1
Изобретение относится к трубному производству и может эффективно использоваться в механизированных и а томатизированных линиях навертывания соединительной арматуры (муфт и ниппелей) на трубы, например бурильные. В связи со значительным расширением добычи нефти и газа и с увеличением глубины бурения скважин возрастает потребность в высокопрочных муфтовых соединениях обсадных и бурильных тру
Изобретение также может быть использовано в механизированных и автоматизированных поточных линиях трубоотделки трубопрокатных цехов, осуществляющих навр.ртывание муфт и колец на резьбовые концы труб для предохранения их от повреждения при транспортировании и хранении.
Известны головки, в корпусе которых расположены элементы захвата и компенсатор J
Известная головка не обеспечивает возможности захвата деталей, наприме труб, разного диаметра, что сужает технологические возможности оборудования .
С целью расширения технологических возможностей предлагаем-1Я головка снабжена радиально расположенными
в корпусе регулируемыми стаканами, в которых смонтированы элементы захвата, выполненные в виде шариков и подпружиненных тарелей, имеющих уклон в
диаметральной плоскости головки, предназначенный для воздействия на шарик
На фиг. 1 изображена описываемая головка, общий вид; на фиг. 2 - раз рез А-А на фиг. 1; на фиг. 3 - разреЬ
Б-Б на фиг. 1; на фиг. 4 - разрез В-р на фиг. 2.
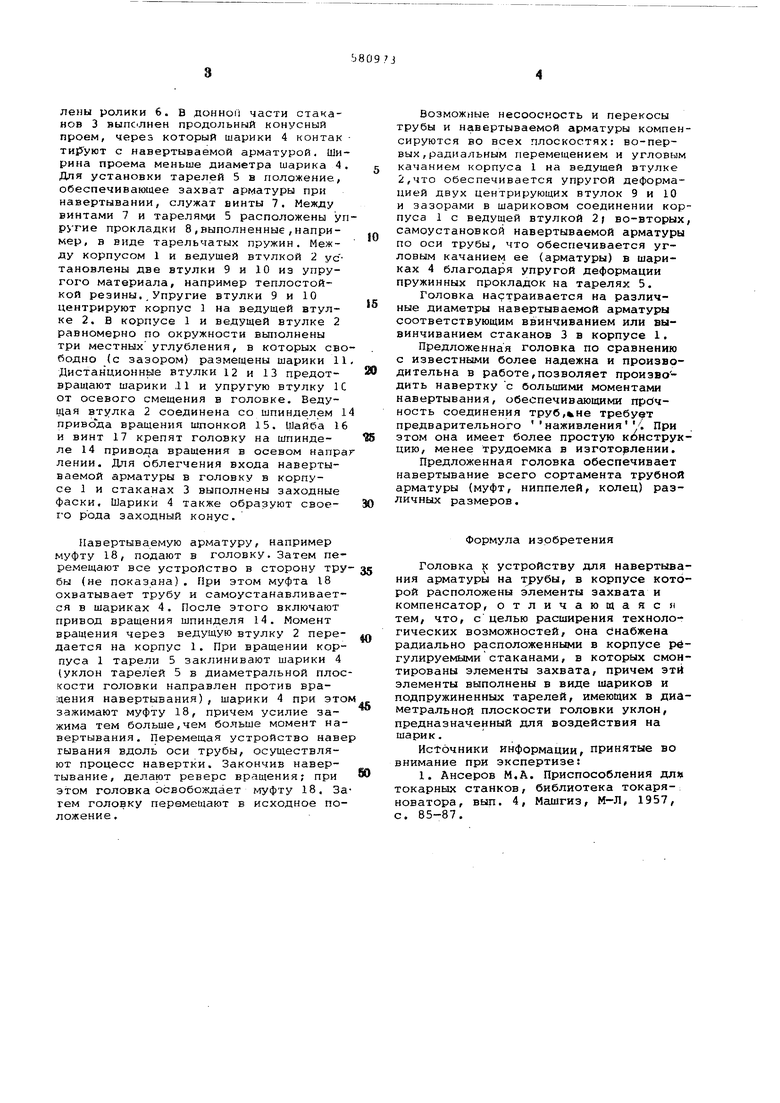
Головка к устройству для навертыв ния арматуры на трубы, например муфт| и ниппелей, содержит корпус 1, вшюлненный в виде обоймы, и ведущую втулг ку 2. в трех резьбовых отверстиях корпуса 1, расположенных равномерно по его окружности, установлены с возможностью регулирования в радиальном на правлении резьбовые стаканы 3, В канах 3 расположены элементы захвата; в частности шарики 4 и гарели 5.Плоскости тарелей 5, взаимодействующие с шариками 4, имеют уклон в диаметральной плоскости головки 1. Такое положение наклонной плоскости тарели 5 обеспечивается установкой стакана 3 по соответствующей метке на корпусе 1. Для предотвращения проворачивания тарелей 5 в стакане 3 ycTaiioiaлены ролики 6. В донной части стаканов 3 выпслнен продольный конусный проем, через который шарики 4 контак THfTyioT с навертываемой арматурой. Ширина проема меньше диаметра шарика 4. Для установки тарелей 5 в положение, обеспечивакмдее захват арматуры при навертывании, служат винты 7. Между винтами 7 и тарелями 5 расположены уп Р5.гие прокладки 8,выполненные , например, в виде тарельчатых пружин. Между корпусом 1 и ведущей втулкой 2 установлены две втулки 9 и 10 из упругого материала, например теплостойкой резины. Упругие втулки 9 и 10 центрируют корпус 1 на ведущей втулке 2. В корпусе 1 и ведущей втулке 2 равномерно по окружности выполнены три местных углубления, в которых сво бодно (с зазором) размещены шарики 11 Дистанционные втулки 12 и 13 предотвращают шарики 11 и упругую втулку 1C от осевого смещения в головке. Ведущая втулка 2 соединена со шпинделем 1 привода вращения шпонкой 15. Шайба 16 и винт 17 крепят головку на шпинделе 14 привода вращения в осевом напра лении. Для облегчения входа навертываемой арматуры в головку в корпусе 1 и стаканах 3 выполнены заходные фаски. Шарики 4 также образуют своего рода заходный конус. Навертываемую арматуру, например муфту 18, подают