Изобретение может быть использовано в заготовительном производстве нри разделении черных и цветных металлов но сложной траектории.
Известны способы разделения металлического проката il, состоящие в том, что на ломаемый прокат наносят концентратор напряжений, затем при помощи силового воздействия производят ломку.
Основным недостатком способа являются низкая производительность и стойкость режущего инструмента, слабая эффективность механического надреза, как концентратора напряжений, а также большая мощность силового оборудования.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ разделения стального проката на мерные заготовки 2, при котором на матери1але производят надрез и пропускают по материалу вблизи надреза через ТОКОВВ01ДЫ электрический ток.
Недостатком данного способа является невозможность управления траекторией резки металлических материалов.
Цель изобретения - обеспечение разделения электропроводящих материалов по наперед заданной сложной траектории.
Цель достигается тем, что в способе, при котором на материале производят надрез и пропускают по материалу вблизи надреза, яерез токовводы электрический ток, токовводы в процессе резки перемещают по разрезаемому материалу и размещают их 5 на линии, перпендикулярной к траектории реза, при этом по материалу вблизи надреза пропускают импульсы электрического TOKia.
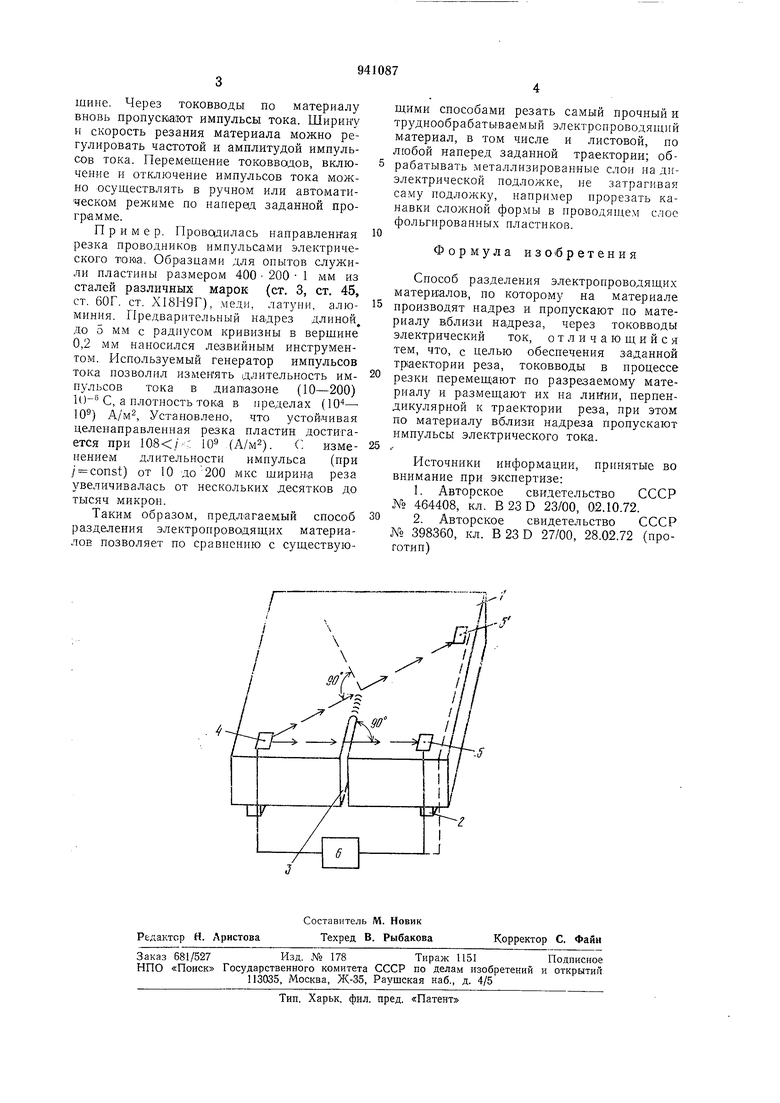
Сущность изобретения поясняется чер10 тежом.
Электропроводящий материал 1 укладывают на изоляторы 2 и наносят на нем лезвийным или другим инструментом надрез 3, по обе стороны от надреза устанавливают токовводы 4 и 5 так, итобы прямая, проходящая через их центры, пересекала надрез под прямым углом. Затем от источника питания 6 через токовводы по материалу пропускают импульсы тока, амплитуду и длительность которых выбирают достаточными для выплавления металла в вершине надреза. Электрическую резку продолжают до места, в котором траектория реза должна изменить свое направление. Затем один из токовводов, например токоввод 5, или оба токоввода перемещают но изделию и устанавливают так, чтобы прямая линия, соединяющая центры токовводов, была перпендикулярной к
30 требуемому направлению реза в его вершине. Через токовводы по матери.алу вновь пропускают импульсы тока. Ширину и скорость резания материала можно регулировать частотой и амплитудой импульсов тока. Перемещение токоввадов, включение и отключение импульсов тока можно осуществлять в ручном или автоматическом режиме по наперед заданной программе.
Пример. Проводилась направленная резка проводников импульсами электрического TOKia. Образцами для опытов служили пластины размером 400 200 1 мм из сталей различных марок (ст. 3, ст. 45, ст. 60Г. ст. Х18Н9Г), .меди, латуни, алюминия. Предварительный надрез длиной, до 5 мм с радиусом кривизны в вершине 0,2 мм наносился лезвийным инструментом. Используемый генератор импульсов тока позволил изменять длительность импульсов тока в диапазоне (10-200) 10- С, а плотность тока в пределах (Ю- 10®) А/м, Установлено, что устойчивая целенаправленная резка пластин достигается при 10 (А/м2). С. изменением длительности имнульса (при / const) от 10 до 200 МКС ширина реза увеличивалась от нескольких десятков до тысяч микрон.
Таким образом, предлагаемый способ разделения электропроводящих материалов позволяет по сравнению с существующими способами резать самый прочный и труднообрабатываемый электропроводящий м.атериал, в том числе и листовой, по любой наперед заданной траектории; обрабатывать металлизированные слои на диэлектрической подложке, не затрагивая са.му подложку, например прорезать канавки сложной фор.мь в проводящем слое фольгированных нластиков.
Формула изо бретения
Способ разделения электропроводящих матери;алов, по которому на материале производят надрез и пропускают по материалу В|близи надреза, через токовводы электрический ток, отличающийся тем, что, с целью обеспечения заданной траектории реза, токовводы в процессе резки перемещают по разрезаемому материалу и размещают их на линии, перпендикулярной к траектории реза, при этом по материалу вблизи надреза пропускают импульсы электрического тока.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР дро 464408, кл. В 23 D 23/00, 02.10.72.
2.Авторское свидетельство СССР №. 398360, кл. В 23 D 27/00, 28.02.72 (проготип)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения электропроводящих материалов | 1985 |
|
SU1306669A2 |
| Способ разделения стального проката | 1975 |
|
SU580926A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206525C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206526C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206527C2 |
| СПОСОБ РАЗДЕЛКИ БОЕПРИПАСА | 2004 |
|
RU2270976C1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2383500C2 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 1993 |
|
RU2087274C1 |
| Способ изготовления образцов для механических испытаний | 1986 |
|
SU1412915A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2206528C2 |
г
/
/
