Изобретение относится к сборочно-клепальным работам, в частности к устройствам для групповой клепки заклепок в изделиях при значительных межцентровых допусках между ними.
Известен клепальный инструмент, содержащий смонтированные в корпусе обжимки с рабочей клепальной поверхностью и прижимы пакета, установленные в обжимке. Каждый прижим выполнен в виде штока с поршнем силового цилиндра. В каждом силовом цилиндре по оси установлена пружина сжатия, взаимодействующая с поршнем, при этом одним концом пружина закреплена на свободном торце поршня, а другим - на основании цилиндра. Одним из штоков прижим пакета связан с механизмом управления пресса, а силовые цилиндры соединены между собой каналами и через штуцер - с пневмосистемой пресса [1].
При включении пресса шток пресса с клепальным инструментом перемещается до соприкосновения штоков с поверхностью склепываемого пакета. В процессе дальнейшего перемещения происходит сжатие склепываемого пакета штоками. При этом штоки, перемещаясь в обжимке, действуют на поршни, вытесняя сжатый воздух из полости цилиндров в воздушную магистраль пневмосистемы, и на пружины, вынуждая их сжиматься. При этом происходит сжатие склепываемого пакета штоками усилием сжатого воздуха, которое зависит от диаметра поршней и давления в магистрали пневмосистемы и остается постоянным, и усилием сжатой пружины, которое зависит от упругих свойств пружины сжатия и увеличивается по мере сжатия пакета. В процессе дальнейшего перемещения инструмента происходит образование замыкающих головок заклепок рабочей поверхностью обжимки с одновременным поджатием склепываемого пакета. Инструмент отводится и штоки под действием поршней сжатым воздухом из магистрали и пружинами возвращают в исходное положение.
Недостатком указанного известного устройства является отсутствие самоустановки обжимки по высоте каждой заклепки, что снижает качество клепки при разновысоких заклепках и ступенчатых склепываемых листах.
Кроме того, не обеспечивается требуемое качество при клепке заклепок со сферическими головками и с большими допусками на межцентровое расстояние между отверстиями в деталях, если допуск на расстояние между осями двух и более отверстий больше допускаемого смещения головки относительно ее оси, равного 0,1 диаметра стержня заклепки.
Известно устройство для групповой клепки, содержащее скобу, на одном конце которой смонтирован силовой цилиндр, обойму с размещенными в ней поддержками, и обойму, в которой расположены самоустанавливающиеся по высоте центральный и периферийные пуансоны [2].
Недостатком данного известного устройства является отсутствие самоустановки поддержек по высоте, что снижает качество соединения при групповой клепке с различной компоновкой изделий.
Кроме того, жесткая опора пуансонов на сферическую поверхность головок заклепок при клепке заклепками со сферическими головками не обеспечивает необходимое количество групповой клепки, так как какая-нибудь из нескольких заклепок не будет подвергаться полному усилию клепки. Не обеспечивается также качество при клепке заклепками со сферическими головками и с большими допусками на межцентровое расстояние между отверстиями в деталях.
Технической задачей изобретения является повышение качества соединений полученных групповой клепкой заклепками со сферическими головками.
Это решается тем, что в известном устройстве для групповой клепки, содержащем сбоку, на одном конце которой смонтирован силовой цилиндр, обойму с размещенными в ней поддержками и обойму, в которой расположены самоустанавливающиеся по высоте центральный и периферийные пуансоны, центральный пуансон подпружинен в сторону поддержек и выступает над периферийными пуансонами, каждый из которых выполнен с самоустанавливающейся по диаметру обжимкой, обойма с пуансонами закреплена на свободном конце скобы, а обойма для поддержек выполнена аналогично обойме для пуансонов и смонтирована на штоке силового цилиндра, при этом каждая поддержка выполнена аналогично соответствующему ей пуансону.
Кроме того, каждая обойма выполнена в виде корпуса с размещенными в нем поршнями, при этом все поршневые полости соединены между собой и с пневмосистемой, а пуансоны и поддержки смонтированы на штоках соответствующих поршней.
Поршни для периферийных пуансонов и поддержек, а также сами периферийные пуансоны и поддержки выполнены с каналами для подвода воздуха к самоустанавливающимся по диаметру обжимкам.
Периферийные пуансоны расположены диаметрально относительно центрального.