в головку. Затем перемещают все устройство в сторону тру бы (не показана). При этом муфта 18 охватывает трубу и самоустанавливается в шариках 4. После этого включают привод вращения шпинделя 14. Момент вращения через ведущую втулку 2 передается на корпус 1. При вращении корпуса 1 тарели 5 заклинивают шарики 4 (уклон тарелей 5 в диаметральной плос кости головки направлен против вращения навертывания), шарики 4 при это зажимают муфту 18, причем усилие зажима тем больше,чем больше момент навертывания. Перемещая устройство наве гывания вдоль оси трубы, осуществляют процесс навертки. Закончив навертывание, делают реверс вращения; при этом головка освобождает муфту 18. За тем головку перемещают в исходное положение. Возможные несоосность и перекосы трубы и навертываемой арматуры компенсируются во всех плоскостях: во-первых , радиальным перемещением и угловым качанием корпуса 1 на ведущей втулке 2,что обеспечивается упругой деформацией двух центрирующих втулок 9 и 10 и зазорами в шариковом соединении корпуса 1 с ведущей втулкой 2; во-вторых, самоустановкой навертываемой арматуры по оси трубы, что обеспечивается угловым качанием ее (арматуры) в шариках 4 благодаря упругой деформации пружинных прокладок на тарелях 5, Головка настраивается на различные диаметры навертываемой арматуры соответствующим ввинчиванием или вывинчиванием стаканов 3 в корпусе 1, Предложенная головка по сравнению с известными более надежна и производительна в работе,позволяет производить навертку с большими моментами навертывания, обеспечиваюидами прйчность соединения труб,не требует предварительного наживления4 При этом она имеет более простую конструкцию, менее трудоемка в изготовлении. Предложенная головка обеспечивает навертывание всего сортамента трубной арматуры (муфт, ниппелей, колец) различных размеров. Формула изобретения Головка к устройству для навертывания арматуры на трубы, в корпусе которой расположены элементы захвата и компенсатор, отличающаяся тем, что, сцелью расширения технологических возможностей, она снабжена радиально расположенными в корпусе регулируемыми стаканами, в которых смонтированы элементы захвата, причем эти элементы выполнены в виде шариков и подпружиненных тарелей, имеющих в диаметральной плоскости головки уклои, предназначенный для воздействия иа шарик, Источники информации, принятые во внимание при экспертизе: 1. Ансеров М,А. Приспособления дл токарных станков, библиотека токаряноватора, вып. 4, Машгиз, М-Л, 1957, с. 85-87,
. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка к устройству для навертывания арматуры на трубы | 1981 |
|
SU973286A1 |
| Устройство для предварительной навертки ниппелей в трубы | 1973 |
|
SU444619A1 |
| КЕРНООТБОРНЫЙ СНАРЯД | 2015 |
|
RU2621814C2 |
| Устройство для зажима цилиндрических деталей | 1985 |
|
SU1222486A1 |
| Ударный гайковерт | 1988 |
|
SU1523329A1 |
| Устройство для очистки канализационных трубопроводов | 1987 |
|
SU1538935A1 |
| Ударный гайковерт | 1982 |
|
SU1147557A2 |
| ПНЕВМОГАЙКОВЕРТ | 1992 |
|
RU2067923C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДОХРАНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ ЗАЩИТЫ ВНУТРЕННЕЙ КОНИЧЕСКОЙ РЕЗЬБЫ | 1995 |
|
RU2135882C1 |
| Установка для устьевого и скважинного тампонирования | 2024 |
|
RU2831686C1 |

tput.
В- В
6-6
Фчг.
