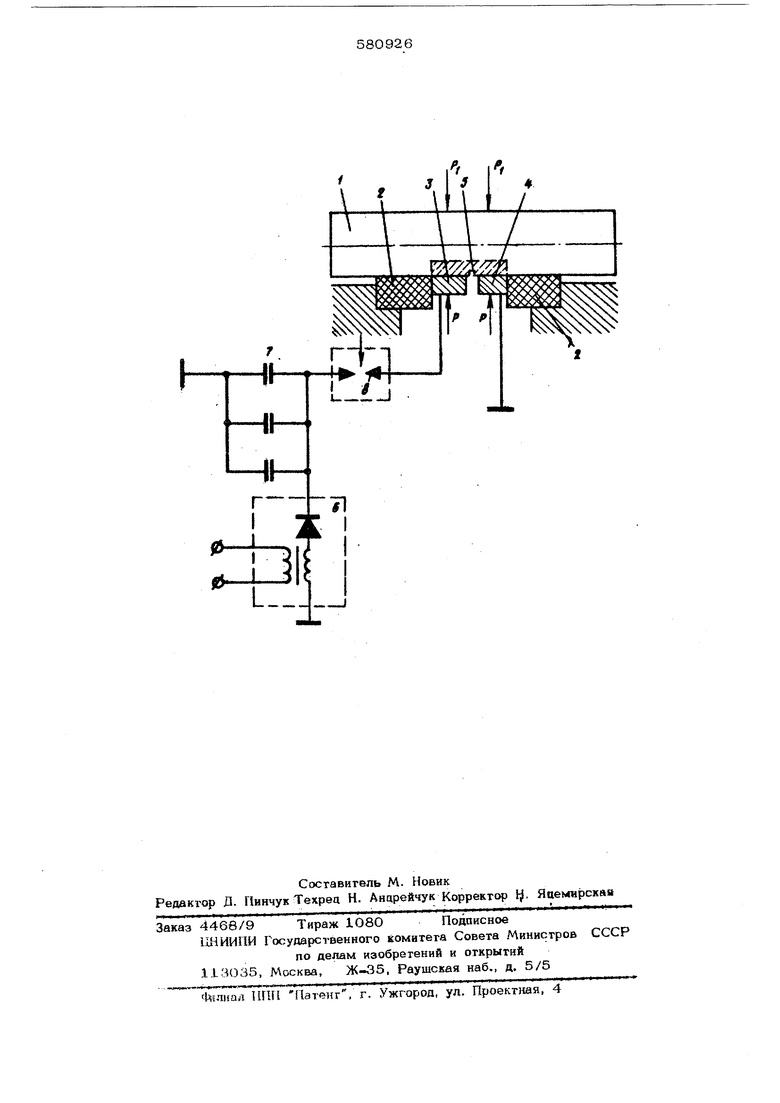
Изобретенве относится к машиностроению в можег быгь использовано в заготовитет ных цехйх для разделения стального проката на мерные заготовки. Известный способ разделения стального проката, при котором производят предвар тельный надрез механическим путем и иоаледуюшую ломку при | помощи силового воздействия, требует большой мощности оборудования для ломки проката . В предложенном способе с целью снижения мощности оборудования для ломки npxsката после нанесения механического надреза по надрезу прсилускают ток. Кроме того, по надрезу пропускают последова тельную серию импульсов тока. Способ поясняется чертежом. Способ разделения проката . на мерные заготовки осуществляют следующим обра зом. Прокат 1 укладывают на изоляторы 2, прижимают и полукольцам 3, 4 силой Р. и наносят на нем лезвийным инструмен том (на чертеже не показан) предварительный надрез 5. От генератора 6 импульсов тока, систему конденсаторов 7 через раэрядник 8 йо предварительному надрезу 5 ропускают импульс тока. Образующиеся при этом силовые и тепловые поля вьтлав- пяют, углублиоу дно надреза и инициируют в нем трещину, после чего прокат силовым воздейсгвеем разделяют в месте надреза на мерные заготовки. В случае резки металлов серией последовательных импульсов тока генератор импульса тока отключают тогда, когда доо тигается {необходимая глубина реза или полный раскрой проаага. Пример. Осуществляют ломку пластин из стали марок 2О, 45, 6О Г, сечением до 40О мм . Предварительный надрез глубиной 2 мм с радиусом кривизны в вершине 0,2 мм наносят лезвийным инструментом. Параметры импульса тока (длительность и амплитуда) определяют из условий известного в практике получения сверхсиль ных магнитных, полей отрицательного эффекта пилы, который заключается в том, что при пропускании i импульса тока по
соленоиду радиусом .а. темперагура на вну. тренней поверхности при а / if-«1 {где ff - величина скив-слоя) превышает точку плавления, что .ведег к надрезу соленоида и его разрушению.