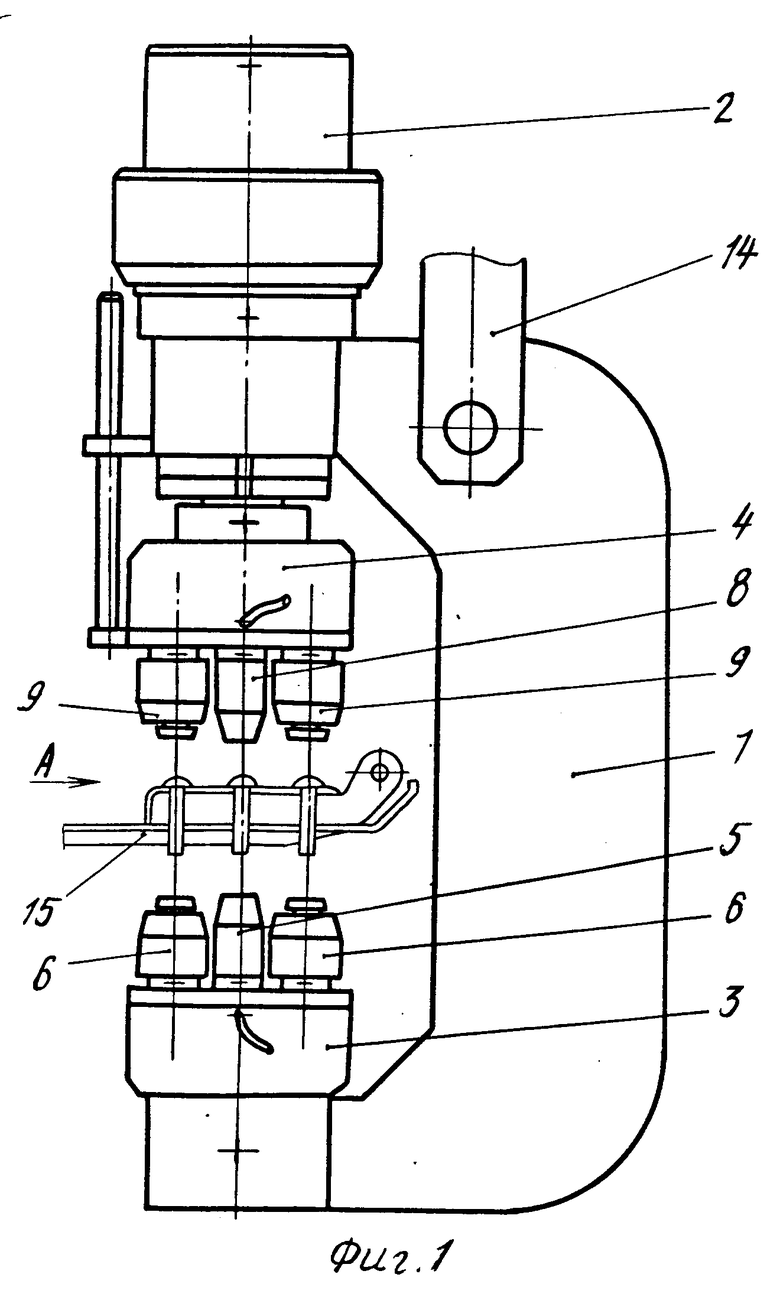
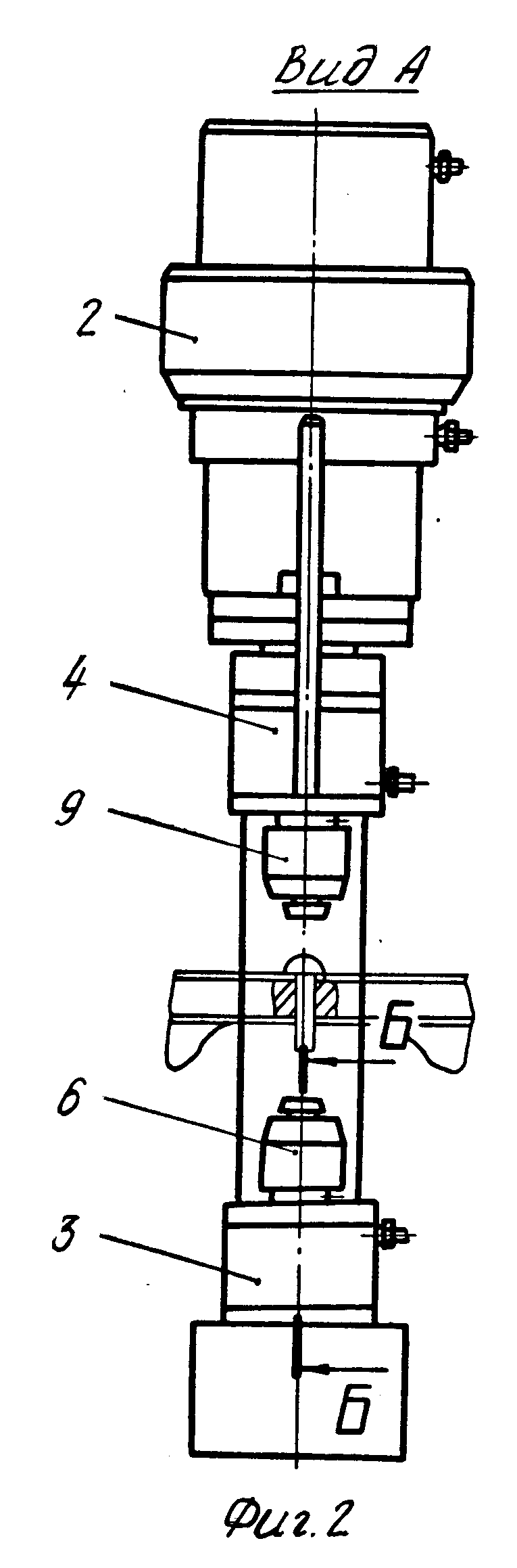
На фиг.1 изображено устройство для групповой клепки, общий вид; на фиг. 2 - вид по стрелке А на фиг.1; на фиг.3 - разрез Б-Б на фиг.2.
