товарной нефти | 1980 |
|
SU898441A2 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| УСТРОЙСТВО МОДЕЛИРОВАНИЯ НЕПРЕРЫВНОЙ СЛУЧАЙНОЙ ВЕЛИЧИНЫ ПО ГИСТОГРАММЕ | 2004 |
|
RU2287177C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ НАГРУЖЕНИЕМ ПРИ ПРОГРАММНЫХ ИСПЫТАНИЯХ МЕХАНИЧЕСКИХ КОНСТРУКЦИЙ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ | 2007 |
|
RU2365963C2 |
| Гистерезисный электропривод | 1984 |
|
SU1261078A1 |
| Устройство для счета метража и определения теоретической массы проката | 1981 |
|
SU955096A1 |
| УСТРОЙСТВО ДЛЯ СИГНАЛИЗАЦИИ ОТКЛОНЕНИЙ ПАРАМЕТРОВ ПРИ ДОПУСКОВОМ КОНТРОЛЕ | 2016 |
|
RU2617982C1 |