Оценка /амплитуды тока с учетом величины скин-слоя о 2 мм (условие а/о О, выполняется) показывает, что для ДОС тижения выплавления и углубления надреза плотность тока д должна быть
йорядка , а длительность 2ОО-ЗОО мксек.
Устойчивое выплавление и углубление
надреза достигается при 4 4-10 А/см .
Непрерывную резку пластин из стали
осушествляют при частоте следования им- пульсов тока 2 Гц и тех же параметрах тока.
Образование трещины под действиек импульсного тока в основном определяют тепловым механизмом. Так, вследствие по глощения электрической энергии плотностью
от О
более j Л/см в таком слое ме,галла, лимитированном величиной скин-слоя Р 2 мм, начинает действовать мощный
тепловой источник, нагревающий дно надреза со скоростью более 10 - 1О град/с до температуры пл1авления. /1ри этом тепловая энергия не успевает рассеяться, а плотность локализуется в гонком слое надреза, что вызывает мощноё термоупругое поле,а следовательно, и высокую скорость термоупругого деформирования, при которой происходит охрупчивание и зарождение трещин. Трещины длиною до 2 Мм образуются в кончике предварительного надреза при плотности гока .сыше 640 А/см и дли тельности импульса 10О-300 мксек..
Таким образом, используя отрицательный эффект пилы по новому назначению и новому сочетанию с известными операциями нанесения механического надреза и после-
дуюшегс силового разделения проката на мерные заготовки, можно получить ряд новых положительных эффектов:
при холодной .ломке проката существенно повысить производительность и стойкость режущего инструмента за счет уменышения глубины механического надреза в 2-3 раза;
резко увеличить концентрацию напряжений в вершине механического надреза вследствие образования трещины в кончике надреза, а следовательно, снизить работу разрушения проката на 30-40%, что в свою очередь уменьшает энергоемкость силового оборудования;
.с§рией последовательных импульсов тока достичь в прокате в месте предварительногс 1механического надреза любой глубины концентратор, т.е. в ряде случаев исключить из известного способа операции силового воздействия на прокат.
Формула изобретения
1,Способ разделения стального проката, при котором производят предварительный надрезу механическим путем и последующую ломку при помощи силового .воздействия, отличающийся
тем, что, с целью снижения мощности оборудования для ломки проката, после нанесения механического надреза по надрезу пропускают ток.
2.Способ по п. 1, отличающ и ис я тем, что по надрезу пропускают последовательную серию импульсов тока.
Источники информации, принятые во внимание при экспертизе:
1. Жуков Г. Г. Механизация и автоматизация заготовительных операций в машино строительных заводах М., Машиностроение 1968. с. 55.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения электропроводящих материалов | 1980 |
|
SU941087A1 |
| Способ ломки проката | 1979 |
|
SU863204A1 |
| Способ разделения круглых заготовок | 1989 |
|
SU1773590A1 |
| СПОСОБ РАЗДЕЛКИ НА ЛОМ СЛОЖНЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1992 |
|
RU2041773C1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛА НА ЗАГОТОВКИ | 1995 |
|
RU2074793C1 |
| УСТАНОВКА ДЛЯ УПРАВЛЯЕМОГО ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ МАТЕРИАЛОВ | 1995 |
|
RU2074792C1 |
| Способ ломки проката | 1990 |
|
SU1796364A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРОКАТА | 1989 |
|
RU2025230C1 |
| СПОСОБ ЛОМКИ ПРОКАТА | 1991 |
|
RU2025232C1 |
| Способ ломки проката | 1976 |
|
SU833340A1 |