Устройство для групповой клепки содержит скобу 1 с силовым цилиндром 2, обойму 3 и аналогичную ей обойму 4. Обойма 3 оснащена самоустанавливающимися по высоте пуансонами: центральным 5 и расположенными диаметрально относительно него периферийными пуансонами 6 с самоустанавливающимися по диаметру обжимками 7 (фиг.3).
Обойма 3 (см. фиг.1) закреплена на свободном конце скобы 1, а обойма 4 установлена соосно ей на штоке силового цилиндра 2 и снабжена аналогичными пуансонам поддержками 8 и 9, каждая обойма выполнена в виде корпуса 10 (см. фиг. 3) с размещенными в нем поршнями 11. При этом все поршневые полости В соединены между собой и заполнены жидкостью, на которую опираются все поршни, а все штоковые полости Г соединены между собой и с пневмосистемой.
Через отверстия 12 в периферийных поршнях и соответствующих им пуансонах и поддержках воздух подается к обжимкам 7. Центральный поршень подпружинен пружиной 13, за счет чего центральный пуансон 5 или центральная поддержка выступает над номинальной поверхностью D на величину Е. Выполняя поршни разновысокими, можно обеспечить клепку изделий со ступенчатой поверхностью.
Устройство работает следующим образом.
Скоба 1 устанавливается на подвеске 14. Рабочий опускает скобу вниз, центрируя ее по центральной заклепке выступающей центральной поддержкой 8. При этом подаваемый в расположенные диаметрально от поддержки 9 воздух снижает трение скольжения обжимок. Вращая обжимки вокруг их вертикальной оси, самоустанавливает их по диаметру заклепок. Включается силовой цилиндр 2 и шток силового цилиндра с обоймой 3 начинает опускаться, надавливая через поддержки 8 и 9 на головки всех заклепок. За счет жидкости в общей поршневой полости В они самоустанавливаются по высоте головок заклепок. Шток силового цилиндра продолжает опускаться, надавливая на неподвижно установленное склепываемое изделие 15, за счет чего вся скоба 1 начинает подниматься, сжимая своим весом изделие. Пуансоны 5 и 6, установленные на обойме 3, поднимаясь вместе со скобой 1, упираются в стержни заклепок вначале центральным 5, а затем периферийными пуансонами 6. Происходит аналогично поддержкам 8 и 9 самоустановка обжимок 7 по диаметру заклепок за счет вращения обжимок воздухом и самовыставка их по высоте за счет перетекания жидкости в общей поршневой полости В. При дальнейшем повышении давления в силовом цилиндре происходит расклепывание заклепок. При подаче давления в нижнюю полость силового цилиндра обоймы отводятся от изделия.
Таким образом, обеспечивается получение качественных соединений деталей заклепками со сферической головкой при групповой клепке с допусками на межцентровое расстояние, между отверстиями в деталях, превышающими допуск на смещение головки заклепки относительно ее оси, равный 0,1 от диаметра стержня заклепки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВОЙ КЛЕПКИ | 1991 |
|
RU2006332C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВОЙ КЛЕПКИ | 1993 |
|
RU2065795C1 |
| Установка для групповой клепки рамных конструкций | 1980 |
|
SU884814A1 |
| Станок для клепки тормозных накладок | 1990 |
|
SU1752477A1 |
| Клепальный инструмент | 1979 |
|
SU804172A2 |
| Ручной клепальный пресс | 1977 |
|
SU653018A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |
| Ручной клепальный пресс | 1977 |
|
SU692666A1 |
| Ручной клепальный инструмент | 1983 |
|
SU1136880A1 |
| Устройство для клепки | 1979 |
|
SU816657A1 |

Использование: в сборочном производстве при получении соединений деталей заклепками при значительных допусках на межцентровое расстояние между отверстиями в деталях под заклепки. Сущность изобретения: на скобе с силовым цилиндром соосно смонтированы две обоймы, одна из которых оснащена самоустанавливающимися по высоте пуансонами, а другая - аналогичными пуансонам поддержками. Обойма с пуансонами закреплена на свободном конце скобы, а обойма с поддержками установлена на штоке силового цилиндра. Центральный пуансон и центральная поддержка подпружинены навстречу друг другу и выступают над периферийными пуансоном и поддержкой, оснащенными самоустанавливающимися по диаметру обжимками. Каждая обойма выполнена в виде корпуса с размещенными в нем поршнями. Поршневые полости соединены между собой и заполнены жидкостью. Штоковые полости сообщены между собой и с пневмосистемой. Пуансоны и поддержки смонтированы на штоках поршней. Поршни для периферийных пуансонов и поддержек, а также сами периферийные пуансоны и поддержки имеют каналы для подвода воздуха к обжимкам. 3 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для клепки | 1979 |
|
SU816657A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
