1
Иредлагас.мое изобретение относится к области клепки, в частности, к инструменту для прессовой клепки с электрокоитактным нагревом, и может найти применение во многих отраслях промышлепности, в частности, в авиадвигателестроепии при сборке камер сгорания.
Известен штамп для клепки с электронагревом, содержаи1им боек и поддержку. Однако в этом штампе отсутствует п рижимной элемент, что значительно снижает прочность закленочиого соединения 1.
Известны устройства для клепки заклепок, еодержащие обжимку и поддержку. Иоддержка устанавливается неподвижно, а обжимка, снабженная прижимом, ,перемеп;аясь, производит расклеиывапие стержня заклепки 2.
Иедостатком этих устройств является невозможность ведения клепки с электроконтактным нагревом.
Для обеспечения клепки с электроконтактпым иагревом заклепки и иовышения качества клепки в предлагаемом }стройстве прижим пакета снабжен прижимной вставкой, расположенной в гнезде, выполненном на торце прижима пакета концентрично пуансону, и чзолируюшим элементом, размещенным в гнезде между вставкой и прижимом.
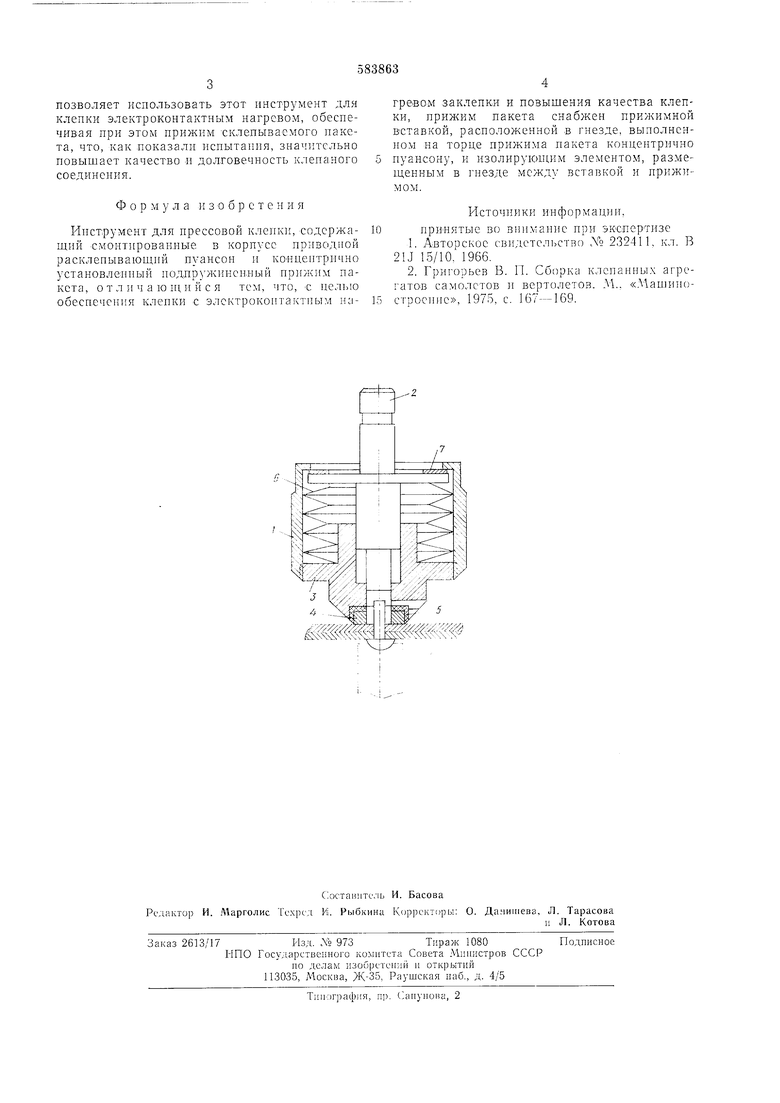
Ма чертеже нзображено описываемое устройство.
ГТпструмепт содержит смонтированные в кориуее 1 приводпой раскленываюидий пуансон 2 и концентричпо относительно п анеопа расиоложенный прижим пакета 3, на торце
которого в гнезде размещена прижимная вставка 4 и изолирующий элемент 5, выполненный из диэлектрика, например из стеклоленты с эпоксидным клеем. Прил-;им пакета подпружинен набором тарельчатых пружин G.
В корпусе раеположены регулировочные прокладки 7.
Процеес клейки е электроконтактным нагревом протекает следуюии1м образом.
Электрический ток подводится к заклепке
через токопроводящий расклепывающий пуансои 2. После нагрева заклепки до необходимой температуры, в данном случае 750°С, происходит осадка и формирование замыкаюн eй головки. При этом часть усилия, которое
можно регулировать с помощью прокладок 7, от рабочей части пресса через пружины 6, прижим пакета 3 передается «а листы склепываемого пакета.
Для увеличения стойкости пуансона 2, являющегоея в данном инструменте токопроводящим электродом, он может быть изготовлен из штамповой стали для горячего деформирования, например, Х12М. Устранение электроконтакта между прижимом пакета и листами склепываемого пакета
позволяет использовать этот инструмент для клепки электроконтактным нагревом, обеспечивая при этом прижим склепываемого пакета, что, как показали испытапия, значительно повышает качество н долговечность клепаного соединения.
Форм у л а и 3 о б р с т е н и я
Ипст.румент для прессовой клепки, содержащий €монтнровап,иые в корпусе приводной расклеиывающпй пуансон и коппентрпчно установленный нодпружииенпый прижим пакета, о т л и ч а ю HUI и с я тем, что, € целью обеспечения клепки с электроконтактным нагревом заклепки и повышения качества клепки, прижим пакета снабжен прижимной Вставкой, расположенной в гнезде, выполненном на торце прижима пакета концентрично пуансону, и изолпруюпи- м элементом, размещенным в гнезде между вставкой и прижимом.
Источники ипформации,
припятые во внимание ири экспертпзе Авторское свидетельство ЛЬ 232411, кл. В
1 15/10, 1966. 21J
Григорьев В. П. Сборка клепанны.х агре2
гатов самолетов н вертолетов. М.. «.Мапкпюетроенне, 1975, с. 167-- 69.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обжимка для прессовой клепки | 1976 |
|
SU631250A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВОЙ КЛЕПКИ | 1993 |
|
RU2065795C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2253536C1 |
| Инструмент для прессовой клепки | 1983 |
|
SU1146127A1 |
| ИНСТРУМЕНТ для ПРЕССОВОЙ КЛЕПКИ | БИБЛИОТ;;:, | 1972 |
|
SU324092A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
| Штамп для групповой клепки | 1985 |
|
SU1274839A1 |
| Устройство для прессовой клепки | 1975 |
|
SU549226A2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВОЙ КЛЕПКИ | 1991 |
|
RU2006332C1 |
| Клепальный инструмент | 1979 |
|
SU804172A2 |
